Vous aimerez peut-être aussi
- BHOPALy My CasoDocument4 pagesBHOPALy My CasoMirella Delgado EnriquezPas encore d'évaluation
- Funciones de BusquedaDocument20 pagesFunciones de BusquedaMirella Delgado EnriquezPas encore d'évaluation
- Funciones Texto 1Document10 pagesFunciones Texto 1Mirella Delgado EnriquezPas encore d'évaluation
- Funciones Con 2 Criterios o MasDocument8 pagesFunciones Con 2 Criterios o MasMirella Delgado EnriquezPas encore d'évaluation
- Trabajo de Seguridad Cerveceras CuscoDocument7 pagesTrabajo de Seguridad Cerveceras CuscoMirella Delgado EnriquezPas encore d'évaluation
- Monografia de InductoresDocument7 pagesMonografia de InductoresMirella Delgado EnriquezPas encore d'évaluation
- Metales No FerrososDocument33 pagesMetales No FerrososAdrian Barrios TerrazasPas encore d'évaluation
- OperDocument16 pagesOperMirella Delgado EnriquezPas encore d'évaluation
- Monografia TerminadaDocument22 pagesMonografia TerminadaMirella Delgado EnriquezPas encore d'évaluation
- Bbva Continental Juntado UltiDocument40 pagesBbva Continental Juntado UltiMirella Delgado EnriquezPas encore d'évaluation
- Mecanica AplicadaDocument12 pagesMecanica AplicadaMirella Delgado EnriquezPas encore d'évaluation
- Planificación, Programación y Control de Mantenimiento Asistidos (Autoguardado)Document13 pagesPlanificación, Programación y Control de Mantenimiento Asistidos (Autoguardado)Mirella Delgado EnriquezPas encore d'évaluation
- Interes CompuestoDocument4 pagesInteres CompuestoMirella Delgado EnriquezPas encore d'évaluation
- Bbva Continental Final CompletoDocument50 pagesBbva Continental Final CompletoMirella Delgado EnriquezPas encore d'évaluation
- Trabajo Corregido JuntadoDocument87 pagesTrabajo Corregido JuntadoMirella Delgado EnriquezPas encore d'évaluation
- Presupuestos de Ingresos ProyectadosDocument3 pagesPresupuestos de Ingresos ProyectadosMirella Delgado EnriquezPas encore d'évaluation
- 5 1 Sistema SecuencialDocument20 pages5 1 Sistema SecuencialMirella Delgado EnriquezPas encore d'évaluation
- Proforma ImpresorasDocument1 pageProforma Impresorasmiltonsan83Pas encore d'évaluation
- LosasDocument26 pagesLosasGinoGarciaArmasPas encore d'évaluation
- Rúbrica para Informe de Trabajo Final de Estadística DescriptivaDocument2 pagesRúbrica para Informe de Trabajo Final de Estadística DescriptivaEsther MariaPas encore d'évaluation
- Implementación de la formación por proyectos en el SENADocument14 pagesImplementación de la formación por proyectos en el SENAOscar Diego LoaizaPas encore d'évaluation
- Informe de SilviaDocument42 pagesInforme de SilviaAnonymous uflnbN8SPas encore d'évaluation
- Envasado ActivoDocument58 pagesEnvasado ActivonatashaPas encore d'évaluation
- Regimen DisciplinarioDocument11 pagesRegimen DisciplinarioNaomi Kiara Lazo CampanaPas encore d'évaluation
- Hardy Cross y - RenouardDocument4 pagesHardy Cross y - RenouardAndres Jaimes EscaleraPas encore d'évaluation
- R.M. 116-2022-Vivienda Ugm UltimoDocument3 pagesR.M. 116-2022-Vivienda Ugm UltimoIsabel Huarca CruzPas encore d'évaluation
- Planilla Tributaria y Cargas SocialesDocument1 pagePlanilla Tributaria y Cargas SocialesDavid MoralesPas encore d'évaluation
- Optimizar almacén logístico a través del análisis de capacidad, costos y UCADocument3 pagesOptimizar almacén logístico a través del análisis de capacidad, costos y UCALuis50% (2)
- Finanzas III - InvestigacionDocument30 pagesFinanzas III - Investigacionnelson xarPas encore d'évaluation
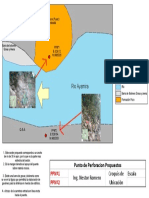
- Formacion Pozo (P-poz) Roca fracturada Rio AyamiraDocument1 pageFormacion Pozo (P-poz) Roca fracturada Rio AyamiraJunior Andia CarbajalPas encore d'évaluation
- 10-08-2019 123240 PM Redescubriendo La Segmentación de Mercado PDFDocument13 pages10-08-2019 123240 PM Redescubriendo La Segmentación de Mercado PDFjuan velasquezPas encore d'évaluation
- Acta No. 003 18 de Mayo de 2022Document4 pagesActa No. 003 18 de Mayo de 2022LILITH HERNANDEZPas encore d'évaluation
- Manual k6Document6 pagesManual k6aquaicejuanPas encore d'évaluation
- Garnica Clotilde H., Fundamentos de Marketing, Pearson (2009) PDFDocument223 pagesGarnica Clotilde H., Fundamentos de Marketing, Pearson (2009) PDFLuis Morales100% (1)
- Desbridamiento de quemadurasDocument4 pagesDesbridamiento de quemadurasEva Gomez Gutierrez100% (1)
- Apu. Planta de TratamientoDocument14 pagesApu. Planta de Tratamientojeysonramirezramos100% (1)
- Linea Del Tiempo de HondurasDocument1 pageLinea Del Tiempo de HondurasRAMON ANTUNEZ100% (1)
- Riesgo de Liquidez Anexo 2 - L03t03c01a02Document1 pageRiesgo de Liquidez Anexo 2 - L03t03c01a02Valeria IriartePas encore d'évaluation
- 2.7 Evidencia 7 Lista de Verificacion Recoleccion InformacionDocument6 pages2.7 Evidencia 7 Lista de Verificacion Recoleccion InformacionAlejandra Barragán MachadoPas encore d'évaluation
- Foro (2) Mercadotecnia InternacionalDocument4 pagesForo (2) Mercadotecnia InternacionalLuciernaga Fu RiosaPas encore d'évaluation
- Estrategia de Instalaciones y Su CapacdadDocument21 pagesEstrategia de Instalaciones y Su CapacdadGonzalo Escobar Delgado100% (2)
- Linea de Tiempo Hitos de La Tecnologia EducativaDocument4 pagesLinea de Tiempo Hitos de La Tecnologia Educativamarcos100% (1)
- Charla Integral SSIMA 421 Manejo Defensivo en Condiciones Climatológicas AdversasDocument2 pagesCharla Integral SSIMA 421 Manejo Defensivo en Condiciones Climatológicas AdversasWalterLiviasPas encore d'évaluation
- WEG Almacenaje de Maquinas Electricas Girantes de Mediano Porte Articulo Tecnico Espanol PDFDocument0 pageWEG Almacenaje de Maquinas Electricas Girantes de Mediano Porte Articulo Tecnico Espanol PDFgastoksPas encore d'évaluation
- Redes sociales aprendizajeDocument3 pagesRedes sociales aprendizajeLorena León DuránPas encore d'évaluation
- Reggaeton discografíasDocument6 pagesReggaeton discografíasDaniel BreakPas encore d'évaluation
- Factura de venta de recolección y disposición de residuos especialesDocument1 pageFactura de venta de recolección y disposición de residuos especialesOscar Andres LozanoPas encore d'évaluation