Vous aimerez peut-être aussi
- CADWorx PipingDocument30 pagesCADWorx PipingJohann Mateo Farrachol LanzaPas encore d'évaluation
- Sellado y montaje de juntas espirotálicasDocument32 pagesSellado y montaje de juntas espirotálicasraul gonzalez100% (1)
- Marcado Ce Equipos A PresionDocument15 pagesMarcado Ce Equipos A Presionpmaymo100% (1)
- Cap. 1 Soldaura Tuberias (Rev)Document22 pagesCap. 1 Soldaura Tuberias (Rev)Erick100% (1)
- TuberiasDocument40 pagesTuberiasKarina HerreraPas encore d'évaluation
- 97 - 23 - CE Equipos A PresionDocument38 pages97 - 23 - CE Equipos A PresionjolonistPas encore d'évaluation
- Tuberías PRFV industrialesDocument17 pagesTuberías PRFV industrialesJose AC100% (1)
- Ingeniería de PipingDocument5 pagesIngeniería de PipingSofi MinuéPas encore d'évaluation
- Proyectista PipingDocument1 pageProyectista Pipingpedrisimo0% (1)
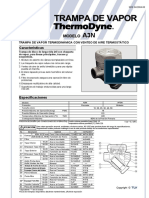
- Especificacion de Trampa de VaporDocument2 pagesEspecificacion de Trampa de VaporLorenz SanzPas encore d'évaluation
- Especificacion de NormasDocument2 pagesEspecificacion de NormasJose Antonio Calderon100% (1)
- Materiales para Recipientes A PresionDocument19 pagesMateriales para Recipientes A PresionJonathan Wenceslao Pinto BenaventePas encore d'évaluation
- Cat Pihasa 147A CompletoDocument169 pagesCat Pihasa 147A CompletoJorge FerrerPas encore d'évaluation
- Sistemas de Tuberia Ranurada VikingDocument32 pagesSistemas de Tuberia Ranurada VikingpauloargottePas encore d'évaluation
- Taller Cadworx Rev2Document100 pagesTaller Cadworx Rev2eduardosanchez72Pas encore d'évaluation
- Unidad 5 Del Manual de Tuberias (AISLAMIENTOS) PDFDocument13 pagesUnidad 5 Del Manual de Tuberias (AISLAMIENTOS) PDFfckseiko_342Pas encore d'évaluation
- Catalogo Tubos EstructuralesDocument20 pagesCatalogo Tubos Estructuralestatidk0% (1)
- Soldadura SoaDocument2 pagesSoldadura Soajuanjoi81100% (1)
- Flexibilidad y SoporteriaDocument176 pagesFlexibilidad y SoporteriaAlexander Hernandez Rueda100% (1)
- Manual Válvulas Fisher PDFDocument44 pagesManual Válvulas Fisher PDFLuz MainoPas encore d'évaluation
- Erosión en Tuberías de Vapor y CondensadoDocument4 pagesErosión en Tuberías de Vapor y CondensadoEstevan huertasPas encore d'évaluation
- Curso Tuberias Asme Parte 1Document9 pagesCurso Tuberias Asme Parte 1Guillermo Cordero100% (3)
- Hidroten Catalogo General 2019 PDFDocument420 pagesHidroten Catalogo General 2019 PDFGabriel Zumelzu AltamiranoPas encore d'évaluation
- Tutorial CADWorx Plant 2006Document87 pagesTutorial CADWorx Plant 2006Anibal Lopez100% (1)
- Diseño de Plantas Con PID y Plant 3D Básicoa20 PDFDocument3 pagesDiseño de Plantas Con PID y Plant 3D Básicoa20 PDFJHON EDISON CASTRO PLAZASPas encore d'évaluation
- OverlayDocument7 pagesOverlayMarco TorresPas encore d'évaluation
- ASTM Materiales 2010Document4 pagesASTM Materiales 2010Nicolas GiacopelloPas encore d'évaluation
- Sistema de Optimizacion de Transporte de FluidosDocument37 pagesSistema de Optimizacion de Transporte de Fluidosdarcychaucca100% (2)
- Especificación de construcción aislamiento fríoDocument21 pagesEspecificación de construcción aislamiento fríoHugo Miranda LunaPas encore d'évaluation
- Catalogo de Tanques de Aire ComprimidoDocument40 pagesCatalogo de Tanques de Aire ComprimidoKarla Diaz Salgado100% (1)
- CODIGO ASME-introduccionDocument14 pagesCODIGO ASME-introduccionJosé Sandoval100% (1)
- Lista de Códigos y Procesos de SoldaduraDocument7 pagesLista de Códigos y Procesos de SoldaduraJunior Risco Yarleque100% (1)
- Lectura Planos TuberiaDocument12 pagesLectura Planos TuberiaFausto Enrique Alvarez Baquero100% (1)
- Ficha Tecnica Obraductos - Valvula Mariposa WaferDocument1 pageFicha Tecnica Obraductos - Valvula Mariposa Waferobraductos ColPas encore d'évaluation
- Contenido Del Código ASME y de La Normas Del TEMADocument2 pagesContenido Del Código ASME y de La Normas Del TEMAFrancisco LarioPas encore d'évaluation
- ASME IX Edición 2010 (Modo de Compatibilidad)Document196 pagesASME IX Edición 2010 (Modo de Compatibilidad)jeliach100% (1)
- Informe MaquetaDocument12 pagesInforme MaquetaWilly Esteban Soto OrtegaPas encore d'évaluation
- Calderero Tubero 430590Document2 pagesCalderero Tubero 430590Walter VitanziPas encore d'évaluation
- Partes de La SoldaduraDocument7 pagesPartes de La SoldaduraJuan Carlos Abarca CerdasPas encore d'évaluation
- Cursillo Tuberías Industriales 2Document129 pagesCursillo Tuberías Industriales 2Ana Laura100% (1)
- Crear estructura parral CADWorx STEELDocument48 pagesCrear estructura parral CADWorx STEELAlejandro MagnoPas encore d'évaluation
- Comportamiento TermicoDocument21 pagesComportamiento TermicoMauricio Sanchez VivancoPas encore d'évaluation
- Diseño de Las Líneas de Vapor para El Calentamiento de Los Tanques de almacenamientoTESIS-Ok-CABRERA-TROYADocument256 pagesDiseño de Las Líneas de Vapor para El Calentamiento de Los Tanques de almacenamientoTESIS-Ok-CABRERA-TROYAAlvaro Villabona100% (3)
- Tuberias de Acero (Definicion de Schedule)Document5 pagesTuberias de Acero (Definicion de Schedule)Nestor MedinaPas encore d'évaluation
- Inspeccion de Tuberias Clase PDFDocument108 pagesInspeccion de Tuberias Clase PDFJd CrossPas encore d'évaluation
- Cigueñal CDRDocument76 pagesCigueñal CDRAlex Garcia100% (1)
- Corte y Doblado de TubosDocument51 pagesCorte y Doblado de Tuboseduardo soto perezPas encore d'évaluation
- 08 Válvulas y ActuadoresDocument97 pages08 Válvulas y ActuadoresCarlos ParedesPas encore d'évaluation
- Válvulas, Tuberías Y Accesorios FinalDocument50 pagesVálvulas, Tuberías Y Accesorios FinalDaniel Muñoz100% (1)
- 3 - Conveyor - Components - IPTS - SPLDocument23 pages3 - Conveyor - Components - IPTS - SPLrrobles011Pas encore d'évaluation
- Inspeccion de Tuberias ClaseDocument108 pagesInspeccion de Tuberias ClaseBrenda Rojas Cardozo100% (4)
- Tuberias. Reynaga Rubio Valeria SusanaDocument6 pagesTuberias. Reynaga Rubio Valeria SusanaVALERIA SUSANA REYNAGA RUBIOPas encore d'évaluation
- Aceros de Perforacion Completo Tajo AbiertoDocument46 pagesAceros de Perforacion Completo Tajo AbiertoFrank's Larry Antezana Calatayud100% (1)
- Guia para Supervisor TuberiasDocument4 pagesGuia para Supervisor Tuberiasrodolfo1cruz-4100% (1)
- Herramientas de Perforación de Martillo Superior 1Document32 pagesHerramientas de Perforación de Martillo Superior 1victor huayhua choqueticoPas encore d'évaluation
- Procesos y tipos de extrusión de metalesDocument38 pagesProcesos y tipos de extrusión de metalesNelsonPas encore d'évaluation
- Catalogo de ValvulasDocument11 pagesCatalogo de ValvulasGabriel Paiva PalaviciniPas encore d'évaluation
- RemachadoDocument49 pagesRemachadoMauricio PerezPas encore d'évaluation
- Diseño y Aplicacion de Barrenas y TriconicasDocument97 pagesDiseño y Aplicacion de Barrenas y TriconicasMiguel Angell Bautista100% (1)
- Borrador ProyectoDocument49 pagesBorrador ProyectoLuis Alberto Flores CarballoPas encore d'évaluation
- Ejercicio de YacimientoDocument3 pagesEjercicio de YacimientoLuis Alberto Flores CarballoPas encore d'évaluation
- Diseño y Construcción Secador Por Atomización.Document41 pagesDiseño y Construcción Secador Por Atomización.Luis Alberto Flores CarballoPas encore d'évaluation
- Proyecto Final CementoDocument32 pagesProyecto Final CementoLuis Alberto Flores CarballoPas encore d'évaluation
- Utilidades A320Document22 pagesUtilidades A320Luis Alberto Flores CarballoPas encore d'évaluation
- RSC-X1001 Escarp Analisis CondDocument3 pagesRSC-X1001 Escarp Analisis CondLuis Alberto Flores CarballoPas encore d'évaluation
- Simulación hidráulica con PIPESYSDocument19 pagesSimulación hidráulica con PIPESYSLuis Alberto Flores CarballoPas encore d'évaluation
- Unidad III Cemento 1Document18 pagesUnidad III Cemento 1Luis Alberto Flores CarballoPas encore d'évaluation
- Unidad III Cemento 1Document18 pagesUnidad III Cemento 1Luis Alberto Flores CarballoPas encore d'évaluation
- Proceso contratación planta procesadora lácteos BeniDocument2 pagesProceso contratación planta procesadora lácteos BeniLuis Alberto Flores CarballoPas encore d'évaluation
- Simulación de Procesos Con ASPEN HYSYS INEGAS8Document215 pagesSimulación de Procesos Con ASPEN HYSYS INEGAS8Luis Alberto Flores Carballo100% (2)
- SepaacionDocument17 pagesSepaacionLuis Alberto Flores CarballoPas encore d'évaluation
- Hysys Intermedio Día 08-Mar-17Document32 pagesHysys Intermedio Día 08-Mar-17luis alfredoPas encore d'évaluation
- Simulación de Procesos Con ASPEN HYSYS INEGAS8Document215 pagesSimulación de Procesos Con ASPEN HYSYS INEGAS8Luis Alberto Flores Carballo100% (2)
- CD 6164 PDFDocument158 pagesCD 6164 PDFaceitecaspiPas encore d'évaluation
- PG 2446Document64 pagesPG 2446Luis Alberto Flores CarballoPas encore d'évaluation
- Cromatografia de GasesDocument20 pagesCromatografia de GasesLuis Alberto Flores CarballoPas encore d'évaluation
- CD 6164 PDFDocument158 pagesCD 6164 PDFaceitecaspiPas encore d'évaluation
- Motor ElectricoDocument1 pageMotor ElectricoLuis Alberto Flores CarballoPas encore d'évaluation
- Cálculo de Factor de CompresibilidadDocument1 pageCálculo de Factor de CompresibilidadLuis Alberto Flores CarballoPas encore d'évaluation
- Separadores InternosDocument32 pagesSeparadores InternosLuis Alberto Flores CarballoPas encore d'évaluation
- Análisis espectrofotométrico de la desmineralización de dientes y huesosDocument6 pagesAnálisis espectrofotométrico de la desmineralización de dientes y huesosFulanito CosmePas encore d'évaluation
- Caracterizacion, Capacidad Antioxidante y Perfil Fenólico de Frutas Subtropicales Producidas y Comercializadas en La Costa de Granada-Malaga PDFDocument305 pagesCaracterizacion, Capacidad Antioxidante y Perfil Fenólico de Frutas Subtropicales Producidas y Comercializadas en La Costa de Granada-Malaga PDFYajaira Valdez ManchegoPas encore d'évaluation
- Empresa DeleiteDocument23 pagesEmpresa DeleiteLuis Alberto Flores CarballoPas encore d'évaluation
- Plan Integral de ContingenciasDocument25 pagesPlan Integral de ContingenciasLuis Alberto Flores CarballoPas encore d'évaluation
- Plan Integral de ContingenciasDocument16 pagesPlan Integral de ContingenciasLuis Alberto Flores CarballoPas encore d'évaluation
- Plan Integral de ContingenciasDocument25 pagesPlan Integral de ContingenciasLuis Alberto Flores CarballoPas encore d'évaluation
- Empresa DeleiteDocument23 pagesEmpresa DeleiteLuis Alberto Flores CarballoPas encore d'évaluation
- Dibujo1 Presentación3Document1 pageDibujo1 Presentación3Luis Alberto Flores CarballoPas encore d'évaluation
- Dibujo1 Presentación3 PDFDocument1 pageDibujo1 Presentación3 PDFLuis Alberto Flores CarballoPas encore d'évaluation
- A - Manual Do Usuário - SR Flatpack Mpsu Outdoor - E633000000 - Esp - 2Document25 pagesA - Manual Do Usuário - SR Flatpack Mpsu Outdoor - E633000000 - Esp - 2niupora100% (1)
- Ejercicios 2 Ing EconomicaDocument4 pagesEjercicios 2 Ing EconomicaPablo Enrique Salas100% (2)
- Planilla de Preinscripcion Bachiller 2023Document3 pagesPlanilla de Preinscripcion Bachiller 2023Waiting for you.Pas encore d'évaluation
- Gestión de InventariosDocument175 pagesGestión de InventariosRonaldCorderoPas encore d'évaluation
- Amaze 1 PDFDocument12 pagesAmaze 1 PDFMaria Angelica Suaza SerranoPas encore d'évaluation
- OCRA (Vehiculos)Document117 pagesOCRA (Vehiculos)Jorge Resendiz83% (6)
- Tarea 3 - Identificar Distribución en Planta y Cadena de Suministro - TRABAJO COLABORATIVODocument27 pagesTarea 3 - Identificar Distribución en Planta y Cadena de Suministro - TRABAJO COLABORATIVOPaola DiazPas encore d'évaluation
- Informe de Pasantias YodnanDocument65 pagesInforme de Pasantias YodnanjhonroctorPas encore d'évaluation
- Son El Volumen de Productos Fabricados Y El Nivel de Estandarización Del ProductoDocument2 pagesSon El Volumen de Productos Fabricados Y El Nivel de Estandarización Del Productoyuli mesaPas encore d'évaluation
- Netflix EntrevistaDocument11 pagesNetflix EntrevistaJennyfer Samara Rivero SalinasPas encore d'évaluation
- Especificaciones TecnicasDocument50 pagesEspecificaciones TecnicasIrex FalconPas encore d'évaluation
- Sistemas de Produccion en ConfeccionesDocument27 pagesSistemas de Produccion en Confeccionesaustinmonterrey75% (4)
- 10c - Multiplexor Aislado 8 Entradas Pt100-RTD, 1 Salida de Proceso EXPANSIONABLEDocument8 pages10c - Multiplexor Aislado 8 Entradas Pt100-RTD, 1 Salida de Proceso EXPANSIONABLELogan JohnsonPas encore d'évaluation
- Clase 1 - Formato CondicionalDocument5 pagesClase 1 - Formato CondicionalGiann Culquitante MorenoPas encore d'évaluation
- El Presupuesto Maestro OperativoDocument2 pagesEl Presupuesto Maestro OperativoJuandy RodriguezPas encore d'évaluation
- Taller Datos AgrupadosDocument4 pagesTaller Datos AgrupadosJhohely Serrato MattaPas encore d'évaluation
- Catalogue 2004 - Es PDFDocument82 pagesCatalogue 2004 - Es PDFJeanpier Infanzon QuijanoPas encore d'évaluation
- Análisis Urbano Aeropuerto Augusto Cesar SandinoDocument10 pagesAnálisis Urbano Aeropuerto Augusto Cesar SandinoAna Cecilia MarquinaPas encore d'évaluation
- Tipos de RevestimientosDocument4 pagesTipos de RevestimientosFranco Carrasco CollantesPas encore d'évaluation
- Capitulo 2Document14 pagesCapitulo 2KevinRicardoPas encore d'évaluation
- Etapas para Costeo ABCDocument4 pagesEtapas para Costeo ABCLucas BarbazánPas encore d'évaluation
- Manual de Usuario Estufa HacebDocument28 pagesManual de Usuario Estufa HacebDavid Jacob MosqueraPas encore d'évaluation
- Qué Son Las Resinas Epoxicas o PoliepoxidoDocument9 pagesQué Son Las Resinas Epoxicas o PoliepoxidokarlaPas encore d'évaluation
- Trabajo fin master sobre mejora de calidad superficial de tubosDocument12 pagesTrabajo fin master sobre mejora de calidad superficial de tubosAlberto Mack Padilla NietoPas encore d'évaluation
- Sistemas de Potencia 2223Document22 pagesSistemas de Potencia 2223Roberto LasecaPas encore d'évaluation
- Energia Eolica - Hnos Urquia 1982 Parte 1d4Document25 pagesEnergia Eolica - Hnos Urquia 1982 Parte 1d4NarcysPas encore d'évaluation
- EOCO0109 FichaDocument2 pagesEOCO0109 FichaismaelluengoPas encore d'évaluation
- PS-P-19 Procedimiento Aplicación de Sandblasting y Pintura Rev. 0Document16 pagesPS-P-19 Procedimiento Aplicación de Sandblasting y Pintura Rev. 0maira sanabriaPas encore d'évaluation
- Piratas de Silicon Valley.Document3 pagesPiratas de Silicon Valley.Galo FloresPas encore d'évaluation