Vous aimerez peut-être aussi
- Welding Types and DefectsDocument30 pagesWelding Types and DefectsHarisagar ThulasiramanPas encore d'évaluation
- Welding Fundamentals GuideDocument68 pagesWelding Fundamentals GuideSaiprasad Thakar100% (1)
- Thyssen PDFDocument288 pagesThyssen PDFulas100% (1)
- Basics of WeldingDocument70 pagesBasics of Weldingamit kumarPas encore d'évaluation
- ASTM Welding Tips A410 To A643Document20 pagesASTM Welding Tips A410 To A643MARIO HUAMANPas encore d'évaluation
- RM01 - Arc Weld ProcessesDocument53 pagesRM01 - Arc Weld ProcessesAnonymous cgcKzFtXPas encore d'évaluation
- Castro 2011Document1 pageCastro 2011Armando Lujan VelazquezPas encore d'évaluation
- Welding For 2023 GATE ESE PSUs by S K MondalDocument84 pagesWelding For 2023 GATE ESE PSUs by S K MondalRaj SinhaPas encore d'évaluation
- Design of Welded Connections Lincoln ElectricDocument234 pagesDesign of Welded Connections Lincoln Electricnika2006Pas encore d'évaluation
- Welding, Brazing and Soldering PDFDocument103 pagesWelding, Brazing and Soldering PDFAtul KumarPas encore d'évaluation
- Bohler CatalogDocument308 pagesBohler CatalogPerumal GovindanPas encore d'évaluation
- Carbocast 1 - eDocument1 pageCarbocast 1 - eali torabiPas encore d'évaluation
- Weldability PDFDocument60 pagesWeldability PDFS GoudaPas encore d'évaluation
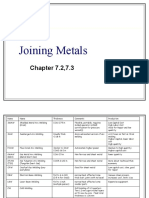
- Joining Metals: Chapter 7.2,7.3Document38 pagesJoining Metals: Chapter 7.2,7.3thankz4venomPas encore d'évaluation
- L6 - Joining ProcessesDocument22 pagesL6 - Joining ProcessesDinesh MahalaPas encore d'évaluation
- Welding Processes.: Brazing and SolderingDocument12 pagesWelding Processes.: Brazing and SolderingYagnesh PatelPas encore d'évaluation
- Ts590 980 Mpa Grade Low-Carbon Equivalent Type Galvannealed Sheet Steels With Superior Spot-WeldabilityDocument8 pagesTs590 980 Mpa Grade Low-Carbon Equivalent Type Galvannealed Sheet Steels With Superior Spot-WeldabilityAbdullah PalPas encore d'évaluation
- Welding ProcessDocument9 pagesWelding ProcessrajuPas encore d'évaluation
- Clad RestorationDocument48 pagesClad RestorationsalunkheclPas encore d'évaluation
- Welding: Welding Types, Definitions, Use & LimitationsDocument27 pagesWelding: Welding Types, Definitions, Use & LimitationsAnonymous w6TIxI0G8lPas encore d'évaluation
- 1 Manual Metal Arc/Shielded Metal Arc Welding: (Mma/Smaw)Document1 page1 Manual Metal Arc/Shielded Metal Arc Welding: (Mma/Smaw)Dipesh PatelPas encore d'évaluation
- Butt Weld PDFDocument2 pagesButt Weld PDFmukim0201004Pas encore d'évaluation
- Lattice Truss ConfigrationDocument12 pagesLattice Truss ConfigrationALFA ENGINEERINGPas encore d'évaluation
- Applications and Benefits of Adaptive Pulsed GMAWDocument140 pagesApplications and Benefits of Adaptive Pulsed GMAWroostercockburnPas encore d'évaluation
- Welding & Joining ProcessesDocument29 pagesWelding & Joining ProcessesKunal BorkarPas encore d'évaluation
- Maa for PreparationDocument84 pagesMaa for PreparationNabin MukherjeePas encore d'évaluation
- Pocket Welding Guide PDFDocument186 pagesPocket Welding Guide PDFJairo Contreras100% (2)
- Solliid WiireDocument6 pagesSolliid WiireVõĐìnhKhaPas encore d'évaluation
- Cladding Clad RestorationDocument41 pagesCladding Clad RestorationBaveenaDinesh100% (2)
- List of Welding Processes - Wikipedia, The Free EncyclopediaDocument6 pagesList of Welding Processes - Wikipedia, The Free EncyclopediasumitPas encore d'évaluation
- WELDING PresentationDocument25 pagesWELDING PresentationSuresha Bhoja NaikPas encore d'évaluation
- Welding Course NPTELDocument39 pagesWelding Course NPTELAbhijeetSethi0% (1)
- Welding ProcessDocument112 pagesWelding ProcessaadmaadmPas encore d'évaluation
- Aluminum Welding GuideDocument8 pagesAluminum Welding Guideharish3742Pas encore d'évaluation
- Welding ShopDocument19 pagesWelding ShopShaheer SuhaibPas encore d'évaluation
- Hard Surface Overlay Welding Crack E - Weldone-Letter - FEBRUARY-2017 - Ver - 1Document1 pageHard Surface Overlay Welding Crack E - Weldone-Letter - FEBRUARY-2017 - Ver - 1convmech enggPas encore d'évaluation
- New Microsoft Office Word DocumentDocument16 pagesNew Microsoft Office Word DocumentsarathPas encore d'évaluation
- 1a Arc Weld ProcessesDocument45 pages1a Arc Weld ProcessesskgcPas encore d'évaluation
- UT-Bai 5-Han Va KTDocument43 pagesUT-Bai 5-Han Va KTWill SmithPas encore d'évaluation
- StrainGaugeGAUGE APPLICATIONSDocument2 pagesStrainGaugeGAUGE APPLICATIONSclonzzPas encore d'évaluation
- Stainless Steel Welding: A Subramanian/Lecturer/AWTI/ICFDocument62 pagesStainless Steel Welding: A Subramanian/Lecturer/AWTI/ICFaravindanPas encore d'évaluation
- WeldingDocument71 pagesWeldingg4gohar100% (2)
- Sheet Metal Welding-Tips PDFDocument5 pagesSheet Metal Welding-Tips PDFMphilipTPas encore d'évaluation
- Welding TrainingDocument87 pagesWelding Trainingeswar100% (1)
- MC-97 For SS Welding GC-08Document20 pagesMC-97 For SS Welding GC-08kr_abhijeet72356587Pas encore d'évaluation
- Unbrako Technical BrochureDocument24 pagesUnbrako Technical BrochureAmirul ShamPas encore d'évaluation
- Joining Methods and ERW Spot Welding ProcessDocument92 pagesJoining Methods and ERW Spot Welding ProcessHimanshu MishraPas encore d'évaluation
- Resistance Spot Welding of Martensitic Stainless Steel (Ss420) - Part IDocument12 pagesResistance Spot Welding of Martensitic Stainless Steel (Ss420) - Part IJoel BrasilBorgesPas encore d'évaluation
- Mechanical Characteristic of Austenitic Stainless Steel 316LN Weldment at Cryogenic TemperatureDocument4 pagesMechanical Characteristic of Austenitic Stainless Steel 316LN Weldment at Cryogenic TemperatureRobin GuPas encore d'évaluation
- 2 Terms and DefinitionsDocument19 pages2 Terms and DefinitionsSamerPas encore d'évaluation
- GMAW Welding - 1Document48 pagesGMAW Welding - 1jswldeepPas encore d'évaluation
- Flux Cored Wire (FCW) : Typical Chemical Composition of All-Weld Metal (WT%) Product FeaturesDocument1 pageFlux Cored Wire (FCW) : Typical Chemical Composition of All-Weld Metal (WT%) Product FeaturesbudakgemukPas encore d'évaluation
- Welding Methods Guide: Processes, Joints & StandardsDocument52 pagesWelding Methods Guide: Processes, Joints & StandardscyPas encore d'évaluation
- List of Welding Processes: Name N AWS Characteristics ApplicationsDocument5 pagesList of Welding Processes: Name N AWS Characteristics ApplicationsCalcgen Engineering0% (1)
- Essential Guide to Welding Processes, Inspection & StandardsDocument52 pagesEssential Guide to Welding Processes, Inspection & StandardsKaung Htet Cho100% (1)
- Electronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionD'EverandElectronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionPas encore d'évaluation
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantD'EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Magnetic Particle Test ProcedureDocument15 pagesMagnetic Particle Test ProcedureSANUPas encore d'évaluation
- Tax Invoice - 13 - 11 - 10 - 19Document1 pageTax Invoice - 13 - 11 - 10 - 19SANUPas encore d'évaluation
- Pipe GrooveDocument1 pagePipe GrooveSANUPas encore d'évaluation
- Tax Invoice - 8 - 15 - 10 - 19Document1 pageTax Invoice - 8 - 15 - 10 - 19SANUPas encore d'évaluation
- Vyapar Print03 10 2019 19 04 58Document1 pageVyapar Print03 10 2019 19 04 58SANUPas encore d'évaluation
- Vyapar Print03 10 2019 19 03 53Document1 pageVyapar Print03 10 2019 19 03 53SANUPas encore d'évaluation
- Vyapar Print04 10 2019 18 18 24Document1 pageVyapar Print04 10 2019 18 18 24SANUPas encore d'évaluation
- Tax Invoice - 8 - 15 - 10 - 19Document1 pageTax Invoice - 8 - 15 - 10 - 19SANUPas encore d'évaluation
- Vyapar Print03 10 2019 19 04 58Document1 pageVyapar Print03 10 2019 19 04 58SANUPas encore d'évaluation
- Tax Invoice - 8 - 15 - 10 - 19Document1 pageTax Invoice - 8 - 15 - 10 - 19SANUPas encore d'évaluation
- Tax Invoice - 1 - 03 - 10 - 19Document1 pageTax Invoice - 1 - 03 - 10 - 19SANUPas encore d'évaluation
- Tax Invoice: Teamgalaxy MarketingDocument2 pagesTax Invoice: Teamgalaxy MarketingSANUPas encore d'évaluation
- Tax Invoice - 8 - 15 - 10 - 19Document1 pageTax Invoice - 8 - 15 - 10 - 19SANUPas encore d'évaluation
- Tax Invoice: Teamgalaxy MarketingDocument2 pagesTax Invoice: Teamgalaxy MarketingSANUPas encore d'évaluation
- Vyapar Print04 10 2019 18 18 24Document1 pageVyapar Print04 10 2019 18 18 24SANUPas encore d'évaluation
- GG Commission Payment Receipt 20200919104917Document1 pageGG Commission Payment Receipt 20200919104917SANUPas encore d'évaluation
- Vyapar Print03 10 2019 19 03 53Document1 pageVyapar Print03 10 2019 19 03 53SANUPas encore d'évaluation
- Valyasala, Chalai Post, Near Kavil Devi Temple Trivandrum, Thiruvananthapuram, Kerala, 695036Document2 pagesValyasala, Chalai Post, Near Kavil Devi Temple Trivandrum, Thiruvananthapuram, Kerala, 695036SANUPas encore d'évaluation
- GG Commission Payment Receipt 20200919104917Document1 pageGG Commission Payment Receipt 20200919104917SANUPas encore d'évaluation
- Valyasala, Chalai Post, Near Kavil Devi Temple Trivandrum, Thiruvananthapuram, Kerala, 695036Document2 pagesValyasala, Chalai Post, Near Kavil Devi Temple Trivandrum, Thiruvananthapuram, Kerala, 695036SANUPas encore d'évaluation
- GG Commission Payment Receipt 20200919104917Document1 pageGG Commission Payment Receipt 20200919104917SANUPas encore d'évaluation
- Agricultural Training PDFDocument18 pagesAgricultural Training PDFSANUPas encore d'évaluation
- GG Commission Payment Receipt 20200919104917Document1 pageGG Commission Payment Receipt 20200919104917SANUPas encore d'évaluation
- GG Commission Payment Receipt 20200919104917Document1 pageGG Commission Payment Receipt 20200919104917SANUPas encore d'évaluation
- GG Commission Payment Receipt 20200919104917Document1 pageGG Commission Payment Receipt 20200919104917SANUPas encore d'évaluation
- GG Commission Payment Receipt 20200919104917Document1 pageGG Commission Payment Receipt 20200919104917SANUPas encore d'évaluation
- GG Commission Payment Receipt 20200919104917Document1 pageGG Commission Payment Receipt 20200919104917SANUPas encore d'évaluation
- GG Commission Payment Receipt 20200919104917Document1 pageGG Commission Payment Receipt 20200919104917SANUPas encore d'évaluation
- How To Instantly Conquer SnoringDocument11 pagesHow To Instantly Conquer SnoringSANUPas encore d'évaluation
- Assam tea e-shop welcomes youDocument19 pagesAssam tea e-shop welcomes youSANUPas encore d'évaluation
- Thermal Expansion in Solids and Liquids: (Item No.: P2310100)Document8 pagesThermal Expansion in Solids and Liquids: (Item No.: P2310100)Shera IeraPas encore d'évaluation
- Beam Express Pro TutorialDocument596 pagesBeam Express Pro Tutorialvrajan1988Pas encore d'évaluation
- Coefficient of Friction Equation and Table ChartDocument11 pagesCoefficient of Friction Equation and Table ChartBobPas encore d'évaluation
- FiltrationDocument7 pagesFiltrationKers CelestialPas encore d'évaluation
- Marine Consultant Analysis of Planing Hull PerformanceDocument6 pagesMarine Consultant Analysis of Planing Hull PerformanceNadia Quayyum100% (1)
- Sea Level: Ashrae Psychrometric Chart No.3Document1 pageSea Level: Ashrae Psychrometric Chart No.3Tran KieuPas encore d'évaluation
- Non-linear solubility-temperature plots and their pharmaceutical interpretationDocument14 pagesNon-linear solubility-temperature plots and their pharmaceutical interpretationZaira CardenasPas encore d'évaluation
- Preparation and standardization of sulphuric acid solutionsDocument1 pagePreparation and standardization of sulphuric acid solutionsswapon kumar shillPas encore d'évaluation
- 2021 Farmasi Fisika Pertemuan 4 (Larutan Isotonis)Document33 pages2021 Farmasi Fisika Pertemuan 4 (Larutan Isotonis)Muhammad AminPas encore d'évaluation
- Klübersynth HBE 94-401: Synthetic Heavy-Duty Grease For Long-Term LubricationDocument4 pagesKlübersynth HBE 94-401: Synthetic Heavy-Duty Grease For Long-Term LubricationErico Haryanto LumbanrajaPas encore d'évaluation
- Barrel Design of BorawasDocument23 pagesBarrel Design of BorawasSunita ChaurasiaPas encore d'évaluation
- KOM - Unit 1 (Class Notes)Document33 pagesKOM - Unit 1 (Class Notes)a c s KumarPas encore d'évaluation
- PE Pipe Design and Engineering Guide (Polypipe)Document78 pagesPE Pipe Design and Engineering Guide (Polypipe)1zorro1100% (1)
- Subcooling Superheating and Liquid Suction Heat ExchangerDocument4 pagesSubcooling Superheating and Liquid Suction Heat ExchangerDeniell Joyce MarquezPas encore d'évaluation
- Natural Ventilation Explained in MinesDocument16 pagesNatural Ventilation Explained in Minesalwcastillo100% (2)
- Elements of Earthquake SeismologyDocument8 pagesElements of Earthquake SeismologylevyaiiPas encore d'évaluation
- Chapter Ten Lecture Ten Thermodynamics: TemperatureDocument16 pagesChapter Ten Lecture Ten Thermodynamics: TemperatureTony AtefPas encore d'évaluation
- Wet CompressionDocument6 pagesWet CompressionjdelosriosPas encore d'évaluation
- Sheet Pile 1Document13 pagesSheet Pile 1belacewPas encore d'évaluation
- In Situ Study Improvement Soft Ground Using Stone Columnfor Railway EmbankmentDocument17 pagesIn Situ Study Improvement Soft Ground Using Stone Columnfor Railway EmbankmentDeepak avinashPas encore d'évaluation
- WELDINGDocument94 pagesWELDINGharshaPas encore d'évaluation
- PlateHangingList NA NADocument3 pagesPlateHangingList NA NAHaris Fadillah AlhudaPas encore d'évaluation
- F 2013 - 00 - RjiwmtmtmdaDocument9 pagesF 2013 - 00 - RjiwmtmtmdaAndres Camilo BenitezPas encore d'évaluation
- Icephobic Strategies and Materials With Superwettability: Design Principles and MechanismDocument61 pagesIcephobic Strategies and Materials With Superwettability: Design Principles and MechanismAnonymous ahNUZsrQpSPas encore d'évaluation
- Review Article: Aerogels As Promising Thermal Insulating Materials: An OverviewDocument11 pagesReview Article: Aerogels As Promising Thermal Insulating Materials: An OverviewWullidaPas encore d'évaluation
- Chapter-4 First Law of Thermo-Dynamics: - It States That "Document29 pagesChapter-4 First Law of Thermo-Dynamics: - It States That "Çãłl Mê MęlkãPas encore d'évaluation
- Forces and Motion WSDocument5 pagesForces and Motion WSMohammed Aamir YasirPas encore d'évaluation
- The NDT TechnicianDocument12 pagesThe NDT TechnicianAnca ElenaPas encore d'évaluation
- Momentum and its conservation in collisionsDocument5 pagesMomentum and its conservation in collisionslemonitePas encore d'évaluation
- Difference Between A Thin Shell A Thick Shell and A Solid in Finite Element AnalysisDocument4 pagesDifference Between A Thin Shell A Thick Shell and A Solid in Finite Element AnalysisThiha KyawPas encore d'évaluation