Vous aimerez peut-être aussi
- Modelado unidimensional de los motores de dos tiempos de pequeña cilindradaD'EverandModelado unidimensional de los motores de dos tiempos de pequeña cilindradaÉvaluation : 5 sur 5 étoiles5/5 (1)
- Desmontar y Montar La Camisa Del CompresorDocument2 pagesDesmontar y Montar La Camisa Del CompresorJoseth Toledo Martinez100% (1)
- Practica CigueñalDocument25 pagesPractica CigueñalBryan Chuquimarca100% (1)
- Manual de procedimiento para limpieza y armado de block de motor ciclo OttoDocument12 pagesManual de procedimiento para limpieza y armado de block de motor ciclo OttostalinPas encore d'évaluation
- Asentado de MotorDocument4 pagesAsentado de MotorhenryantonioPas encore d'évaluation
- Verificación de Bielas y Cambio de Bujes en El Pie de Biela.Document24 pagesVerificación de Bielas y Cambio de Bujes en El Pie de Biela.Francis Paúl Rosales100% (3)
- Comprobacion - Culatas - Valvulas - Asientos REFERENCIA PDFDocument50 pagesComprobacion - Culatas - Valvulas - Asientos REFERENCIA PDFYeison AlzatePas encore d'évaluation
- Prueba de CompresionDocument15 pagesPrueba de CompresionjosuePas encore d'évaluation
- Asientos de VálvulasDocument5 pagesAsientos de Válvulasdarío_martínez_14100% (3)
- Guia 10 Mecanismo DiferencialDocument7 pagesGuia 10 Mecanismo DiferencialCarlos López100% (1)
- Quitar e Instalar Los Cojinetes de BielaDocument3 pagesQuitar e Instalar Los Cojinetes de BielaeferviPas encore d'évaluation
- Diagnostico Bloque de CilindroDocument9 pagesDiagnostico Bloque de CilindroEdwin Alexis Labrador HernandezPas encore d'évaluation
- Secuencia de Ajuste y Torque en Pernos de La Culata o Cabezal de Cilindros de MotorDocument2 pagesSecuencia de Ajuste y Torque en Pernos de La Culata o Cabezal de Cilindros de MotorFrancisco Colmenares GraterolPas encore d'évaluation
- Bruñido en Los Cilindros de Los MotoresDocument3 pagesBruñido en Los Cilindros de Los MotoresFrank Vini Simbaña100% (1)
- Rectificado MotoresDocument13 pagesRectificado MotoreschipurraPas encore d'évaluation
- Verificaciones Al Conjunto de EmbragueDocument26 pagesVerificaciones Al Conjunto de EmbragueMarĭo Isaac Manrĭquéz LealPas encore d'évaluation
- Procesos de Rectificación de La CulataDocument12 pagesProcesos de Rectificación de La Culatahector ortiz100% (2)
- Vista Isométrica de La Culta y Sus ComponentesDocument5 pagesVista Isométrica de La Culta y Sus ComponentesDeborah Jasmine Saldarriaga CrisantoPas encore d'évaluation
- Medicion y Calculos CulataDocument9 pagesMedicion y Calculos CulataMilton GranjaPas encore d'évaluation
- Mediciones de CilindroDocument8 pagesMediciones de CilindroMarco RazzettiPas encore d'évaluation
- Rectificación de Superficies Planas - Guaman CristianDocument8 pagesRectificación de Superficies Planas - Guaman CristianmPas encore d'évaluation
- Desmontar y Montar El PistónDocument4 pagesDesmontar y Montar El PistónFerran AlfonsoPas encore d'évaluation
- Comprobaciones EmbragueDocument3 pagesComprobaciones EmbragueDagnes Renato33% (3)
- Comprobacion de Conicidad y Ovalamiento Del CiguenalDocument9 pagesComprobacion de Conicidad y Ovalamiento Del CiguenalJhon Rojas79% (14)
- Verificaciones y Mediciones Del Block de MotorDocument5 pagesVerificaciones y Mediciones Del Block de MotorLuis Camaño100% (1)
- Tecnicas de Armado de MotorDocument10 pagesTecnicas de Armado de MotorDavid Rozas75% (4)
- Evaluacion de Biela y CigueñalDocument24 pagesEvaluacion de Biela y CigueñalJhayo Flores Aranzamendi100% (1)
- Reparacion de Motor Mediciones PDFDocument106 pagesReparacion de Motor Mediciones PDFAbril Adams75% (4)
- VÁLVULASDocument8 pagesVÁLVULASjhony_sucasaca100% (1)
- Termostato Desmontar y MoontarDocument3 pagesTermostato Desmontar y MoontarCARLOS BELTRÁNPas encore d'évaluation
- Informe de Enrinado Del Motor Otto 4 TiempoDocument29 pagesInforme de Enrinado Del Motor Otto 4 TiempoIo Soy100% (13)
- Medicion Del BlockDocument4 pagesMedicion Del BlockFrida Mercedes Maccapa Sellerico100% (1)
- Guia 1 DiagnosticoDocument16 pagesGuia 1 DiagnosticoDiego Quiridunbay100% (1)
- Diagnóstico y Fallas Del Sistema CulataDocument8 pagesDiagnóstico y Fallas Del Sistema CulataAnonymous oTal5OPas encore d'évaluation
- Desmontaje Servicio en La CulataDocument18 pagesDesmontaje Servicio en La CulataGustavo CastroPas encore d'évaluation
- Etapas Del Convertidor de ParDocument3 pagesEtapas Del Convertidor de ParJonathan Guañuna100% (1)
- Hoja de práctica de taller de mecánica automotriz para reparar sistema de lubricaciónDocument9 pagesHoja de práctica de taller de mecánica automotriz para reparar sistema de lubricaciónRONNY CASTILLO LLAMOCAPas encore d'évaluation
- El CigueñalDocument21 pagesEl CigueñalHéctor de los Ojos Barroso100% (1)
- Comprobación de pistones, bielas, cigüeñal y bloqueDocument10 pagesComprobación de pistones, bielas, cigüeñal y bloqueAlvaro Lorenzo SanchezPas encore d'évaluation
- Diagrama Sinoptico Desarmado de MotorDocument4 pagesDiagrama Sinoptico Desarmado de MotorJorge Shashte100% (1)
- CONJUNTO Piston Biela Cigueñal Monoblock RectificadoDocument9 pagesCONJUNTO Piston Biela Cigueñal Monoblock RectificadoKevin Alef Enciso Gomes80% (5)
- Desmontaje Del Arbol de LevasDocument6 pagesDesmontaje Del Arbol de LevasVeztalone FreddyMendezPas encore d'évaluation
- Comprobacion Bloque Motor y Tren Alternativo PDFDocument17 pagesComprobacion Bloque Motor y Tren Alternativo PDFcreafff100% (1)
- Diagnostico de Fallas Del Sistema de AlimentacionDocument27 pagesDiagnostico de Fallas Del Sistema de AlimentacionRichi Leonor100% (1)
- Rectificado de CabezotesDocument19 pagesRectificado de CabezotesXavier Hidalgo100% (1)
- Cigueñal - InstalarDocument7 pagesCigueñal - Instalarnano100% (1)
- Foro Temático Reparacion de Motores Mediciones (1) .Document2 pagesForo Temático Reparacion de Motores Mediciones (1) .Rafael GoñasPas encore d'évaluation
- Bruñido en Los Cilindros de Los MotoresDocument4 pagesBruñido en Los Cilindros de Los MotoresDaniel Aguilar89% (9)
- Cabeza de MotorDocument22 pagesCabeza de MotorVictor Daniel Rodriguez MarmolejoPas encore d'évaluation
- CUESTIONARIO de TornoDocument46 pagesCUESTIONARIO de Tornojuan carlos100% (2)
- Operaciones TornoDocument23 pagesOperaciones TornoIvanOvalle30% (1)
- Que Tipos de Trabajos Se Pueden Realizar en Un TornoDocument6 pagesQue Tipos de Trabajos Se Pueden Realizar en Un TornoLuis Peralta59% (17)
- Tarea 6Document3 pagesTarea 6Jose QJPas encore d'évaluation
- Cuestionario de TornoDocument24 pagesCuestionario de TornoManuel Cervantes100% (2)
- Operaciones industriales torneadoDocument26 pagesOperaciones industriales torneadoMarcialCabreraRuiz100% (1)
- Motores de Combustion Presentacion2Document36 pagesMotores de Combustion Presentacion2stalinPas encore d'évaluation
- Arbol de Levas y CigueñalDocument10 pagesArbol de Levas y CigueñalAlessandro DarioPas encore d'évaluation
- RectificadoraDocument6 pagesRectificadoraJhon Sanchez LopezPas encore d'évaluation
- TORNEADODocument12 pagesTORNEADONaygerOrtizSolorzanoPas encore d'évaluation
- Motores InvestigaciónDocument6 pagesMotores InvestigaciónKevin Patricio AsanzaPas encore d'évaluation
- Termo I Investigacion Sustancia Puras FinalDocument10 pagesTermo I Investigacion Sustancia Puras FinalKevin Patricio AsanzaPas encore d'évaluation
- Simulacion Buckk y BoostDocument4 pagesSimulacion Buckk y BoostKevin Patricio AsanzaPas encore d'évaluation
- Analisis de RiesgoDocument8 pagesAnalisis de RiesgoKevin Patricio AsanzaPas encore d'évaluation
- Tesis Equipos 2Document176 pagesTesis Equipos 2Mauricio Suclla VilcaPas encore d'évaluation
- Instructivo Pasantia One LineDocument3 pagesInstructivo Pasantia One LineKevin Patricio AsanzaPas encore d'évaluation
- Ejemplo P-PreprofesionalDocument13 pagesEjemplo P-PreprofesionalKevin Patricio AsanzaPas encore d'évaluation
- Universidad Politécnica SalesianaDocument13 pagesUniversidad Politécnica SalesianaKevin Patricio AsanzaPas encore d'évaluation
- Servo Transmisiones FinalDocument45 pagesServo Transmisiones FinalKevin Patricio Asanza100% (2)
- Examen Final-2020 Asanza Kevin-Torres SteevenDocument12 pagesExamen Final-2020 Asanza Kevin-Torres SteevenKevin Patricio AsanzaPas encore d'évaluation
- Historia Del Control AutomaticoDocument19 pagesHistoria Del Control AutomaticoJorge SinchiPas encore d'évaluation
- Normativa-Internacional EURO Y EPADocument39 pagesNormativa-Internacional EURO Y EPAKevin Patricio Asanza100% (2)
- Universidad Del Azuay: Facultad de Ciencia y TecnologíaDocument171 pagesUniversidad Del Azuay: Facultad de Ciencia y TecnologíaKevin Patricio AsanzaPas encore d'évaluation
- 08 0600 MDocument201 pages08 0600 MJaime Gustavo MolloPas encore d'évaluation
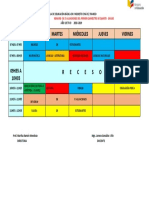
- HORArioDocument1 pageHORArioKevin Patricio AsanzaPas encore d'évaluation
- Arduino Labview Iluminación VehículoDocument5 pagesArduino Labview Iluminación VehículoKevin Patricio AsanzaPas encore d'évaluation
- GGFGFFGGFGGDocument12 pagesGGFGFFGGFGGMarco Antonio Molina MolinaPas encore d'évaluation
- Deber 28062020Document21 pagesDeber 28062020Kevin Patricio AsanzaPas encore d'évaluation
- Resumen Hidraulica y BombasDocument8 pagesResumen Hidraulica y BombasKevin Patricio AsanzaPas encore d'évaluation
- Características de los centros de revisión técnica vehicular (CRTVDocument13 pagesCaracterísticas de los centros de revisión técnica vehicular (CRTVKevin Patricio AsanzaPas encore d'évaluation
- Inen 2266-2013Document159 pagesInen 2266-2013ecucol100% (2)
- Sistema Inyeccion UISDocument20 pagesSistema Inyeccion UISKevin Patricio Asanza100% (1)
- Ensayodeberesgenerales Kevin AsanzaDocument1 pageEnsayodeberesgenerales Kevin AsanzaKevin Patricio AsanzaPas encore d'évaluation
- Características de los centros de revisión técnica vehicular (CRTVDocument13 pagesCaracterísticas de los centros de revisión técnica vehicular (CRTVKevin Patricio AsanzaPas encore d'évaluation
- Preguntas de Gestión Empresarial 2Document1 pagePreguntas de Gestión Empresarial 2Kevin Patricio AsanzaPas encore d'évaluation
- Inyeccion EfectosDocument1 pageInyeccion EfectosKevin Patricio AsanzaPas encore d'évaluation
- Presentacion Electronica Automotriz Sistemas de ComunicacionDocument17 pagesPresentacion Electronica Automotriz Sistemas de ComunicacionKevin Patricio AsanzaPas encore d'évaluation
- El Ser Humano y La Dimensión ÉticaDocument6 pagesEl Ser Humano y La Dimensión ÉticaKevin Patricio AsanzaPas encore d'évaluation
- GraficaDocument1 pageGraficaKevin Patricio AsanzaPas encore d'évaluation
- Ficha Tecnica RespiradoresDocument16 pagesFicha Tecnica RespiradoresRamonaNoviembrePas encore d'évaluation
- Ud5. Instrumental Dental IDocument23 pagesUd5. Instrumental Dental Imar pintosPas encore d'évaluation
- 10FLOCADODocument60 pages10FLOCADONatabi LariosPas encore d'évaluation
- Muestreo y Cuarteo Pavimentos 2°pDocument15 pagesMuestreo y Cuarteo Pavimentos 2°pAliceAngelicPas encore d'évaluation
- Tratamiento de inyecciones de impregnación y fracturación en LondresDocument7 pagesTratamiento de inyecciones de impregnación y fracturación en Londresgasol24Pas encore d'évaluation
- Informe de ConstruccionDocument30 pagesInforme de ConstruccionjosePas encore d'évaluation
- Clase 4 - Valoración Por PrecipitaciónDocument25 pagesClase 4 - Valoración Por PrecipitaciónLinda Gutierrez RiveraPas encore d'évaluation
- Lavavajillas manual de usoDocument48 pagesLavavajillas manual de usopumu34Pas encore d'évaluation
- NC-ISO 6887-1 Preparación Suspenciones y DilucionesDocument10 pagesNC-ISO 6887-1 Preparación Suspenciones y Dilucionestaniamariaguzman_353100% (3)
- Calculo Hidrocarburos Totales Expresados Como MetanoDocument5 pagesCalculo Hidrocarburos Totales Expresados Como MetanoMeredith PinoPas encore d'évaluation
- Acido BaseDocument7 pagesAcido BaseFelipe CamachoPas encore d'évaluation
- Guia 5 Quimica OnceDocument10 pagesGuia 5 Quimica Oncejuan daniel zambranoPas encore d'évaluation
- Especificaciones Tecnicas Alto de AmadosDocument30 pagesEspecificaciones Tecnicas Alto de AmadosRaùl O. Romàn Gutièrrez100% (1)
- Destilación continua de vinos para obtener alcohol etílicoDocument26 pagesDestilación continua de vinos para obtener alcohol etílicolucerocaPas encore d'évaluation
- Ciclones e hidrociclones: separación eficienteDocument27 pagesCiclones e hidrociclones: separación eficienteALAN100% (1)
- Tipos de AceroDocument2 pagesTipos de AceroJesús Hernández NavarroPas encore d'évaluation
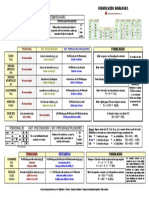
- Formulación inorgánica: comparativa tradicional vs sistemática IUPACDocument1 pageFormulación inorgánica: comparativa tradicional vs sistemática IUPACEdward CullenPas encore d'évaluation
- Compresores YapoDocument6 pagesCompresores YapoLuis MaytaPas encore d'évaluation
- Catalogo Pharma Colombia2021Document32 pagesCatalogo Pharma Colombia2021Jose Eduardo Montiel ArevaloPas encore d'évaluation
- Informe Fico II Equilibrio Quimico2Document10 pagesInforme Fico II Equilibrio Quimico2Lesly MitmaPas encore d'évaluation
- Modulo 68 IPEC II Periodo.Document23 pagesModulo 68 IPEC II Periodo.Fiorella Loaiciga SotoPas encore d'évaluation
- Analisis de Ciclo de VidaDocument11 pagesAnalisis de Ciclo de VidaAmy782296Pas encore d'évaluation
- Informe 7 Alcaloides-Productos Naturales 2019-2 - Ricardo Ubillus RuizDocument28 pagesInforme 7 Alcaloides-Productos Naturales 2019-2 - Ricardo Ubillus Ruizmonicarossalind100% (1)
- PlanibondAE TDS SPDocument4 pagesPlanibondAE TDS SPOscar PichardoPas encore d'évaluation
- Pgo LL Iia Explt Cap2 Rev02Document274 pagesPgo LL Iia Explt Cap2 Rev02Mauro NarvaezPas encore d'évaluation
- Proceso de InvasionDocument11 pagesProceso de InvasionJairo MonzonPas encore d'évaluation
- Continuidad Caudal MasicoDocument8 pagesContinuidad Caudal MasicoEric Hernandez GarciaPas encore d'évaluation
- Sensors-08-02331 en EsDocument82 pagesSensors-08-02331 en EsSilvia MaribelPas encore d'évaluation
- Wilmer Flores Gutierrez-ExposicionDocument10 pagesWilmer Flores Gutierrez-ExposicionMax Blade ErosPas encore d'évaluation
- Tema 11Document5 pagesTema 11LizPas encore d'évaluation