Vous aimerez peut-être aussi
- Ajustes y TolerenciasDocument19 pagesAjustes y TolerenciasJuan Carlos Verdaguer DiegoPas encore d'évaluation
- Tolerancias DimensionalesDocument39 pagesTolerancias DimensionalesPedro Martínez Do ReisPas encore d'évaluation
- Proceso SmawDocument14 pagesProceso SmawDiegoEspinPas encore d'évaluation
- Limpieza y Tratamiento de SuperficiesDocument9 pagesLimpieza y Tratamiento de SuperficiesIsrael MendozaPas encore d'évaluation
- Tolerancias y AjusteDocument30 pagesTolerancias y AjusteRODOLFO DANIEL CRUZ CABRERAPas encore d'évaluation
- Procesos de Manufactura GeneralDocument293 pagesProcesos de Manufactura GeneraluriloweskiPas encore d'évaluation
- Dibujo IndustrialDocument45 pagesDibujo IndustrialNena de Lloret100% (1)
- Bloques PatrónDocument5 pagesBloques PatrónChristian OrtizPas encore d'évaluation
- Mármol de Comprobación y EscuadrasDocument1 pageMármol de Comprobación y Escuadraseddi0403100% (1)
- Procesos de Manufactura IDocument42 pagesProcesos de Manufactura IAlexander Anthony Rios CastilloPas encore d'évaluation
- Principios Basicos de MetalurgiaDocument12 pagesPrincipios Basicos de Metalurgiaroberto vioesPas encore d'évaluation
- Norma GD&TDocument17 pagesNorma GD&TSalvador100% (2)
- Tolerancias GeometricasDocument40 pagesTolerancias GeometricasMina Felipe100% (1)
- Ensayo Metrología Dimensional: Generalidades, Dimensiones Y Tolerancias Geométricas, Definiciones, Sistemas Isc de Tolerancias, Calculo de Ajustes Y ToleranciasDocument7 pagesEnsayo Metrología Dimensional: Generalidades, Dimensiones Y Tolerancias Geométricas, Definiciones, Sistemas Isc de Tolerancias, Calculo de Ajustes Y ToleranciasRosy Aguilar100% (1)
- AaaaaaDocument39 pagesAaaaaaANGIE PAOLA SALGADO GAVIRIAPas encore d'évaluation
- Ajuste MecánicoDocument6 pagesAjuste MecánicoAntonio AlvearPas encore d'évaluation
- Procesos UnitariosDocument9 pagesProcesos UnitariosJuan SalasPas encore d'évaluation
- Metodologia de Diseno para TroquelesDocument12 pagesMetodologia de Diseno para TroquelesMAURICIO FERNANDOPas encore d'évaluation
- Herramientas Y Parámetros de Corte en CNCDocument21 pagesHerramientas Y Parámetros de Corte en CNCAlberto Hai RePas encore d'évaluation
- Cuestionario Cap 12 - 13 - 14Document7 pagesCuestionario Cap 12 - 13 - 14zet wonPas encore d'évaluation
- GD & TDocument47 pagesGD & TAlfredo Ramon Maya RojasPas encore d'évaluation
- Procesos de ManufacturaDocument19 pagesProcesos de ManufacturaAlan Garza100% (1)
- Acabado Superficial Dibujo MecánicoDocument13 pagesAcabado Superficial Dibujo MecánicoEsmelimar Perdomo100% (1)
- Dibujo TécnicoDocument69 pagesDibujo TécnicoJaime Molina100% (1)
- Elementos DimencionalesDocument10 pagesElementos DimencionalesNoyo OcbPas encore d'évaluation
- Calibrador de Altura VernierDocument14 pagesCalibrador de Altura VernierEduardo100% (6)
- Herramientas de Corte TornoDocument28 pagesHerramientas de Corte TornoJose RizoPas encore d'évaluation
- All I Need To Know About Manufacturing - William B. Miller & Vicki L. Schenk - Español (Todo Lo Que Necesito Saber Sobre Fabricación)Document23 pagesAll I Need To Know About Manufacturing - William B. Miller & Vicki L. Schenk - Español (Todo Lo Que Necesito Saber Sobre Fabricación)Eduardo Damian Chavarin100% (1)
- Uniones FijasDocument45 pagesUniones FijasDrámeterPas encore d'évaluation
- Ajustes y Tolerancias (Dibujo)Document16 pagesAjustes y Tolerancias (Dibujo)Ivan's Ravize MirandaPas encore d'évaluation
- Comandos SolidWorksDocument5 pagesComandos SolidWorkslolasscribdPas encore d'évaluation
- Informe Norma Din 8085Document13 pagesInforme Norma Din 8085Camilo andres Amaya100% (1)
- Tipos de Vistas de Objetos en Dibujo TécnicoDocument5 pagesTipos de Vistas de Objetos en Dibujo TécnicoХосе ФернандоPas encore d'évaluation
- Tarea 1Document9 pagesTarea 1Johnny LucioPas encore d'évaluation
- Cincelado Estampado y Doblado ManualDocument26 pagesCincelado Estampado y Doblado ManualMaria Fernanda GualaPas encore d'évaluation
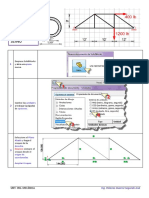
- Armaduras - 2D SolidworksDocument9 pagesArmaduras - 2D Solidworksricardo benitesPas encore d'évaluation
- Mecanizado (Torno)Document51 pagesMecanizado (Torno)Gerardo Barrantes100% (3)
- RectificadoDocument12 pagesRectificadoJhonny MillánPas encore d'évaluation
- Reporte de Practica 7 Medicion de Objetos Pequeños Con El Comparador Óptico Equipo4Document9 pagesReporte de Practica 7 Medicion de Objetos Pequeños Con El Comparador Óptico Equipo4Shamed Angel100% (2)
- Proyecciones OrtogonalesDocument16 pagesProyecciones OrtogonalesGioconda Nuñez83% (6)
- 01 Guía TP FresadoDocument14 pages01 Guía TP FresadoAlejandro AltamiranoPas encore d'évaluation
- Dina, Duro y TorquímetroDocument18 pagesDina, Duro y TorquímetroCésar Troya SherdekPas encore d'évaluation
- Falla Fatiga Uns Mater 2Document32 pagesFalla Fatiga Uns Mater 2César ChúPas encore d'évaluation
- Tipo de Máquinas TaladradorasDocument3 pagesTipo de Máquinas TaladradorasfernandoPas encore d'évaluation
- Clase 1 Perfiles MetalicosDocument44 pagesClase 1 Perfiles MetalicosAlejandroPas encore d'évaluation
- Solución de Ejercicios de Calculo IntegralDocument3 pagesSolución de Ejercicios de Calculo IntegralfredyPas encore d'évaluation
- Tipos de TornillosDocument50 pagesTipos de TornillosVic Cisneros100% (1)
- Nylamid DFDocument6 pagesNylamid DFCarla TajonarPas encore d'évaluation
- Comandos de Programación G para Un Centro de Maquinado CHEVALIERDocument1 pageComandos de Programación G para Un Centro de Maquinado CHEVALIERmarcos yakuvet garciaPas encore d'évaluation
- MicrometroDocument3 pagesMicrometroMihkel VeLóPas encore d'évaluation
- Monografia Diseño Mecanico 2Document41 pagesMonografia Diseño Mecanico 2César Carmona BernillaPas encore d'évaluation
- Laboratorio Afilado de BurilesDocument3 pagesLaboratorio Afilado de BurilesFelipe Castellanos SandovalPas encore d'évaluation
- Trabajo Mecánico en Caliente y en Frío 27Document86 pagesTrabajo Mecánico en Caliente y en Frío 27carlosPas encore d'évaluation
- Manual para El Rectificado-2-55-4-54Document51 pagesManual para El Rectificado-2-55-4-54ALEJANDRO BERNAL SALAMANCAPas encore d'évaluation
- Tutorial Letras Art CamDocument29 pagesTutorial Letras Art Camsantxo1984Pas encore d'évaluation
- Tratamiento Termico Por InducciónDocument5 pagesTratamiento Termico Por InducciónRaybert MartinezPas encore d'évaluation
- Ajustes y ToleranciasDocument50 pagesAjustes y ToleranciasRodolfo Zuñiga RetanaPas encore d'évaluation
- Ajustes y ToleranciasDocument15 pagesAjustes y ToleranciasHenry Ramirez TrujilloPas encore d'évaluation
- Tolerancias y AjustesDocument36 pagesTolerancias y AjustesAlex Luiz Zavala100% (1)
- ToleranciasDocument30 pagesToleranciasIvAn Inti MoralesPas encore d'évaluation
- Diseño de La Parte Móvil Del MoldeDocument14 pagesDiseño de La Parte Móvil Del MoldeAntonio EgoavilPas encore d'évaluation
- Diseñando La Parte Fija Del Molde de InyecciónDocument11 pagesDiseñando La Parte Fija Del Molde de InyecciónAntonio EgoavilPas encore d'évaluation
- La Placa SoporteDocument8 pagesLa Placa SoporteAntonio EgoavilPas encore d'évaluation
- Elaboración de Los Modulos FormativosDocument64 pagesElaboración de Los Modulos FormativosAntonio EgoavilPas encore d'évaluation
- Presentación Ley de Seguridad y Salud en El TrabajoDocument18 pagesPresentación Ley de Seguridad y Salud en El TrabajoAntonio EgoavilPas encore d'évaluation
- Test Del EmprendimientoDocument3 pagesTest Del EmprendimientoAntonio EgoavilPas encore d'évaluation
- Diagrama Escalera Del Conflicto 1Document1 pageDiagrama Escalera Del Conflicto 1Antonio Egoavil0% (1)
- Ficha de Observación s2 t4Document10 pagesFicha de Observación s2 t4Antonio EgoavilPas encore d'évaluation
- Diagnostico AntonioDocument17 pagesDiagnostico AntonioAntonio EgoavilPas encore d'évaluation
- LA EVALUACIÓN COMO MEDICIÓN Exposicion...Document27 pagesLA EVALUACIÓN COMO MEDICIÓN Exposicion...Antonio Egoavil0% (1)
- El Aprendizaje Basado en Problemas (Abp)Document30 pagesEl Aprendizaje Basado en Problemas (Abp)Antonio EgoavilPas encore d'évaluation
- EBM Yacimientos de Gas y Oil ShaleDocument49 pagesEBM Yacimientos de Gas y Oil ShaleBlog PetroleroPas encore d'évaluation
- Principios Básicos de La SimulaciónDocument40 pagesPrincipios Básicos de La Simulaciónfabofja100% (1)
- 1 EntregableDocument38 pages1 Entregablemarlon diaz cullaPas encore d'évaluation
- Guion Del 27 de Septiembre Al 1 de Octubre IsaDocument19 pagesGuion Del 27 de Septiembre Al 1 de Octubre IsaLuis Antonio Sánchez SánchezPas encore d'évaluation
- Teeteto o de La CienciaDocument16 pagesTeeteto o de La CienciaLuis Arrieta Ospino100% (1)
- MCD y MCMDocument3 pagesMCD y MCMapi-295885253Pas encore d'évaluation
- GeometríaDocument1 pageGeometríaresurrectionem6 :3Pas encore d'évaluation
- 4M U02 Evaluacio N SOLDocument16 pages4M U02 Evaluacio N SOLjaro50522Pas encore d'évaluation
- Acm 001Document7 pagesAcm 001chinchay95Pas encore d'évaluation
- Ejercicio 2 de Control BorrosoDocument2 pagesEjercicio 2 de Control BorrosoSimone CantarellaPas encore d'évaluation
- Equipo1 TodoDocument43 pagesEquipo1 TodoYessica MartínezPas encore d'évaluation
- Informe Efecto Hall PDFDocument6 pagesInforme Efecto Hall PDFcdavidqgPas encore d'évaluation
- F3 - Dinamica Circular 2Document4 pagesF3 - Dinamica Circular 2Paul RicaldiPas encore d'évaluation
- Trabajo Matemática Financiera-DescuentoDocument8 pagesTrabajo Matemática Financiera-Descuentoviktor krdonaPas encore d'évaluation
- Práctica 6Document10 pagesPráctica 6Ars Arturo RGPas encore d'évaluation
- Estadistica y ProbabilidadDocument21 pagesEstadistica y ProbabilidadDanitza V. Matias SipePas encore d'évaluation
- Test de Evaluación Resuelto Estadística DescriptivaDocument2 pagesTest de Evaluación Resuelto Estadística DescriptivapilaralcarazpelaezPas encore d'évaluation
- Practicaregresionest 2016Document5 pagesPracticaregresionest 2016maranny100% (1)
- Modelo de Apt - FinanzasDocument6 pagesModelo de Apt - FinanzasNIKOLLEPas encore d'évaluation
- Ftabla de VerdadDocument70 pagesFtabla de VerdadNoniecita Chiquin AguilarPas encore d'évaluation
- ANOVA Por BloquesDocument6 pagesANOVA Por BloquesDiego JuárezPas encore d'évaluation
- Taller Distribución NormalDocument8 pagesTaller Distribución NormalDanna HernándezPas encore d'évaluation
- Informe, Media Mediana y ModaDocument5 pagesInforme, Media Mediana y ModaCulqui Coronado RomanPas encore d'évaluation
- Practica 11Document7 pagesPractica 11Christopher LopezPas encore d'évaluation
- Ejerccios de Aplicacion Del Teoema Del Seno y CosenoDocument2 pagesEjerccios de Aplicacion Del Teoema Del Seno y CosenoJhon Bairo MartinezPas encore d'évaluation
- Numero Sent ErosDocument15 pagesNumero Sent ErosJose Miguel Madero OrpezPas encore d'évaluation
- Calculo Integral 2 SemestreDocument15 pagesCalculo Integral 2 SemestreRicoy AcopaPas encore d'évaluation
- Guia N5 Matema 3p 4 GradoDocument8 pagesGuia N5 Matema 3p 4 GradoYaritza Bonilla YañezPas encore d'évaluation
- 7 Sim Tip Adm UNMSM SSM-solucionarioDocument18 pages7 Sim Tip Adm UNMSM SSM-solucionarioAlexander Joaquin Fasanando Ccati0% (1)
- SR JoseDocument5 pagesSR JoseAlejandro Antonio Lopez GaitanPas encore d'évaluation