Vous aimerez peut-être aussi
- Optimization in Spheroidized Annealing of Two AISI 1022 Low Carbon Steels Used in Bolt IndustryDocument7 pagesOptimization in Spheroidized Annealing of Two AISI 1022 Low Carbon Steels Used in Bolt Industryenrico susantoPas encore d'évaluation
- 71IJMPERDDEC201871Document9 pages71IJMPERDDEC201871TJPRC PublicationsPas encore d'évaluation
- Laser Beam Welding of Quenched and Tempered Astm A 517 GR.B SteelDocument7 pagesLaser Beam Welding of Quenched and Tempered Astm A 517 GR.B SteelbiancogallazziPas encore d'évaluation
- Magnetic NDE Characterization of Tempered 2.25Cr-1Mo SteelDocument19 pagesMagnetic NDE Characterization of Tempered 2.25Cr-1Mo SteelApoorv KrishnaPas encore d'évaluation
- Temper Bead Welding of S460N Steel in Wet Welding ConditionsDocument10 pagesTemper Bead Welding of S460N Steel in Wet Welding ConditionsNickesh ShahPas encore d'évaluation
- AISI 1022-Coil SpherodisationDocument10 pagesAISI 1022-Coil SpherodisationP I GuddimathPas encore d'évaluation
- Influence of Heat Treatment On The Microstructure and Mechanical Properties of 6005 and 6082 Aluminium AlloysDocument4 pagesInfluence of Heat Treatment On The Microstructure and Mechanical Properties of 6005 and 6082 Aluminium AlloysJerry PraweenPas encore d'évaluation
- Microstructure and Mechanical Properties of ASTM A743 CA6NM Steel Welded by FCAW ProcessDocument8 pagesMicrostructure and Mechanical Properties of ASTM A743 CA6NM Steel Welded by FCAW ProcessretrogradesPas encore d'évaluation
- Effect of Vanadium On The Mechanical and Service Properties of Weldable Reinforcement Steels in Strength Classes A500C and A600CDocument7 pagesEffect of Vanadium On The Mechanical and Service Properties of Weldable Reinforcement Steels in Strength Classes A500C and A600CJihane EL HAMZAOUIPas encore d'évaluation
- Development of Consumables For Nuclear Power Grade Steel Castings.Document11 pagesDevelopment of Consumables For Nuclear Power Grade Steel Castings.DNH RND - VijaykumarPas encore d'évaluation
- Dr. T K Pal - Joining of Dissimilar Materials - Some Practical AspectDocument27 pagesDr. T K Pal - Joining of Dissimilar Materials - Some Practical AspectathulpcucekPas encore d'évaluation
- Op Tim IzationDocument16 pagesOp Tim Izationfroylan sanchez hernandezPas encore d'évaluation
- 1 Some Aspects of Metallurgical Assessment of Boiler Tubes-Basic Principles and Case StudiesDocument10 pages1 Some Aspects of Metallurgical Assessment of Boiler Tubes-Basic Principles and Case Studiesวิลาสินี ดิฐกมลPas encore d'évaluation
- Improvement of Surface Quality of Continuously Cast Steel Control PDFDocument130 pagesImprovement of Surface Quality of Continuously Cast Steel Control PDFChrist ChristiPas encore d'évaluation
- Properties and Welding Procedure For Grade 91 Alloy Steel: Siddharth Pant and Swati BhardwajDocument6 pagesProperties and Welding Procedure For Grade 91 Alloy Steel: Siddharth Pant and Swati BhardwajArvind ShuklaPas encore d'évaluation
- Materials Science and Technology 11 (1995) 1046-1051Document19 pagesMaterials Science and Technology 11 (1995) 1046-1051iqbal haiderPas encore d'évaluation
- IJETR041265Document6 pagesIJETR041265erpublicationPas encore d'évaluation
- Cold Cracking in Weldments of Steel S 690 QTDocument10 pagesCold Cracking in Weldments of Steel S 690 QTNormix FlowersPas encore d'évaluation
- CMA-106H PF-500/US-521H Tgs-2Cmh: Technical ReportDocument5 pagesCMA-106H PF-500/US-521H Tgs-2Cmh: Technical ReportAshishPas encore d'évaluation
- DataDocument39 pagesDataJunghoon LeePas encore d'évaluation
- Analysis of Microstructure in Soft Zone and Precipitation Zone of Dissimilar Cr-Mo Steels WeldmentDocument8 pagesAnalysis of Microstructure in Soft Zone and Precipitation Zone of Dissimilar Cr-Mo Steels WeldmentMahsaPas encore d'évaluation
- Optimization of Mechanical Properties of High-CarbonDocument14 pagesOptimization of Mechanical Properties of High-Carbonceyhun kilicPas encore d'évaluation
- Plasma Arc Welding of High Strength 0.3 % C-Crmov (Esr) SteelDocument6 pagesPlasma Arc Welding of High Strength 0.3 % C-Crmov (Esr) Steelagilan89Pas encore d'évaluation
- Duplex Stainless Steel WeldingDocument25 pagesDuplex Stainless Steel WeldingcfcshakerPas encore d'évaluation
- Effect of Tempering Temperature and Time On StrengDocument11 pagesEffect of Tempering Temperature and Time On StrengMauri RangelPas encore d'évaluation
- Toughness AnalysisDocument7 pagesToughness AnalysisMahesh Kumar BandariPas encore d'évaluation
- 508 2293 5 PB PDFDocument9 pages508 2293 5 PB PDFarjun prajapatiPas encore d'évaluation
- Characterization of Pulsed MIG Welded Modified P91 SteelDocument42 pagesCharacterization of Pulsed MIG Welded Modified P91 SteelSanthosh ManoharanPas encore d'évaluation
- Product Data Sheet: Afrox 7018-1Document2 pagesProduct Data Sheet: Afrox 7018-1Gervasio AndradePas encore d'évaluation
- Analysis On The Cause of Longitudinal Crack On The Hot-Rolled Ribbed Bar SurfaceDocument5 pagesAnalysis On The Cause of Longitudinal Crack On The Hot-Rolled Ribbed Bar SurfaceTanjidul IslamPas encore d'évaluation
- Corrosion Science: Qianlin Wu, Zhonghua Zhang, Xiaoming Dong, Jianqiang YangDocument9 pagesCorrosion Science: Qianlin Wu, Zhonghua Zhang, Xiaoming Dong, Jianqiang YangMiguel SolisPas encore d'évaluation
- Sliding Wear of Cast Zinc-Based Alloy Bearings UndDocument12 pagesSliding Wear of Cast Zinc-Based Alloy Bearings Undsafat parPas encore d'évaluation
- Improvement in Mechanical Properties of Standard 1Document8 pagesImprovement in Mechanical Properties of Standard 1Karthik RaoPas encore d'évaluation
- Microstructural Parameter Controlling Weld Metal Cold CrackingDocument4 pagesMicrostructural Parameter Controlling Weld Metal Cold CrackingSadhasivam VeluPas encore d'évaluation
- Creep and Creep-Rupture Behaviour Bainitic 2 1/4 Cr-1 Mo SteelDocument21 pagesCreep and Creep-Rupture Behaviour Bainitic 2 1/4 Cr-1 Mo SteelStephen JonesPas encore d'évaluation
- WeldingDocument1 pageWeldingNPas encore d'évaluation
- Welding of Hydrogen-Charged Steel For Modification or RepairDocument9 pagesWelding of Hydrogen-Charged Steel For Modification or Repairramadoss_alwar7307Pas encore d'évaluation
- Welding Studies On WB36 For Feed Water PipingDocument17 pagesWelding Studies On WB36 For Feed Water PipingAnonymous gr5Pr9AVPas encore d'évaluation
- Advance Vanadium Modified Steels For High Pressure Hydrogen ReactorsDocument7 pagesAdvance Vanadium Modified Steels For High Pressure Hydrogen ReactorsMatthieuPas encore d'évaluation
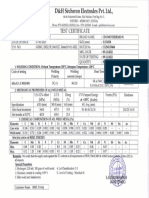
- S6cheron Electrodes PVT.: CertificateDocument1 pageS6cheron Electrodes PVT.: CertificateMetal EraPas encore d'évaluation
- Effects of Heat Striaghening in Structural SteelDocument12 pagesEffects of Heat Striaghening in Structural SteelAnish XmenPas encore d'évaluation
- Jurnal SMAW PDFDocument9 pagesJurnal SMAW PDFMuhammad Zuhdi SyihabPas encore d'évaluation
- Welding Procedures Specification For Flux Cored Arc Welding of Wind TowersDocument10 pagesWelding Procedures Specification For Flux Cored Arc Welding of Wind TowersMuhammad Nursalam ZulkifliPas encore d'évaluation
- Effect of Multi-Pass SMAW Welding On The Surface HDocument7 pagesEffect of Multi-Pass SMAW Welding On The Surface HYousab CreatorPas encore d'évaluation
- Rezaeiashtiani 2015Document13 pagesRezaeiashtiani 2015moonstarPas encore d'évaluation
- Metallurgical and Micostructural Effect On CVN Impact Toughness in 2,25Cr1Mo Weld MetalDocument16 pagesMetallurgical and Micostructural Effect On CVN Impact Toughness in 2,25Cr1Mo Weld MetalMubeenPas encore d'évaluation
- Design Calculation Report-Steel ChimneyDocument15 pagesDesign Calculation Report-Steel ChimneyUJJWAL SUTHAR100% (2)
- TGN-PE-01 Hardness Testing of Welds PDFDocument6 pagesTGN-PE-01 Hardness Testing of Welds PDFTeoTyJayPas encore d'évaluation
- f6nm PDFDocument5 pagesf6nm PDFasprclms durgapur100% (1)
- Welding TrainingDocument87 pagesWelding Trainingeswar100% (1)
- Ijret20150403006 PDFDocument5 pagesIjret20150403006 PDFPatricio G. ArrienPas encore d'évaluation
- CREEP DEFORMATION RUPTURE STRENGTH AND RUPTURE DUCTILITY OF GRADES T-P92 STEELS-kimuraDocument9 pagesCREEP DEFORMATION RUPTURE STRENGTH AND RUPTURE DUCTILITY OF GRADES T-P92 STEELS-kimuraAntonioPas encore d'évaluation
- Control of Cracks in 9Cr-1Mov (P91) Material: Jacob Mathew and Sanu NakulanDocument8 pagesControl of Cracks in 9Cr-1Mov (P91) Material: Jacob Mathew and Sanu NakulanSadhasivam VeluPas encore d'évaluation
- A. Refaee PaperDocument10 pagesA. Refaee PaperAhmed El-SaiedPas encore d'évaluation
- Specification Sheet: Alloy 400/400AR: (UNS N04400) / W.Nr. 2.4360 and 2.4361Document2 pagesSpecification Sheet: Alloy 400/400AR: (UNS N04400) / W.Nr. 2.4360 and 2.4361iqbal haiderPas encore d'évaluation
- Ductile Cast Iron 350 4 Using SMAWDocument14 pagesDuctile Cast Iron 350 4 Using SMAWIJRASETPublicationsPas encore d'évaluation
- Is 1852 PDFDocument10 pagesIs 1852 PDFSIVAPas encore d'évaluation
- Pipeline and Energy Plant Piping: Design and TechnologyD'EverandPipeline and Energy Plant Piping: Design and TechnologyÉvaluation : 5 sur 5 étoiles5/5 (2)
- Seminar Report ON " Bendable Concrete"Document30 pagesSeminar Report ON " Bendable Concrete"Nagesh Chitari83% (6)
- Hall - Petch Effect Carlton 2007Document8 pagesHall - Petch Effect Carlton 2007Jorge MatarPas encore d'évaluation
- SILVER STAR PLUS - 31 Dec 2014 PDFDocument3 pagesSILVER STAR PLUS - 31 Dec 2014 PDFparashuramPas encore d'évaluation
- Re Cource Guide 2018Document44 pagesRe Cource Guide 2018Maria PopaPas encore d'évaluation
- KAT0130-0004-E Cables For Reeling SystemsDocument76 pagesKAT0130-0004-E Cables For Reeling SystemsATULPas encore d'évaluation
- TDS - Atmer 163Document2 pagesTDS - Atmer 163Aprie SubektiPas encore d'évaluation
- Continuously Reinforced Concrete PavementDocument2 pagesContinuously Reinforced Concrete PavementArnold TunduliPas encore d'évaluation
- Cartec Insulation Kit Catalogue1Document12 pagesCartec Insulation Kit Catalogue1SalmanPas encore d'évaluation
- Toyota Vios 2007Document166 pagesToyota Vios 2007Son DinhPas encore d'évaluation
- Compressive Strength and Water Absorption Rate For Concrete Mixture With Rice Husk Ash As Sand Replacement and Chicken Feathers As ReinforcementDocument75 pagesCompressive Strength and Water Absorption Rate For Concrete Mixture With Rice Husk Ash As Sand Replacement and Chicken Feathers As ReinforcementDeanielle Grace MarananPas encore d'évaluation
- Refractorywallchart V 10Document1 pageRefractorywallchart V 10Aylin PolatPas encore d'évaluation
- Sria Tech Note TN7-2Document1 pageSria Tech Note TN7-2JoPas encore d'évaluation
- Application Instructions - FiberPlusDocument1 pageApplication Instructions - FiberPlusFreddy YorroPas encore d'évaluation
- KTD Ambica Group: PresentsDocument32 pagesKTD Ambica Group: PresentsDigitalEximPas encore d'évaluation
- Construction and Building Materials: D. Rajput, S.S. Bhagade, S.P. Raut, R.V. Ralegaonkar, Sachin A. MandavganeDocument6 pagesConstruction and Building Materials: D. Rajput, S.S. Bhagade, S.P. Raut, R.V. Ralegaonkar, Sachin A. MandavganeCallsmetPas encore d'évaluation
- List of Accessories, Materials and Equipments - PictorialDocument12 pagesList of Accessories, Materials and Equipments - PictorialnasiseidrscribdPas encore d'évaluation
- Smart Color-Changing Textile With High Contrast Based On Single-Sided Conductive FabricDocument7 pagesSmart Color-Changing Textile With High Contrast Based On Single-Sided Conductive FabricAlex FariaPas encore d'évaluation
- ThreeBond 1530b Moisture Curing Elasomeric AdhesiveDocument2 pagesThreeBond 1530b Moisture Curing Elasomeric AdhesiveAnderson MartinsPas encore d'évaluation
- Fracture Mechanics: 1), The Max. Stress Equation Can Be Approximated byDocument20 pagesFracture Mechanics: 1), The Max. Stress Equation Can Be Approximated bykarrar333 ALIYAHIAPas encore d'évaluation
- Calendering ProcessDocument14 pagesCalendering ProcessRony ShielaPas encore d'évaluation
- Conductores Flexibles 2020Document60 pagesConductores Flexibles 2020aldo peñaPas encore d'évaluation
- Norseman AuraDocument16 pagesNorseman Aurabryan.woodford86Pas encore d'évaluation
- Project: Proposed Intake @SBM3 Location: Brgy. Kiwalan, Dalipuga, Iligan City Owner: PilmicoDocument4 pagesProject: Proposed Intake @SBM3 Location: Brgy. Kiwalan, Dalipuga, Iligan City Owner: PilmicoAnonymous 8hx6hKN3Pas encore d'évaluation
- 435.8R-85 Observed Deflections of Reinforced Concrete Slab Systems, and Causes of Large DeflectionsDocument47 pages435.8R-85 Observed Deflections of Reinforced Concrete Slab Systems, and Causes of Large DeflectionsIbrahim MPas encore d'évaluation
- 12 Chemistry Chap-3 DPP-3 PDFDocument4 pages12 Chemistry Chap-3 DPP-3 PDFPurab PatelPas encore d'évaluation
- Membrane Action, Deflections and Cracking of Two-Way Reinforced Concrete SlabsDocument2 pagesMembrane Action, Deflections and Cracking of Two-Way Reinforced Concrete SlabsJakob FiskerPas encore d'évaluation
- Fenwick CatalogueDocument32 pagesFenwick CatalogueTroy BrownPas encore d'évaluation
- 3/8/12 6:53 PM SCP - Rockwood AdditivesDocument2 pages3/8/12 6:53 PM SCP - Rockwood AdditivesRodrigo PierozanPas encore d'évaluation
- Naphthaplast F 707 LDocument2 pagesNaphthaplast F 707 LAnonymous AO4q022cUxPas encore d'évaluation
- Toolroom Selection Chart 7505Document1 pageToolroom Selection Chart 7505tomychalilPas encore d'évaluation