Vous aimerez peut-être aussi
- Six Sigma Polleria La EspadaDocument15 pagesSix Sigma Polleria La EspadaYemis Alva Palacios50% (2)
- Práctica #1Document11 pagesPráctica #1josePas encore d'évaluation
- COCACOLADocument3 pagesCOCACOLAvictor saldañaPas encore d'évaluation
- Ejemplo EjerciciosDocument10 pagesEjemplo EjerciciosPRISCILA HERVIZ JEREZANOPas encore d'évaluation
- Aplicacion de Las 7 Herramientas de La Calidad en PolleriaDocument6 pagesAplicacion de Las 7 Herramientas de La Calidad en Polleriawaking mind0% (1)
- Casos de estudio-MADERERADocument4 pagesCasos de estudio-MADERERALiliana Abdala CantilloPas encore d'évaluation
- Trabajo REINGENIERIADocument16 pagesTrabajo REINGENIERIAGhilmar Cuba SuárezPas encore d'évaluation
- Panaderia PrometeoDocument35 pagesPanaderia PrometeoAbby Mrls MtPas encore d'évaluation
- Caso Practico ...Document7 pagesCaso Practico ...Isabel0% (1)
- Un Equipo Del Departamento de Producción de Una Empresa Decide Analizar Con Mayor Detenimiento El PesoDocument2 pagesUn Equipo Del Departamento de Producción de Una Empresa Decide Analizar Con Mayor Detenimiento El PesoANA LEIDY HERRERA PUERTA100% (1)
- Capitulo 4Document33 pagesCapitulo 4Marco Antonio Dominguez71% (14)
- Desarrollo CASO 2 KRISTENDocument6 pagesDesarrollo CASO 2 KRISTENLuz Miranda AconchaPas encore d'évaluation
- Control de Producción BimboDocument4 pagesControl de Producción BimboMony CastilloPas encore d'évaluation
- Caso 1Document3 pagesCaso 1IBS Soluciones Civiles0% (1)
- Administración de Recursos Materiales: Instituto OXXODocument87 pagesAdministración de Recursos Materiales: Instituto OXXOcynthia carrillo0% (2)
- Filosofia Armand FeigenbaumDocument2 pagesFilosofia Armand FeigenbaumYahirPas encore d'évaluation
- Informe Del Articulo de La Calidad Total en La Empresa ModernaDocument8 pagesInforme Del Articulo de La Calidad Total en La Empresa ModernaSheyla Maria Lindo RamosPas encore d'évaluation
- Presentar 1 Caso de Éxito Nacional o Internacional de Empresa Que Ha Sido Certificada en La Norma de Gestión Que Ustedes Han SeleccionadoDocument7 pagesPresentar 1 Caso de Éxito Nacional o Internacional de Empresa Que Ha Sido Certificada en La Norma de Gestión Que Ustedes Han SeleccionadoDAVID100% (1)
- Panaderia y Pasteleria AlacranesDocument30 pagesPanaderia y Pasteleria AlacranesOscar SilvaPas encore d'évaluation
- 5.1.2 Enfoque Al Cliente 5.2 Politica 5.2.1 Establecimiento de La Politica de La CalidadDocument3 pages5.1.2 Enfoque Al Cliente 5.2 Politica 5.2.1 Establecimiento de La Politica de La CalidadAnaPas encore d'évaluation
- III y IVDocument33 pagesIII y IVJosé RivasPas encore d'évaluation
- Uso SPSS D.atributosDocument1 pageUso SPSS D.atributosJunior LopezPas encore d'évaluation
- Fichas y Flujos PizzeriaDocument46 pagesFichas y Flujos PizzeriaStefany GualotoPas encore d'évaluation
- ACTIVIDADESDocument2 pagesACTIVIDADESFlor De Maria PCPas encore d'évaluation
- Actividad Gestion de CalidadDocument2 pagesActividad Gestion de Calidadangela robayoPas encore d'évaluation
- EMBOTELLADORA AgaDocument11 pagesEMBOTELLADORA AgaAlejandro CamposPas encore d'évaluation
- 07 Capitulo 06 - Muestreo de Aceptacion Por Atributos PDFDocument58 pages07 Capitulo 06 - Muestreo de Aceptacion Por Atributos PDFMartin Rivas MazuelosPas encore d'évaluation
- Caso 3MDocument4 pagesCaso 3MLICITACIONES INGECONSPas encore d'évaluation
- TAREA 3 Pareto 2019Document3 pagesTAREA 3 Pareto 2019kevinPas encore d'évaluation
- BIMBODocument3 pagesBIMBODanielaTorresPas encore d'évaluation
- REINGENIERÍADocument3 pagesREINGENIERÍANadiaAracellyPérezMarroquínPas encore d'évaluation
- Principios de CalidadDocument11 pagesPrincipios de CalidadBerenice ArroligaPas encore d'évaluation
- Matriz de Perfil CompetitivoDocument2 pagesMatriz de Perfil CompetitivoFernanda JaquelinePas encore d'évaluation
- Argumento Seleccion de PersonalDocument1 pageArgumento Seleccion de PersonalDiana Patricia CORTES PACHONPas encore d'évaluation
- Analisis de Coca ColaDocument8 pagesAnalisis de Coca Colajhonny moralesPas encore d'évaluation
- Muda de Productos DefectuososDocument16 pagesMuda de Productos DefectuososKuroi Kanjō NashiPas encore d'évaluation
- Ergonomia ProduccionDocument3 pagesErgonomia ProduccionAna Paula Carriquiry HaysPas encore d'évaluation
- HamburguesaDocument2 pagesHamburguesaAndres GomezPas encore d'évaluation
- Caso de Estudio 1. Primer ParcialDocument7 pagesCaso de Estudio 1. Primer ParcialCharly JimenezPas encore d'évaluation
- Diagrama de Flujo Servicio de CafeteriaDocument5 pagesDiagrama de Flujo Servicio de CafeteriaOsman OsorioPas encore d'évaluation
- Diagrama IshikawaDocument1 pageDiagrama IshikawaJesús LuyoPas encore d'évaluation
- Saga Falabella... Matriz Tablero de ControlDocument12 pagesSaga Falabella... Matriz Tablero de ControlLinda EgusquizaPas encore d'évaluation
- EjercicioCap11 - Hoja de VerificaciónDocument3 pagesEjercicioCap11 - Hoja de VerificaciónJose VelasquezPas encore d'évaluation
- Diagrama Gantt - MRPDocument4 pagesDiagrama Gantt - MRPDIANAZALAPSPas encore d'évaluation
- Caso Administrativo Panaderia DELICIAS DEL SABORDocument6 pagesCaso Administrativo Panaderia DELICIAS DEL SABORrosa orozcovoPas encore d'évaluation
- Mapa de Procesos StarbucksDocument5 pagesMapa de Procesos StarbucksDiego Alejandro Gaviria GarciaPas encore d'évaluation
- Practica 4 Condicional NewDocument2 pagesPractica 4 Condicional NewJosé Edgar Carmona FrancoPas encore d'évaluation
- Universidad Tecnológica de TabascoDocument14 pagesUniversidad Tecnológica de TabascoJose Luis Ramon ZetinaPas encore d'évaluation
- Diagrama-Ishikawa, Proceso Matricula.Document1 pageDiagrama-Ishikawa, Proceso Matricula.Lisbeth CamasccaPas encore d'évaluation
- Casos Control Estadistico de ProcesosDocument3 pagesCasos Control Estadistico de ProcesosCrisley Avalos0% (1)
- Modelo de Las Cinco Fuerzas y Del Diamante de PorterDocument9 pagesModelo de Las Cinco Fuerzas y Del Diamante de PorterOmar de jesus MachucaPas encore d'évaluation
- Sistemas de Gestión de Molitalia - Grupo 2 Introduccion Falta VideoDocument13 pagesSistemas de Gestión de Molitalia - Grupo 2 Introduccion Falta Videoadrian cubillasPas encore d'évaluation
- Informe Eco MeDocument3 pagesInforme Eco MeReynaldo Távara de la CruzPas encore d'évaluation
- Premio DemingDocument2 pagesPremio DemingDiego Slz100% (1)
- Ejemplo de MRPDocument82 pagesEjemplo de MRPFausto PalominoPas encore d'évaluation
- Avance Del Proyecto 1 1Document28 pagesAvance Del Proyecto 1 1irvin cisnerosPas encore d'évaluation
- NM4 EstadisticaDocument1 pageNM4 EstadisticaLucia LorcaPas encore d'évaluation
- Gráficas de ControlDocument23 pagesGráficas de ControlÁngel Francisco Perez GarciaPas encore d'évaluation
- CC - Exemen Parcial 3Document9 pagesCC - Exemen Parcial 3Oswaldo SalinasPas encore d'évaluation
- Tarea 14 HerramientasDocument20 pagesTarea 14 HerramientasKarol OrtegaPas encore d'évaluation
- Reporte HidrometricoDocument3 pagesReporte Hidrometricoanon_125801020Pas encore d'évaluation
- Project ManagementDocument2 pagesProject Managementanon_125801020Pas encore d'évaluation
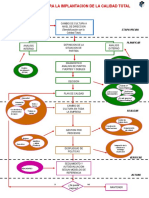
- Implantacion CTDocument1 pageImplantacion CTanon_125801020Pas encore d'évaluation
- DefincalDocument33 pagesDefincalRommel Cm'Pas encore d'évaluation
- Obras UNIDAD IIDocument2 pagesObras UNIDAD IIanon_125801020Pas encore d'évaluation
- Canal Taymi Raca RumiDocument28 pagesCanal Taymi Raca Rumianon_125801020Pas encore d'évaluation
- Final de CaminosDocument12 pagesFinal de Caminosanon_125801020Pas encore d'évaluation
- Plantilla AnalisisDocument1 pagePlantilla Analisisanon_125801020Pas encore d'évaluation
- Plantilla ExcelCivilgeeks para El Diseño de Vigas de Acero Por FlexiónDocument6 pagesPlantilla ExcelCivilgeeks para El Diseño de Vigas de Acero Por FlexiónMarlon OmarPas encore d'évaluation
- Laboratorio FluidosDocument32 pagesLaboratorio Fluidosanon_125801020Pas encore d'évaluation
- Semana 5Document10 pagesSemana 5anon_125801020Pas encore d'évaluation
- HidrologiaDocument22 pagesHidrologiaanon_125801020Pas encore d'évaluation
- Metodo Del Programa Ftool y OnlineDocument5 pagesMetodo Del Programa Ftool y Onlineanon_125801020Pas encore d'évaluation
- HidrologiaDocument16 pagesHidrologiaanon_125801020Pas encore d'évaluation
- Hormigón Armado y PretensadoDocument548 pagesHormigón Armado y PretensadoEdgardo GarciaPas encore d'évaluation
- Alma Cena Mien ToDocument5 pagesAlma Cena Mien Toanon_125801020Pas encore d'évaluation
- 2.metrado de Cargas PUCP-1Document12 pages2.metrado de Cargas PUCP-1anon_125801020Pas encore d'évaluation
- 3.3 Analisis Dinamico Portico 3D 2NDocument24 pages3.3 Analisis Dinamico Portico 3D 2NAndree Jara RodriguezPas encore d'évaluation
- 283407521-Concreto-Armado-II-uncp IMPRIMIRLO ESTA BIEN DETALLADO PDFDocument46 pages283407521-Concreto-Armado-II-uncp IMPRIMIRLO ESTA BIEN DETALLADO PDFanon_125801020Pas encore d'évaluation
- Tesina 2018 - IiDocument26 pagesTesina 2018 - Iianon_125801020Pas encore d'évaluation
- 2.metrado de Cargas PUCP-1 PDFDocument36 pages2.metrado de Cargas PUCP-1 PDFanon_125801020Pas encore d'évaluation
- Concreto Armado II Uncp Imprimirlo Esta Bien DetalladoDocument4 pagesConcreto Armado II Uncp Imprimirlo Esta Bien Detalladoanon_125801020Pas encore d'évaluation
- Anális DinámicoDocument12 pagesAnális Dinámicoanon_125801020Pas encore d'évaluation
- Comandos de AutocadDocument8 pagesComandos de Autocadanon_125801020Pas encore d'évaluation
- Comandos de AutocadDocument8 pagesComandos de Autocadanon_125801020Pas encore d'évaluation
- Formulario Final Concreto ArmadoDocument62 pagesFormulario Final Concreto ArmadoOscar RM100% (1)
- Imágenes Modelado 3DDocument2 pagesImágenes Modelado 3Danon_125801020Pas encore d'évaluation
- Informe Proyecto FinalDocument36 pagesInforme Proyecto Finalanon_125801020Pas encore d'évaluation
- Gestion de La CalidadDocument107 pagesGestion de La CalidadBruno Andres Rodriguez QuispePas encore d'évaluation
- Evaluación de La Producción y Calidad de Cebada Sembrada Sola y Asociada A Especies Forrajeras para La Producción de EnsilajeDocument12 pagesEvaluación de La Producción y Calidad de Cebada Sembrada Sola y Asociada A Especies Forrajeras para La Producción de EnsilajeWillian BTPas encore d'évaluation
- Informe Diagnostico Empresa QuantumDocument51 pagesInforme Diagnostico Empresa QuantumRocio CABRERA NARVAEZPas encore d'évaluation
- Las Universidades Juan Misael Saracho y UPEA Avanzan en Impulsar La InvestigaciónDocument3 pagesLas Universidades Juan Misael Saracho y UPEA Avanzan en Impulsar La InvestigaciónMiguel Angel Zilvetty TorricoPas encore d'évaluation
- LOS URUs RESUMENDocument3 pagesLOS URUs RESUMENKannyMucitaPas encore d'évaluation
- Tipos de Modelo Clima-CultivoDocument15 pagesTipos de Modelo Clima-CultivoDaniel Alonso36% (11)
- Variedad de Maquinarias y DiseñosDocument163 pagesVariedad de Maquinarias y Diseñoszulay berenize muñoz hoyosPas encore d'évaluation
- Vargas Inclan MartinDocument342 pagesVargas Inclan Martinsergiovalenzuela1306Pas encore d'évaluation
- Bioinsumos INIADocument4 pagesBioinsumos INIALina Rodriguez RuizPas encore d'évaluation
- 2023-II Taller No. 3 (Centros)Document11 pages2023-II Taller No. 3 (Centros)Yisel BustosPas encore d'évaluation
- Situación Actual de La Floricultura en El Perú y en La Región ÁncashDocument3 pagesSituación Actual de La Floricultura en El Perú y en La Región ÁncashDario Rios Asto100% (1)
- Historia de ManizalesDocument56 pagesHistoria de ManizalesLeonardo Florez QuinteroPas encore d'évaluation
- Comparación de Definiciones de Grupos Contemporáneos en La Evaluación Genética de Bovinos Suizo EuropeoDocument23 pagesComparación de Definiciones de Grupos Contemporáneos en La Evaluación Genética de Bovinos Suizo EuropeoJazmín Monserrat Carrillo CeballosPas encore d'évaluation
- Estudio Agroeconomico Azulaje Final 23.07.16Document110 pagesEstudio Agroeconomico Azulaje Final 23.07.16Duban Contreras100% (1)
- Alta Densidad de Siembra en Cultivo de Maíz en Riego Por GoteoDocument9 pagesAlta Densidad de Siembra en Cultivo de Maíz en Riego Por GoteoJean GutierrezPas encore d'évaluation
- Yulisa Gascón PosadaDocument8 pagesYulisa Gascón Posadayulisa GasconPas encore d'évaluation
- Proyecto Investigación de MercadosDocument40 pagesProyecto Investigación de MercadosMaria Fernanda Cortez100% (2)
- Practica de Campo-EdafologíaDocument13 pagesPractica de Campo-EdafologíaCRISTIHAM E. SANCHEZ DIAZPas encore d'évaluation
- Determinacion de Dioxido de AzufreDocument2 pagesDeterminacion de Dioxido de AzufreAgrarias UnvesPas encore d'évaluation
- Complejo TecnologicoDocument48 pagesComplejo TecnologicoJeison BurbanoPas encore d'évaluation
- La Constitución de Los AnimalesDocument4 pagesLa Constitución de Los Animalessoportujar738071Pas encore d'évaluation
- Altura de Planta en FloracionDocument2 pagesAltura de Planta en FloracionRocyta Caceres PerezPas encore d'évaluation
- Encuesta para SaberDocument4 pagesEncuesta para SaberMaria MontoyaPas encore d'évaluation
- "Análisis de Rentabilidad Del Cacao (Teobroma Cacao L.) en El Distrito de Rupa Rupa Provincia de Leoncio Prado - HuánucoDocument24 pages"Análisis de Rentabilidad Del Cacao (Teobroma Cacao L.) en El Distrito de Rupa Rupa Provincia de Leoncio Prado - HuánucoHugo Soto PerezPas encore d'évaluation
- Corrección Trabajo de GradoDocument20 pagesCorrección Trabajo de GradoHalinton Ramirez IbarguenPas encore d'évaluation
- Documento Espinaca 501 Final Castillo, Casallas, Meneses, MuñozDocument8 pagesDocumento Espinaca 501 Final Castillo, Casallas, Meneses, MuñozAngela Maria Meneses YaraPas encore d'évaluation
- OvinosDocument9 pagesOvinosgerman gomezPas encore d'évaluation
- Agricultura JaponesaDocument7 pagesAgricultura JaponesaAnattā KArolinaPas encore d'évaluation
- Microorganismos Eficientes Profesora EximarDocument39 pagesMicroorganismos Eficientes Profesora Eximaranyelis tapiaPas encore d'évaluation
- Vulnerabilidad Sismica Viviendas Informales Ciudad TrujilloDocument99 pagesVulnerabilidad Sismica Viviendas Informales Ciudad TrujilloDiego Barezzi0% (1)
- 2018 1 Am m07 1 06 03 Agl072 Motores y Tractores PDFDocument9 pages2018 1 Am m07 1 06 03 Agl072 Motores y Tractores PDFElver Mallqui BedonPas encore d'évaluation