Vous aimerez peut-être aussi
- Alabama NNAAP: Regional Test Sites and Test SchedulesDocument1 pageAlabama NNAAP: Regional Test Sites and Test Schedulesmee youPas encore d'évaluation
- Reinhart Market ReportDocument2 pagesReinhart Market ReportbbaalluuPas encore d'évaluation
- Ambient Air Quality Data Of: Delhi StationsDocument22 pagesAmbient Air Quality Data Of: Delhi StationsAjit AgarkarPas encore d'évaluation
- Balance Works MicroDocument15 pagesBalance Works Microrohit.rk2009262Pas encore d'évaluation
- Kamram Project Nov 2017Document2 pagesKamram Project Nov 2017TariqMahmoodPas encore d'évaluation
- Format Laporan Stock KantorDocument75 pagesFormat Laporan Stock Kantorkanthi_weningPas encore d'évaluation
- Recap SamplesDocument16 pagesRecap SamplesEnnur AyhanPas encore d'évaluation
- Revised Updated Target Inspection - Turn - Over Schedule-10.27.17Document1 pageRevised Updated Target Inspection - Turn - Over Schedule-10.27.17aristeo garzonPas encore d'évaluation
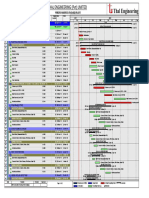
- Thal Engineering (PVT) LmitedDocument2 pagesThal Engineering (PVT) Lmitedaliengineer953Pas encore d'évaluation
- Timeline Internet Marketing 2018: NO Pekerjaan September Oktober 1 2 3 4 5 1 2 3 4 5Document11 pagesTimeline Internet Marketing 2018: NO Pekerjaan September Oktober 1 2 3 4 5 1 2 3 4 5DiindaaPas encore d'évaluation
- SEO-Optimized Title for Weekly Resource Allocation ChartDocument3 pagesSEO-Optimized Title for Weekly Resource Allocation ChartFarisTresnjoPas encore d'évaluation
- State Board of Technical Education and Training Telangana: Results History Marks CardDocument2 pagesState Board of Technical Education and Training Telangana: Results History Marks CardSYED'SPas encore d'évaluation
- GanttDocument2 pagesGanttpselengPas encore d'évaluation
- Roster CutiDocument134 pagesRoster CutidwiPas encore d'évaluation
- MFJO770 / MVCP00096 : VAPOUR RECOVERY UNITY : ACTIVITY SCHEDULEDocument1 pageMFJO770 / MVCP00096 : VAPOUR RECOVERY UNITY : ACTIVITY SCHEDULEAkhtar AnsariPas encore d'évaluation
- Courses in HVAC, Automation and Green Tech with Dates and DurationDocument1 pageCourses in HVAC, Automation and Green Tech with Dates and DurationSayyid Jifri100% (1)
- Mepco Online Bill PDFDocument2 pagesMepco Online Bill PDFABBas Ahmed100% (2)
- Fad Fine De-Snagging Works: DQ Marriott Project Date: 10th Dec'18Document1 pageFad Fine De-Snagging Works: DQ Marriott Project Date: 10th Dec'18Rohit SinghPas encore d'évaluation
- Machinewise Data Nov-18Document4 pagesMachinewise Data Nov-18rajputyogesh879Pas encore d'évaluation
- Data TPSDocument8 pagesData TPSindah yuliPas encore d'évaluation
- MGM ResultDocument42 pagesMGM ResultIT SenengPas encore d'évaluation
- Laporan Mingguan Proyek - Nama Proyek - Perum Peruri - KarawangDocument1 pageLaporan Mingguan Proyek - Nama Proyek - Perum Peruri - KarawangFredika Dwi.UtomoPas encore d'évaluation
- Project Name:-: Extension of Distribution Network (Phase 6) : Package E, GTC 644E/2014 Execution Plan For Wadi Aba SeelaDocument7 pagesProject Name:-: Extension of Distribution Network (Phase 6) : Package E, GTC 644E/2014 Execution Plan For Wadi Aba SeelaAthambawa RameesPas encore d'évaluation
- SLS - Error LogDocument344 pagesSLS - Error LogfslconPas encore d'évaluation
- 120H Hydraulic SchematicDocument2 pages120H Hydraulic SchematicGelipe Nicolás LopezPas encore d'évaluation
- Eurocontrol - Airac DatesDocument2 pagesEurocontrol - Airac DatesColbea AlinPas encore d'évaluation
- Ipo Dam Slope Stabilization Project (Ws-18-Cpf-02) : Revised Distribution Due To Underrun (Variation Order 1)Document2 pagesIpo Dam Slope Stabilization Project (Ws-18-Cpf-02) : Revised Distribution Due To Underrun (Variation Order 1)edla3710Pas encore d'évaluation
- Solar 2018Document1 pageSolar 2018MiteshPas encore d'évaluation
- (Paper Model) (Airplane) (Kampfflieger) Berlin-9Document3 pages(Paper Model) (Airplane) (Kampfflieger) Berlin-9Alessandro BaffaPas encore d'évaluation
- Hamza DRG2 (1816440902)Document4 pagesHamza DRG2 (1816440902)mohan yadavPas encore d'évaluation
- Load Ramp Delivery ScheduleDocument2 pagesLoad Ramp Delivery SchedulehdtPas encore d'évaluation
- 87 - Grafico Inicio e Fim SelecionavelDocument4 pages87 - Grafico Inicio e Fim SelecionavelMarcelo BuchPas encore d'évaluation
- 2018 Hourly and Salaried Payroll ScheduleDocument2 pages2018 Hourly and Salaried Payroll ScheduleMartaPas encore d'évaluation
- Vista FotosDocument2 pagesVista FotosJade123 judePas encore d'évaluation
- Schedule For DamDocument19 pagesSchedule For DamAzul Felawen ImazighenPas encore d'évaluation
- Hammer Select: Parts ManualDocument15 pagesHammer Select: Parts Manualhegang liuPas encore d'évaluation
- Academic Calendar 2018 / 2019: Year-End BreakDocument1 pageAcademic Calendar 2018 / 2019: Year-End BreakAng Swee ChenPas encore d'évaluation
- CVL31Document1 pageCVL31Jok PrasPas encore d'évaluation
- QC Klinik April 2018Document64 pagesQC Klinik April 2018Resty HafizayantyPas encore d'évaluation
- CASA GUADALUPE-ojt2Document158 pagesCASA GUADALUPE-ojt2Glenn CalingasanPas encore d'évaluation
- PemakaianDocument1 pagePemakaianYolla FebriyaniPas encore d'évaluation
- Sis 2.0-3Document2 pagesSis 2.0-3jose antonioPas encore d'évaluation
- 4th & 5th Chap Derivatives KotakDocument27 pages4th & 5th Chap Derivatives KotakRiyaz AliPas encore d'évaluation
- St10/St10Y Tool Changer 12 Station: Sheet 1 of 3Document3 pagesSt10/St10Y Tool Changer 12 Station: Sheet 1 of 3Petrica RotarPas encore d'évaluation
- Internal quality control chart for platelet testingDocument1 pageInternal quality control chart for platelet testingRatnalisa LaboratoriumPas encore d'évaluation
- Ut Loss June 22Document5 pagesUt Loss June 22DhileepPas encore d'évaluation
- CORDIAL - Plate 02 (Two-Storey House)Document9 pagesCORDIAL - Plate 02 (Two-Storey House)Charles Godwin CordialPas encore d'évaluation
- History Payment-PrintDocument1 pageHistory Payment-PrintsamsulPas encore d'évaluation
- Untitled Gantt ProjectDocument4 pagesUntitled Gantt ProjectahmetPas encore d'évaluation
- Baseline Program of WorksDocument1 pageBaseline Program of WorksAnthony NoronhaPas encore d'évaluation
- Schedule 10.15.18Document61 pagesSchedule 10.15.18JOHN KEVINPas encore d'évaluation
- Pages From Dorman Longs - Handbook For Constructional Engineers - 1906-80Document1 pagePages From Dorman Longs - Handbook For Constructional Engineers - 1906-80Fornvald TamasPas encore d'évaluation
- Rec. Date Sub. Date Days Ref Mail Subject CS Required CS Provided Other Info RequiredDocument26 pagesRec. Date Sub. Date Days Ref Mail Subject CS Required CS Provided Other Info RequiredMd Mahmudul HassanPas encore d'évaluation
- Documento de FernandoDocument3 pagesDocumento de FernandoPablo GaitanPas encore d'évaluation
- Fresh Stock Sheet - After StockDocument421 pagesFresh Stock Sheet - After Stocksupplybengal.bentecPas encore d'évaluation
- Hélicoptére - Paper Model - Model Kartonowy - Vasyliev Roman (Kampfflieger) - Avro 671 Rota MK 1 PDFDocument3 pagesHélicoptére - Paper Model - Model Kartonowy - Vasyliev Roman (Kampfflieger) - Avro 671 Rota MK 1 PDFMassiMilianoMonteBelloPas encore d'évaluation
- Emergency Valve PartsDocument1 pageEmergency Valve PartsNico PatawaranPas encore d'évaluation
- Mohd Khalifa Al Jalahma - CercisDocument2 pagesMohd Khalifa Al Jalahma - CercisErwinBasconPas encore d'évaluation
- Procurement ScheduleDocument4 pagesProcurement ScheduleLakshan FonsekaPas encore d'évaluation
- The Power of Scarcity: Leveraging Urgency and Demand to Influence Customer DecisionsD'EverandThe Power of Scarcity: Leveraging Urgency and Demand to Influence Customer DecisionsPas encore d'évaluation
- STR 2023 For PSC Sleeper 100Document48 pagesSTR 2023 For PSC Sleeper 100santro421Pas encore d'évaluation
- PMKVY Guidelines (2016-2020)Document108 pagesPMKVY Guidelines (2016-2020)Vijayeta SinghPas encore d'évaluation
- 3 Day Challenge JournalDocument25 pages3 Day Challenge JournalVijayeta Singh100% (2)
- Bhagavad Gita (Hindi)Document953 pagesBhagavad Gita (Hindi)rajusinghin86% (7)
- 11Document13 pages11Vijayeta SinghPas encore d'évaluation
- Disclosure To Promote The Right To Information: IS 6036 (1987) : Alginate Dental Impression Materials (MHD 8: Dentistry)Document27 pagesDisclosure To Promote The Right To Information: IS 6036 (1987) : Alginate Dental Impression Materials (MHD 8: Dentistry)Vijayeta SinghPas encore d'évaluation
- Worker Details-Tirumangalam: S. No Batch Trainees Name Father Name Mobile No Date of JoiningDocument6 pagesWorker Details-Tirumangalam: S. No Batch Trainees Name Father Name Mobile No Date of JoiningVijayeta SinghPas encore d'évaluation
- Attitude For StudentsDocument26 pagesAttitude For StudentsVijayeta SinghPas encore d'évaluation
- Daily Steam Curing Reports: Rayalseema Concrete Sleepers PVT LTD, Tirumanglam - 1Document78 pagesDaily Steam Curing Reports: Rayalseema Concrete Sleepers PVT LTD, Tirumanglam - 1Vijayeta SinghPas encore d'évaluation
- Form 12BB PDFDocument1 pageForm 12BB PDFbala_thegamePas encore d'évaluation
- Section2 1 PDFDocument14 pagesSection2 1 PDFRavi ShankarPas encore d'évaluation
- Steam Curing Report: Railway Yard, Anara (S.E. Rly), Puruliadist.,WbDocument1 pageSteam Curing Report: Railway Yard, Anara (S.E. Rly), Puruliadist.,WbVijayeta SinghPas encore d'évaluation
- VR Headset QR CodesDocument35 pagesVR Headset QR CodesAbdelsabour Ahmed100% (1)
- Career As A Pharmacist in South AfricaDocument2 pagesCareer As A Pharmacist in South AfricaPaul WasikePas encore d'évaluation
- PM and Presidential Gov'ts Differ Due to Formal Powers and AppointmentDocument3 pagesPM and Presidential Gov'ts Differ Due to Formal Powers and AppointmentNikeyPas encore d'évaluation
- Pulau Besar Island Off Malacca CoastDocument5 pagesPulau Besar Island Off Malacca CoastLucy TyasPas encore d'évaluation
- American Civil War, WikipediaDocument32 pagesAmerican Civil War, WikipediaMariko100% (1)
- Ecovadis Survey Full 3 07 2019Document31 pagesEcovadis Survey Full 3 07 2019ruthvikPas encore d'évaluation
- Speech ExamplesDocument6 pagesSpeech Examplesjayz_mateo9762100% (1)
- Troublesshooting Manual 3b6 PDFDocument50 pagesTroublesshooting Manual 3b6 PDFAgnieszka Wawrzyniak Rybka100% (1)
- Flexi CE in RAS06-NokiaDocument39 pagesFlexi CE in RAS06-NokiaNikan AminiPas encore d'évaluation
- Innovative Uses of Housing Lifting Techniques-JIARMDocument16 pagesInnovative Uses of Housing Lifting Techniques-JIARMPOOJA VPas encore d'évaluation
- Computer Programmer or Software Developer or C++ or Visual BasicDocument6 pagesComputer Programmer or Software Developer or C++ or Visual Basicapi-77734404Pas encore d'évaluation
- Valuing Common and Preferred SharesDocument31 pagesValuing Common and Preferred SharesAdam Mo AliPas encore d'évaluation
- Juno Batistis, Petitioner, V. People of The Philippines, Respondent.Document2 pagesJuno Batistis, Petitioner, V. People of The Philippines, Respondent.Jeff LambayanPas encore d'évaluation
- Section 3 Evidence Act 1950Document3 pagesSection 3 Evidence Act 1950ayesyaPas encore d'évaluation
- Emergency Incidents AssignmentDocument4 pagesEmergency Incidents Assignmentnickoh28Pas encore d'évaluation
- Intangible Capital: Key Factor of Sustainable Development in MoroccoDocument8 pagesIntangible Capital: Key Factor of Sustainable Development in MoroccojournalPas encore d'évaluation
- Presentasi AkmenDocument18 pagesPresentasi AkmenAnonymous uNgaASPas encore d'évaluation
- Responsibility and Transfer Pricing Solving: Answer: PDocument3 pagesResponsibility and Transfer Pricing Solving: Answer: PPhielle MarilenPas encore d'évaluation
- Valve Position Monitors: APL 5 Series CSA Approved Type 4X/6Document12 pagesValve Position Monitors: APL 5 Series CSA Approved Type 4X/6Torres Toledo JttPas encore d'évaluation
- Mediaplayer11 Text ResourcesDocument7 pagesMediaplayer11 Text ResourcesRobert SchumannPas encore d'évaluation
- Detection of Phising Websites Using Machine Learning ApproachesDocument9 pagesDetection of Phising Websites Using Machine Learning Approachesshresthabishal721Pas encore d'évaluation
- Design and Construction of Water Supply SchemeDocument126 pagesDesign and Construction of Water Supply SchemeShreyansh SharmaPas encore d'évaluation
- Remedy Shortcut Keys: Home Solutions & Services Products Partners Support Education ConnectDocument2 pagesRemedy Shortcut Keys: Home Solutions & Services Products Partners Support Education Connectaert5683Pas encore d'évaluation
- SPIE/COS Photonics Asia Abstract Submission Guidelines: Important DatesDocument1 pageSPIE/COS Photonics Asia Abstract Submission Guidelines: Important Dates李健民Pas encore d'évaluation
- 2021-2022 Reopening Plan 2.0Document22 pages2021-2022 Reopening Plan 2.0Dan LehrPas encore d'évaluation
- Chemical Content of FertilizersDocument22 pagesChemical Content of FertilizersJohn DAcquisto, D.Sc.100% (1)
- QUIZ - FinalsDocument5 pagesQUIZ - FinalsFelsie Jane PenasoPas encore d'évaluation
- Application Letter for Experienced Telecommunications TechnicianDocument5 pagesApplication Letter for Experienced Telecommunications TechnicianRaymondPas encore d'évaluation
- Secure Password-Driven Fingerprint Biometrics AuthenticationDocument5 pagesSecure Password-Driven Fingerprint Biometrics AuthenticationDorothy ManriquePas encore d'évaluation
- @airbus: Component Maintenance Manual With Illustrated Part ListDocument458 pages@airbus: Component Maintenance Manual With Illustrated Part Listjoker hotPas encore d'évaluation