Vous aimerez peut-être aussi
- Motor Cummins Big CamDocument20 pagesMotor Cummins Big CamBenito Cruz95% (63)
- Mantenimiento de sistemas auxiliares del motor de ciclo diésel. TMVG0409D'EverandMantenimiento de sistemas auxiliares del motor de ciclo diésel. TMVG0409Évaluation : 5 sur 5 étoiles5/5 (7)
- X3.3 Manual de Reparación Del Motor CUMMINSDocument70 pagesX3.3 Manual de Reparación Del Motor CUMMINSIgnacio82% (11)
- Weichai - DiagnosticDocument167 pagesWeichai - DiagnosticIgnacio92% (12)
- Formato Armada N14Document23 pagesFormato Armada N14Victor Montesdeoca82% (11)
- CUMMINS Calibracion MotoresDocument3 pagesCUMMINS Calibracion MotoresRuben Dario Valencia Restrepo75% (4)
- Calibracion de Inyector C18Document3 pagesCalibracion de Inyector C18dinny blanco rojas100% (3)
- Calibracion de Punterias Del Motor CUMMINS Modelo NTA855Document20 pagesCalibracion de Punterias Del Motor CUMMINS Modelo NTA855Jorge Cruz Parker95% (39)
- Calibracion de Valvulas C13Document6 pagesCalibracion de Valvulas C13Yuber Ccoa100% (15)
- Calibracion de Big Cam CummnisDocument8 pagesCalibracion de Big Cam Cummnisjuan100% (3)
- Ajuste C10 C12 PDFDocument9 pagesAjuste C10 C12 PDFRaulinhoQuispeVillafuerte0% (1)
- Calibracion de Valvulas C15Document3 pagesCalibracion de Valvulas C15Jose Luis NY100% (1)
- Configuración de motores Cummins N855 Big CamDocument6 pagesConfiguración de motores Cummins N855 Big CamjuanPas encore d'évaluation
- Calibracion Inyectores Motores CumminsDocument11 pagesCalibracion Inyectores Motores CumminsGILMAR NIETO50% (2)
- Instalacion Culata de Cilindro Cummins Big CamDocument7 pagesInstalacion Culata de Cilindro Cummins Big CamDouglas Duarte77% (13)
- 3 - ISX Injection Timing ProcedureDocument55 pages3 - ISX Injection Timing ProcedureClaudio Flores100% (8)
- Calibración motor Cummins Big Cam 350Document8 pagesCalibración motor Cummins Big Cam 350Camilo Md Diaz100% (3)
- Calibracion Inyectores 3176cDocument2 pagesCalibracion Inyectores 3176ccristian chuquicondor torres90% (10)
- Fugas Linea STCDocument4 pagesFugas Linea STCjorgeerick67% (3)
- Motores y sistemas de combustible Komatsu SAA 6D114E-3 y Cummins QSC 8.3Document26 pagesMotores y sistemas de combustible Komatsu SAA 6D114E-3 y Cummins QSC 8.3Ignacio100% (2)
- Calibracion de Motores y TorquesDocument1 pageCalibracion de Motores y Torquesmario vazquez100% (2)
- Arbol de Levas Instalar C-12Document3 pagesArbol de Levas Instalar C-12Ulises Chapa100% (1)
- Calibracion de Motores CumminsDocument2 pagesCalibracion de Motores CumminsJj Marquez Chacon92% (13)
- 006-025 Sincronización de Inyección EstáticaDocument13 pages006-025 Sincronización de Inyección EstáticaHECTOR ESCALLON100% (2)
- Calibración motor C12Document1 pageCalibración motor C12Aníbal Huamán AguilarPas encore d'évaluation
- Sistema PT CumminsDocument19 pagesSistema PT CumminsAlexAnder Cortez100% (2)
- Instalacion de Culata Serie B CumminsDocument7 pagesInstalacion de Culata Serie B CumminsJuan PalestinaPas encore d'évaluation
- Catalogo Ayudas TecnicasDocument44 pagesCatalogo Ayudas TecnicasRocio Jaramillo Alvarez100% (1)
- Calibración KTA38Document23 pagesCalibración KTA38Chardy Jarith Piragua Alvarado100% (4)
- NT855 Historia PDFDocument4 pagesNT855 Historia PDFJorge Castillo Hdz67% (6)
- ISX Static Injection TimingDocument13 pagesISX Static Injection TimingClaudio Flores100% (2)
- Cummins Small Cam y Big Cam 4to Modulo 2006Document14 pagesCummins Small Cam y Big Cam 4to Modulo 2006Ñengo Flow Full Record83% (6)
- Motores Cummins M11 especificaciones técnicasDocument2 pagesMotores Cummins M11 especificaciones técnicasJose MellaPas encore d'évaluation
- Calibracion de Motores Cummins 1Document5 pagesCalibracion de Motores Cummins 1luisPas encore d'évaluation
- Sincronización de Inyeccion Estatica PDFDocument9 pagesSincronización de Inyeccion Estatica PDFacere18100% (3)
- Motor Isx - Componentes Mecanicos PDFDocument121 pagesMotor Isx - Componentes Mecanicos PDFAnonymous ITfHYHgq100% (2)
- Datos de CalibracionDocument37 pagesDatos de Calibracionreyna067975% (8)
- Ajuste de Tren de Valvulas PDFDocument11 pagesAjuste de Tren de Valvulas PDFgustavo100% (1)
- Tiempo de inyección estático: medición y correcciónDocument33 pagesTiempo de inyección estático: medición y correcciónIgnacio100% (2)
- Sistema PT CumminsDocument7 pagesSistema PT CumminsBrayan Sanchez Zepeda100% (1)
- Sincronizacion Cummins PDFDocument2 pagesSincronizacion Cummins PDFJuan Angel Mejia100% (1)
- Palmerin de Inglaterra 1a ParteDocument184 pagesPalmerin de Inglaterra 1a ParteFabián Coelho100% (1)
- Arbol de Levas Instalacion c15 PDFDocument16 pagesArbol de Levas Instalacion c15 PDFJuan Carlos FuentesPas encore d'évaluation
- Calibracion de Motor Cat c12Document1 pageCalibracion de Motor Cat c12Pablo Gasca RmzPas encore d'évaluation
- Fanal Adultos 2020 DIGDocument260 pagesFanal Adultos 2020 DIGJesús Arturin100% (1)
- Calibracion CAT-C12 PDFDocument1 pageCalibracion CAT-C12 PDFJuan Betancur Osorio100% (1)
- Ajuste de Culatas c18Document6 pagesAjuste de Culatas c18KarlOs Junco SichaPas encore d'évaluation
- Diámetro Del Círculo de Bancada KTA 38Document36 pagesDiámetro Del Círculo de Bancada KTA 38Chardy Jarith Piragua Alvarado100% (2)
- Punto Muerto Superior C7.1 962LDocument3 pagesPunto Muerto Superior C7.1 962Ledin valeraPas encore d'évaluation
- Calibracion Bomba PTDocument144 pagesCalibracion Bomba PTarnold75% (4)
- Sistema de Combustible PTDocument35 pagesSistema de Combustible PTgraduadoesime90% (41)
- Manual de Servicio Del k19 Ajuste de Valvulas e InyectoresDocument15 pagesManual de Servicio Del k19 Ajuste de Valvulas e Inyectoresgerson0% (1)
- Calibrar Valvulas c10Document9 pagesCalibrar Valvulas c10DAVSAN100% (1)
- Arbol de Fallas Por Sintoma - Comsumo Excesivo de Aceite Lubricante - qsb6.7Document5 pagesArbol de Fallas Por Sintoma - Comsumo Excesivo de Aceite Lubricante - qsb6.7IgnacioPas encore d'évaluation
- Cal. Motor C13 C11 16M ARTICULADO 730Document2 pagesCal. Motor C13 C11 16M ARTICULADO 730Edgar Ibañez100% (1)
- Sistema Cummins PTDocument5 pagesSistema Cummins PTJhonny Gomez Chuquizuta100% (1)
- Curso motores dieselDocument25 pagesCurso motores dieselAriel Gomez100% (1)
- Manual de Partes Motor s3.8Document120 pagesManual de Partes Motor s3.8Ignacio100% (6)
- Culata - InstalarDocument5 pagesCulata - InstalarJosé Manuel QuintanillaPas encore d'évaluation
- Reparaciones Menores de MotorDocument56 pagesReparaciones Menores de MotorRolando Cordova SaicoPas encore d'évaluation
- Manual de Taller 2012Document17 pagesManual de Taller 2012Fredy Coyago100% (2)
- SGETMG0333 Calibracion de Valvulas Motor RM (Sistema HPCR)Document3 pagesSGETMG0333 Calibracion de Valvulas Motor RM (Sistema HPCR)Gabriel YucraPas encore d'évaluation
- Desarrolle Una Ficha Tecnica de Calibración y Puesta A Punto de Los Mci Toyota 5R - NissanDocument13 pagesDesarrolle Una Ficha Tecnica de Calibración y Puesta A Punto de Los Mci Toyota 5R - NissanDANIEL STALIN GUAMAN ALAVAPas encore d'évaluation
- Tiempo de Inyección EstáticoDocument20 pagesTiempo de Inyección EstáticoKarlis Orozco SanchezPas encore d'évaluation
- Ajuste inyector unitario CAT 3600: sincronización y medición de tiempoDocument6 pagesAjuste inyector unitario CAT 3600: sincronización y medición de tiempoDouglas DuartePas encore d'évaluation
- CALIBRACIONDocument8 pagesCALIBRACIONAnastasia Montes CarbajalPas encore d'évaluation
- Trabajo de Investigacion Puesta A Punto FinalDocument8 pagesTrabajo de Investigacion Puesta A Punto FinalJo He100% (1)
- Ajuste de La Válvula de Motor e InyectoresDocument9 pagesAjuste de La Válvula de Motor e InyectoresAnthony GCPas encore d'évaluation
- Informe Reguladores y VariadoresDocument8 pagesInforme Reguladores y VariadoresCorii PaulPas encore d'évaluation
- A032x723 I1 201001Document16 pagesA032x723 I1 201001Ignacio100% (1)
- Electrical Safe Work Program Spanish - CumminsDocument37 pagesElectrical Safe Work Program Spanish - CumminsIgnacioPas encore d'évaluation
- Bomba Del Aceite Lubricante MejoradaDocument2 pagesBomba Del Aceite Lubricante MejoradaIgnacioPas encore d'évaluation
- Con Dens AdoresDocument32 pagesCon Dens AdoresIgnacioPas encore d'évaluation
- Kit de Reemplazo Del Sello Trasero Del Cigüeñal MOTOR ISB, QSBDocument1 pageKit de Reemplazo Del Sello Trasero Del Cigüeñal MOTOR ISB, QSBIgnacioPas encore d'évaluation
- Boletin - Reutilizacion Falda de Piston Articulado Tipo Monothern Motor IsxDocument9 pagesBoletin - Reutilizacion Falda de Piston Articulado Tipo Monothern Motor IsxIgnacioPas encore d'évaluation
- Carta Psicrométrica y EjerciciosDocument8 pagesCarta Psicrométrica y EjerciciosmarkoagustinPas encore d'évaluation
- El Fenómeno Wari en El Norte Peruano PDFDocument36 pagesEl Fenómeno Wari en El Norte Peruano PDFluiggy9450% (2)
- 02 - Malla Trasnformacion de Alimentos - EFC-28-10-2018 PDFDocument166 pages02 - Malla Trasnformacion de Alimentos - EFC-28-10-2018 PDFolvisPas encore d'évaluation
- TP Trastornos DigestivosDocument5 pagesTP Trastornos DigestivosvalentínPas encore d'évaluation
- Plan Haccp Queso EdamDocument14 pagesPlan Haccp Queso EdamWilmer Rodriguez100% (2)
- CancioneroDocument5 pagesCancioneroNatalí MirandaPas encore d'évaluation
- Práctica Solicitaciones Internas para PublicarDocument11 pagesPráctica Solicitaciones Internas para PublicarBrian OeschgerPas encore d'évaluation
- Historias Con Perros y GatosDocument15 pagesHistorias Con Perros y GatosSoledad ZanninoPas encore d'évaluation
- Análisis de Viento KGFDocument4 pagesAnálisis de Viento KGFAndres Camilo Zura TimanaPas encore d'évaluation
- Determinacion de Azufre en DieselDocument10 pagesDeterminacion de Azufre en DieselLaboratorio TLPPas encore d'évaluation
- Análisis de heces para diagnóstico médicoDocument6 pagesAnálisis de heces para diagnóstico médicoSilvana Rodelo0% (1)
- Anatomía y Fisiología Del Sistema Nervioso CentralDocument6 pagesAnatomía y Fisiología Del Sistema Nervioso CentralTatiana AriasPas encore d'évaluation
- Recolectores de ChatarraDocument7 pagesRecolectores de ChatarraIngLuis Daniel CamamaPas encore d'évaluation
- Solucionario IIIDocument48 pagesSolucionario IIIhectorPas encore d'évaluation
- Nro7123 - 2022 08 17Document40 pagesNro7123 - 2022 08 17Diario Primera LíneaPas encore d'évaluation
- Simetrías y Homotecias en GeometríaDocument6 pagesSimetrías y Homotecias en GeometríaThe Best TipsPas encore d'évaluation
- Balance HidroelectrolíticoDocument14 pagesBalance HidroelectrolíticoEve AcevedoPas encore d'évaluation
- 2dogrado ComputacionDocument86 pages2dogrado ComputacionAlfredo HernandezPas encore d'évaluation
- Apendice II - Ficha TecnicaDocument3 pagesApendice II - Ficha TecnicaAlfonso Gonzalez TuñónPas encore d'évaluation
- Unidad 1. Introducción A La Modelación y Simulación-2Document21 pagesUnidad 1. Introducción A La Modelación y Simulación-2Emmanuel Villegas Gutiérrez0% (1)
- Lectura Semana 6Document6 pagesLectura Semana 6MIGUEL JAVIER FLORENTINO FERNANDEZPas encore d'évaluation
- Problemas Ontológicos, Epistemológicos y Metodológicos de La Fenomenología HermeneuticaDocument47 pagesProblemas Ontológicos, Epistemológicos y Metodológicos de La Fenomenología HermeneuticaEnrique MoralesPas encore d'évaluation
- Monitoreo Geotécnico TúnelesDocument15 pagesMonitoreo Geotécnico TúnelesJAIME JESUS VIVANCO QUISPE100% (1)
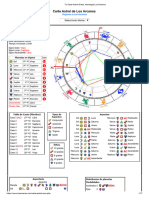
- Tu Carta Astral Gratis, Astrologia Los ArcanosDocument17 pagesTu Carta Astral Gratis, Astrologia Los ArcanosYESIKA NALLELY AGUDELO MUÑOZPas encore d'évaluation
- Calculo Depósitos de LíquidoDocument4 pagesCalculo Depósitos de LíquidoJose Meseguer BañoPas encore d'évaluation
- Octubre 7Document4 pagesOctubre 7sofia ordoñezPas encore d'évaluation
- Informe Anual 2017 Carvajal Empaques SA PDFDocument198 pagesInforme Anual 2017 Carvajal Empaques SA PDFErika ValenzuelaPas encore d'évaluation