Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1091)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Acetone Production Process From Iso-propyl-Alcohol (IPA)Document36 pagesAcetone Production Process From Iso-propyl-Alcohol (IPA)Serkan91% (44)
- Sesv8010 Antifriction BearingsDocument160 pagesSesv8010 Antifriction BearingsFrancisco Abarca G.Pas encore d'évaluation
- Hydrogen and Its Compounds: ST THDocument8 pagesHydrogen and Its Compounds: ST THAravind NarasimhaluPas encore d'évaluation
- Conveyor Belt DesignationDocument2 pagesConveyor Belt DesignationUğur GözkayaPas encore d'évaluation
- Cat76 Hovedkatalog Air AtomizingDocument166 pagesCat76 Hovedkatalog Air AtomizingvengadeshPas encore d'évaluation
- Unit V-Production Cost Estimation: Session 1 RecapDocument34 pagesUnit V-Production Cost Estimation: Session 1 RecapvengadeshPas encore d'évaluation
- Handy Calculations - Volume Solids and Spreading RateDocument4 pagesHandy Calculations - Volume Solids and Spreading Ratevengadesh100% (1)
- Hydro FormingDocument17 pagesHydro FormingvengadeshPas encore d'évaluation
- Hourly Labour Costs Ranged From 5.4 To 43.5 Across The EU Member States in 2018Document4 pagesHourly Labour Costs Ranged From 5.4 To 43.5 Across The EU Member States in 2018vengadeshPas encore d'évaluation
- Grain Truck Transportation Cost Calculator: Ag Decision Maker - Iowa State University ExtensionDocument4 pagesGrain Truck Transportation Cost Calculator: Ag Decision Maker - Iowa State University ExtensionvengadeshPas encore d'évaluation
- Eup 10221 Chem MechDocument1 pageEup 10221 Chem MechNisarg PandyaPas encore d'évaluation
- Financial Comparative Study Between Post-Tensioned and Reinforced Concrete Flat SlabDocument6 pagesFinancial Comparative Study Between Post-Tensioned and Reinforced Concrete Flat SlabtienaicvnPas encore d'évaluation
- Taylor Valve Technology, Inc: MC Series Throttling Choke ValveDocument17 pagesTaylor Valve Technology, Inc: MC Series Throttling Choke ValveFelix Julio Céspedes SotoPas encore d'évaluation
- Steel Bridges - INSDAG PDFDocument15 pagesSteel Bridges - INSDAG PDFsuman33Pas encore d'évaluation
- Precision Grouting of TurbomachineryDocument21 pagesPrecision Grouting of TurbomachineryRicardo Barros100% (1)
- E1-Material Log 6Document5 pagesE1-Material Log 6stefenjohnPas encore d'évaluation
- Class 12 Part TestDocument39 pagesClass 12 Part TestshrawantiyaPas encore d'évaluation
- Gexol: World Class Type P Land & Offshore Oil & Gas CablesDocument32 pagesGexol: World Class Type P Land & Offshore Oil & Gas CablesMarcela SuarezPas encore d'évaluation
- Seatwork No.1 FDocument1 pageSeatwork No.1 FKurt Laurhon CabahugPas encore d'évaluation
- World Standard Specifications - ListDocument24 pagesWorld Standard Specifications - ListJose Luis RojasPas encore d'évaluation
- Moulding Sand Tesying - 11Document17 pagesMoulding Sand Tesying - 11firdoshansariPas encore d'évaluation
- MNS LabDocument8 pagesMNS LabLyracism UguumurPas encore d'évaluation
- THC Tubing Pumps: Bore Size Barrel AssemblyDocument1 pageTHC Tubing Pumps: Bore Size Barrel AssemblyDuddi DennisukPas encore d'évaluation
- Disposable Razor Blade DraftDocument66 pagesDisposable Razor Blade Draftmoke100% (1)
- Exercises in Thermodynamics and Soft MatterDocument1 pageExercises in Thermodynamics and Soft MattermzmohamedarifPas encore d'évaluation
- Elastic Dental Prostheses - Alternative Solutions For Patients Using Acrylic Prostheses: Literature ReviewDocument5 pagesElastic Dental Prostheses - Alternative Solutions For Patients Using Acrylic Prostheses: Literature Reviewannacm97Pas encore d'évaluation
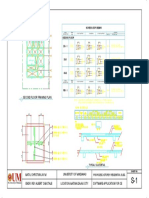
- Second Floor Framing Plan: Schedule of BeamsDocument1 pageSecond Floor Framing Plan: Schedule of BeamsChristian MataPas encore d'évaluation
- Engineering Geology Unit - IDocument18 pagesEngineering Geology Unit - Isivabharathamurthy100% (1)
- Anti Crack Fiber GlassDocument6 pagesAnti Crack Fiber GlassDinesh KabraPas encore d'évaluation
- Carbon As Support For Precious Metal CatalystsDocument13 pagesCarbon As Support For Precious Metal CatalystsDevdatta Potnis100% (1)
- The Hot Workability of Croma NiteDocument9 pagesThe Hot Workability of Croma NiteRajan NPPas encore d'évaluation
- Ar3421 - BCBM - U 2Document45 pagesAr3421 - BCBM - U 2LokeshPas encore d'évaluation
- Is.3987.2006 SorbitolDocument14 pagesIs.3987.2006 SorbitolHafizur RahmanPas encore d'évaluation
- Chapter Practice QuestionsDocument14 pagesChapter Practice QuestionsTien NguyenPas encore d'évaluation
- BT 11 Flashcards - QuizletDocument16 pagesBT 11 Flashcards - QuizletZaha CalatravaPas encore d'évaluation
- NEET 2023 Question Paper G1Document43 pagesNEET 2023 Question Paper G1nemoPas encore d'évaluation