Vous aimerez peut-être aussi
- Zinc Flake Coating Ex GeometDocument7 pagesZinc Flake Coating Ex GeometRoter DiamPas encore d'évaluation
- What Is Paint? Composition of Paint Binder Pigment Extenders Solvents Application of PaintDocument13 pagesWhat Is Paint? Composition of Paint Binder Pigment Extenders Solvents Application of PaintmhnmndrkPas encore d'évaluation
- Auramix 350: High Performance PCE Based Super Plasti-Cizing Admixture - Retarding TypeDocument2 pagesAuramix 350: High Performance PCE Based Super Plasti-Cizing Admixture - Retarding TypeVipin Kumar Parashar100% (1)
- Paint ApplicationDocument4 pagesPaint ApplicationSteven FlynnPas encore d'évaluation
- Marine Paint Guide: 4. Theoretical & Practical CoverageDocument6 pagesMarine Paint Guide: 4. Theoretical & Practical CoverageTanmay GorPas encore d'évaluation
- Carbomastic 15 PDSDocument2 pagesCarbomastic 15 PDSAnonymous 4fVUDODPas encore d'évaluation
- January - 2021 - FinalDocument13 pagesJanuary - 2021 - FinalMohammed FasilPas encore d'évaluation
- Amine Blush+Bloom Explained - Dow BulletinDocument5 pagesAmine Blush+Bloom Explained - Dow BulletinPhilip La Trobe100% (2)
- Formula 150 Primer (MILDTL-24441)Document4 pagesFormula 150 Primer (MILDTL-24441)Trịnh Minh KhoaPas encore d'évaluation
- 2021-02-09 Approved Coating Systems Letter To Jotun (Signed MHH) - R1Document7 pages2021-02-09 Approved Coating Systems Letter To Jotun (Signed MHH) - R1Mohd Effiezool Yaser100% (1)
- MasterSeal 380 TDSDocument2 pagesMasterSeal 380 TDSEngTamerPas encore d'évaluation
- Asian Paints Tractor EmulsionDocument2 pagesAsian Paints Tractor EmulsionAsian PaintsPas encore d'évaluation
- Coatings Knowledge, Basic Paint Technology - HMG Paints LimitedDocument3 pagesCoatings Knowledge, Basic Paint Technology - HMG Paints LimitedShyam Yadav0% (1)
- Paint TerminologyDocument9 pagesPaint TerminologyKAMAL BEHLPas encore d'évaluation
- Paints and Coatings FinalDocument5 pagesPaints and Coatings FinalSheena GagarinPas encore d'évaluation
- D4209Document2 pagesD4209uocmogiandi_aPas encore d'évaluation
- Glossary of Paint Defect TermsDocument7 pagesGlossary of Paint Defect Terms4romi89Pas encore d'évaluation
- Paint Component AustraliaDocument146 pagesPaint Component AustraliaAnonymous HargxqRPas encore d'évaluation
- Application of PaintsDocument2 pagesApplication of PaintsfaithPas encore d'évaluation
- AI Hempel's Galvosil 15700 EnglishDocument7 pagesAI Hempel's Galvosil 15700 EnglishvitharvanPas encore d'évaluation
- Fenomastic Hygiene Emulsion SilkDocument4 pagesFenomastic Hygiene Emulsion Silkمحمد عزتPas encore d'évaluation
- Barriers of Protections BrochureDocument8 pagesBarriers of Protections BrochureJaime Rousseau TPas encore d'évaluation
- Akzonobel AntifoulingDocument6 pagesAkzonobel AntifoulingshunanlatheefPas encore d'évaluation
- Coating Types and Its UsesDocument14 pagesCoating Types and Its Usesdubaisrinivasulu100% (1)
- 5 Things Surface Prep 1Document40 pages5 Things Surface Prep 1Jesus De la RosaPas encore d'évaluation
- 5 Chemical ResistanceDocument8 pages5 Chemical ResistanceMohamed NouzerPas encore d'évaluation
- Aluminium PigmentsDocument24 pagesAluminium Pigmentsmita shilPas encore d'évaluation
- Reaction Paper - Davies PaintsDocument1 pageReaction Paper - Davies PaintsIan DalisayPas encore d'évaluation
- Epoxy Coating Comparison ChartDocument2 pagesEpoxy Coating Comparison Chartrezafarbod1Pas encore d'évaluation
- Jotun Penguard Midcoat MIO Application GuideDocument8 pagesJotun Penguard Midcoat MIO Application GuideSANKARAN.KPas encore d'évaluation
- Label Welding DefectsDocument54 pagesLabel Welding DefectsMuthuKumarPas encore d'évaluation
- Brochure DHP - PU 3000 R1Document17 pagesBrochure DHP - PU 3000 R1Zainudin Zuhri100% (1)
- Esd Floor Coating Certificate Iso Goldmin Detail 1Document11 pagesEsd Floor Coating Certificate Iso Goldmin Detail 1laiju cs100% (1)
- Paint Failures Library - PPT (Read-Only)Document75 pagesPaint Failures Library - PPT (Read-Only)Elhusseiny FoudaPas encore d'évaluation
- Aquacer 497 en PDFDocument2 pagesAquacer 497 en PDFmaheshPas encore d'évaluation
- Chemflake Brochure 2010 Tcm29 1582Document6 pagesChemflake Brochure 2010 Tcm29 1582jinyuan74Pas encore d'évaluation
- Hardtop AX: Technical Data Sheet Application GuideDocument7 pagesHardtop AX: Technical Data Sheet Application GuideTrịnh Minh KhoaPas encore d'évaluation
- Test Methods For The Evaluation of Protective Organic CoatingsDocument10 pagesTest Methods For The Evaluation of Protective Organic Coatingsnikopigni2100% (1)
- 8.T-ProofCrete 709 13-03-28Document2 pages8.T-ProofCrete 709 13-03-28Shamsul IslamPas encore d'évaluation
- ASTM D 714 - 87 r00Document6 pagesASTM D 714 - 87 r00Abi PutraPas encore d'évaluation
- 1 Insulation SupervisorDocument2 pages1 Insulation Supervisorrsamim0% (1)
- Comprehending Pull-Off Adhesion TestingDocument5 pagesComprehending Pull-Off Adhesion Testingzavisa2Pas encore d'évaluation
- Product Presentation: Technical Service Department Pacific Paint (BOYSEN) Philippines, IncDocument62 pagesProduct Presentation: Technical Service Department Pacific Paint (BOYSEN) Philippines, Incmark manalangPas encore d'évaluation
- M3 U3 Bill of MaterialsDocument14 pagesM3 U3 Bill of MaterialsPotchinoParuntongPas encore d'évaluation
- Carboguard 703 GFDocument2 pagesCarboguard 703 GFSohail Tisekar100% (1)
- Jotun DeveloperDocument7 pagesJotun DeveloperAlex Kuvoric100% (1)
- Prospect Product Portfolio EN PDFDocument12 pagesProspect Product Portfolio EN PDFChoice OrganoPas encore d'évaluation
- Jotafloor Coating: Technical Data SheetDocument5 pagesJotafloor Coating: Technical Data SheetBilher SihombingPas encore d'évaluation
- Steel Surface Defects Diagnosis and CureDocument19 pagesSteel Surface Defects Diagnosis and Cureahmerkhateeb100% (1)
- Cement, Concrete & Mortar: Product Characteristics Brand NameDocument2 pagesCement, Concrete & Mortar: Product Characteristics Brand NameAliaksandr PrybauPas encore d'évaluation
- Types of PaintsDocument2 pagesTypes of PaintsmariyaPas encore d'évaluation
- Paint: Paint Is Any Liquid, Liquifiable, or Mastic Composition Which AfterDocument8 pagesPaint: Paint Is Any Liquid, Liquifiable, or Mastic Composition Which Aftersanthoshmarch9920Pas encore d'évaluation
- SSPC Pa1 PDFDocument14 pagesSSPC Pa1 PDFAnonymous zia5og7psPas encore d'évaluation
- 8 PaintsDocument29 pages8 PaintsKevin CarlosPas encore d'évaluation
- Dictionary of Paint TerminologyDocument2 pagesDictionary of Paint Terminologyvincent lemirePas encore d'évaluation
- Shalimar SPL Antifouling Paint RedDocument2 pagesShalimar SPL Antifouling Paint Redinderveer solankiPas encore d'évaluation
- Pds - Epigard TL 543 Hs Finish (f15)Document2 pagesPds - Epigard TL 543 Hs Finish (f15)Sachin SinghalPas encore d'évaluation
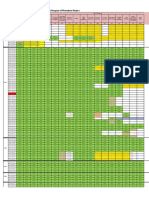
- Procurement ScheduleDocument4 pagesProcurement ScheduleLakshan FonsekaPas encore d'évaluation
- Effect of Heating Rate and Grain Size On The Melting Behavior of The Alloy NB 47 Mass% Ti in Pulse-Heating ExperimentsDocument12 pagesEffect of Heating Rate and Grain Size On The Melting Behavior of The Alloy NB 47 Mass% Ti in Pulse-Heating ExperimentsLakshan FonsekaPas encore d'évaluation
- Performance Criterion BSc-Eng-2011 21stmarch2012Document18 pagesPerformance Criterion BSc-Eng-2011 21stmarch2012Lakshan FonsekaPas encore d'évaluation
- HKN Sub Hajv 4735Document10 pagesHKN Sub Hajv 4735Lakshan FonsekaPas encore d'évaluation
- Elevator and Escalator Installation Progress of WaterFront ProjectDocument7 pagesElevator and Escalator Installation Progress of WaterFront ProjectLakshan FonsekaPas encore d'évaluation
- Report On Damages A 1Document7 pagesReport On Damages A 1Lakshan FonsekaPas encore d'évaluation
- Elevator and Escalator Installation TemplateDocument17 pagesElevator and Escalator Installation TemplateLakshan FonsekaPas encore d'évaluation
- Gmail - FW - Requesting To Remove Glass Materials in Level 25 Shaft EntranceDocument4 pagesGmail - FW - Requesting To Remove Glass Materials in Level 25 Shaft EntranceLakshan FonsekaPas encore d'évaluation
- Gmail - Chipping Details of FSL 2.1 & 2.02Document2 pagesGmail - Chipping Details of FSL 2.1 & 2.02Lakshan FonsekaPas encore d'évaluation
- AESS - Architecturally Exposed Structural SteelDocument15 pagesAESS - Architecturally Exposed Structural SteelJavi Alvarez IsasiPas encore d'évaluation
- RIPSTAR LAMINATE ADHESIVEv3Document3 pagesRIPSTAR LAMINATE ADHESIVEv3Ankita Baban GavadePas encore d'évaluation
- Crestabond M1-10 EN Aug17Document3 pagesCrestabond M1-10 EN Aug17Josep BalliuPas encore d'évaluation
- Araldite Epoxy Adhesive - 2Document4 pagesAraldite Epoxy Adhesive - 2SatyamEngPas encore d'évaluation
- TestDocument104 pagesTestkasvikrajPas encore d'évaluation
- Seajet 021 EkoDocument2 pagesSeajet 021 EkoAleš NovakPas encore d'évaluation
- Asodur - D2: Schomburg SchomburgDocument2 pagesAsodur - D2: Schomburg SchomburgIbrahim SahinPas encore d'évaluation
- Presentation1 - Textile Process AssignmentDocument18 pagesPresentation1 - Textile Process AssignmentYenPas encore d'évaluation
- Sikafloor®-264: Product Data SheetDocument5 pagesSikafloor®-264: Product Data SheetEaswar KumarPas encore d'évaluation
- Construction and Building Materials: L.C. HollawayDocument27 pagesConstruction and Building Materials: L.C. HollawayZain SaeedPas encore d'évaluation
- Special Repair Techniques For Masonry and Heritage StructuresDocument8 pagesSpecial Repair Techniques For Masonry and Heritage StructuresPrathamesh KamblePas encore d'évaluation
- P6200he PdsDocument2 pagesP6200he PdsStuart Goodswen100% (1)
- TDS MarathonDocument5 pagesTDS MarathonSyamsul MaripPas encore d'évaluation
- ZAVKOM - IPA From AcetoneDocument32 pagesZAVKOM - IPA From Acetonephaniraj_cPas encore d'évaluation
- BSST-TECH-CPJ17348-001 MDS-Material Approval Request For Application of CoatingDocument83 pagesBSST-TECH-CPJ17348-001 MDS-Material Approval Request For Application of CoatingAhmed MahjoubPas encore d'évaluation
- Roland Catalog ProfileDocument23 pagesRoland Catalog Profilemas agung chandraPas encore d'évaluation
- Ain Tsila Development Main EPC Contract A-CNT-CON-000-00282Document11 pagesAin Tsila Development Main EPC Contract A-CNT-CON-000-00282benchinounPas encore d'évaluation
- Kanatpaints PipelineDocument16 pagesKanatpaints PipelineMekinePas encore d'évaluation
- Nitomortar FC BDocument2 pagesNitomortar FC BmilanbrasinaPas encore d'évaluation
- Liquid Epoxy Type E: Force-Cure Epoxy For Superior 3-Layer Corrosion ProtectionDocument2 pagesLiquid Epoxy Type E: Force-Cure Epoxy For Superior 3-Layer Corrosion ProtectionamirhosseinPas encore d'évaluation
- Chemical Attack On Hardened Concrete - tcm45-345631Document6 pagesChemical Attack On Hardened Concrete - tcm45-345631gosha93Pas encore d'évaluation
- Mechanical Properties of E293-1581 FiberglassDocument52 pagesMechanical Properties of E293-1581 FiberglassAndre CoraucciPas encore d'évaluation
- D16 Terminology For Paint, Related Coatings, Materials, and ApplicationsDocument9 pagesD16 Terminology For Paint, Related Coatings, Materials, and ApplicationsEdwin R RuizPas encore d'évaluation
- BondingTilesOverWetseal WaterproofingDocument3 pagesBondingTilesOverWetseal WaterproofingAnjali AnjuPas encore d'évaluation
- Hardtop CA Technical Data Sheet JotunDocument5 pagesHardtop CA Technical Data Sheet JotunSam JosePas encore d'évaluation
- Die MaterialsDocument44 pagesDie Materialsunni08100% (1)
- Bang Thong So Tu MicaDocument3 pagesBang Thong So Tu MicasnvvPas encore d'évaluation
- Adhesives in Civil EngineeringDocument346 pagesAdhesives in Civil EngineeringÇağrı KARABİLLİOĞLU100% (1)
- Davies 2023Document24 pagesDavies 2023pinakapogiromantikoPas encore d'évaluation
- Oleochemicals For ProcessingDocument23 pagesOleochemicals For ProcessingssmaniPas encore d'évaluation