Vous aimerez peut-être aussi
- Module 1 Lecture 4 Pattern AllowancesDocument11 pagesModule 1 Lecture 4 Pattern AllowancesShanti Kiran ZPas encore d'évaluation
- Pattern MakingDocument11 pagesPattern MakingPATEL RAHUL100% (1)
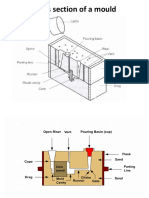
- Cross Section of A MouldDocument56 pagesCross Section of A MouldALOKSRKPas encore d'évaluation
- Manpro Combined (Casting Welding)Document400 pagesManpro Combined (Casting Welding)dhruv rohillaPas encore d'évaluation
- Experiment No 1 - ManualDocument6 pagesExperiment No 1 - ManualVivekumPas encore d'évaluation
- Pattern AllowanceDocument14 pagesPattern AllowancesudhirPas encore d'évaluation
- Cross Section of A MouldDocument54 pagesCross Section of A MouldkanishkPas encore d'évaluation
- CH03. Sheet Metal ProcessesDocument74 pagesCH03. Sheet Metal ProcessesIcookiesPas encore d'évaluation
- ForgingDocument19 pagesForgingSarthakPas encore d'évaluation
- Foundary or CastingDocument88 pagesFoundary or CastingThulasi RamPas encore d'évaluation
- Pattern AllowancesDocument4 pagesPattern Allowancesvijayanandan thekkethodikayilPas encore d'évaluation
- Metal Forming ProcessDocument5 pagesMetal Forming Processrk_kamatchi3483Pas encore d'évaluation
- Design For CastingDocument14 pagesDesign For CastingArtemis FowlPas encore d'évaluation
- 2,. CastingDocument37 pages2,. Castingmohit s sPas encore d'évaluation
- It Is ConsiderationDocument17 pagesIt Is ConsiderationTulasabai JaiswalPas encore d'évaluation
- Shrinkage AllowanceDocument3 pagesShrinkage Allowanceghilman barranPas encore d'évaluation
- Casting DetailsDocument8 pagesCasting DetailsudayraochPas encore d'évaluation
- Chapter 2 - Metal CastingDocument75 pagesChapter 2 - Metal CastingAbhik RoyPas encore d'évaluation
- Blanking & Piercing (Handout)Document50 pagesBlanking & Piercing (Handout)banana100% (1)
- Roll Forging.Document36 pagesRoll Forging.jaydee420Pas encore d'évaluation
- Some Questions With Answers 2Document21 pagesSome Questions With Answers 2RAMAKANT RANAPas encore d'évaluation
- PatternDocument95 pagesPatternSaurabh ThakurPas encore d'évaluation
- Chapter 3 CastingDocument77 pagesChapter 3 CastingAmirDeshmukhPas encore d'évaluation
- Pattern Allowances in Metal CastingDocument15 pagesPattern Allowances in Metal Castingavnishchauhan8_46499Pas encore d'évaluation
- Closed Drop Forging Die DesignDocument39 pagesClosed Drop Forging Die DesignMohit WaniPas encore d'évaluation
- Unit 1 Casting ProcessDocument77 pagesUnit 1 Casting ProcessAquib AhmedPas encore d'évaluation
- CastingDocument122 pagesCastingLokesh GurjarPas encore d'évaluation
- MP - Module 1 - Casting ProcessesDocument108 pagesMP - Module 1 - Casting ProcessesrohanPas encore d'évaluation
- Pattern AllowancesDocument19 pagesPattern Allowancesimamuddeen100% (3)
- Sheet Metal OperationDocument17 pagesSheet Metal Operationsekar_scribd60% (5)
- Steel Casting Handbook - Supplement 2Document58 pagesSteel Casting Handbook - Supplement 2RicardoPas encore d'évaluation
- Steel Castings HandbookDocument58 pagesSteel Castings Handbookgalici2002100% (3)
- Chapter 3 CastingDocument77 pagesChapter 3 CastingGaurav Kumar Badhotiya100% (1)
- Manufacturing Process Btech MG University QP SolvedDocument24 pagesManufacturing Process Btech MG University QP SolvedAnonymous f1UCK4100% (2)
- 2casting PatternDocument10 pages2casting PatternKhairul MuzafarPas encore d'évaluation
- MP-I - Unit 5 - Sheet Metal WorkingDocument60 pagesMP-I - Unit 5 - Sheet Metal WorkingTirumala Height Phase-IPas encore d'évaluation
- Design of Dies - Unit 5 PDFDocument178 pagesDesign of Dies - Unit 5 PDF210 SureshPas encore d'évaluation
- Forging of MetalsDocument31 pagesForging of MetalsSaiful IslamPas encore d'évaluation
- Casting 1Document43 pagesCasting 129011988Pas encore d'évaluation
- Forging Design ConsiderationsDocument81 pagesForging Design ConsiderationssuneethaPas encore d'évaluation
- Chapter 3 CastingDocument76 pagesChapter 3 CastingHiteshkumar ShahPas encore d'évaluation
- Lecture 3 PDFDocument20 pagesLecture 3 PDFيوسف عادل حسانينPas encore d'évaluation
- UNIT 3 PART 5 Design Consideration For CastingDocument16 pagesUNIT 3 PART 5 Design Consideration For CastingRajendra wakchaurePas encore d'évaluation
- Metal Casting TechnologyDocument6 pagesMetal Casting TechnologyYENIMIREDDY LOKESHREDDY 17BME0767Pas encore d'évaluation
- Chapter 5Document29 pagesChapter 5Tamirat NemomsaPas encore d'évaluation
- Forging For ClassDocument44 pagesForging For ClassNABIL HUSSAINPas encore d'évaluation
- CH03. Sheet Metal ProcessesDocument73 pagesCH03. Sheet Metal ProcesseshizanorhudaPas encore d'évaluation
- Module 5 Design of Components With Forging ConsiderationDocument34 pagesModule 5 Design of Components With Forging ConsiderationMaheshPas encore d'évaluation
- Risers and Riser Design: General Design Rules For Riser Necks Used in Iron CastingsDocument62 pagesRisers and Riser Design: General Design Rules For Riser Necks Used in Iron CastingsGonzalo GiménezPas encore d'évaluation
- Learn Critical Aspects of Pattern and Mould Making in FoundryD'EverandLearn Critical Aspects of Pattern and Mould Making in FoundryPas encore d'évaluation
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersD'EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersÉvaluation : 3.5 sur 5 étoiles3.5/5 (2)
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyD'EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyPas encore d'évaluation
- An Introduction to Metal-Working (Illustrated)D'EverandAn Introduction to Metal-Working (Illustrated)Évaluation : 2.5 sur 5 étoiles2.5/5 (2)
- Plastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2D'EverandPlastic Injection Mold Design for Toolmakers - Volume II: Plastic Injection Mold Design for Toolmakers, #2Pas encore d'évaluation
- Carmen Fantasy Proto PDFDocument6 pagesCarmen Fantasy Proto PDFHosting Performance0% (1)
- Invoice NR.: 30517135: Thomann GMBH, Hans-Thomann-Str. 1, D-96138 BurgebrachDocument5 pagesInvoice NR.: 30517135: Thomann GMBH, Hans-Thomann-Str. 1, D-96138 BurgebrachRenato MonteiroPas encore d'évaluation
- Book Reviews: Organised Sound 14 (3) : 321-327 & Cambridge University Press, 2009Document3 pagesBook Reviews: Organised Sound 14 (3) : 321-327 & Cambridge University Press, 2009Felipe VPas encore d'évaluation
- Phrasal VerbsDocument10 pagesPhrasal VerbsНаргиля ГаджиеваPas encore d'évaluation
- Culture Unit 1 PDFDocument1 pageCulture Unit 1 PDFMacarenaPas encore d'évaluation
- First Periodical Test in Arts.6Document6 pagesFirst Periodical Test in Arts.6Cathlyn Joy GanadenPas encore d'évaluation
- Semi Detailed Lesson Plan For Kindergarten in Mother TongueDocument2 pagesSemi Detailed Lesson Plan For Kindergarten in Mother TongueBangtan Mdm100% (1)
- DorksDocument170 pagesDorksjemmmPas encore d'évaluation
- Auto Wreck by Kark ShapiroDocument13 pagesAuto Wreck by Kark ShapiroNacho FarahPas encore d'évaluation
- How To Model: Realistic Track and Trackside ScenesDocument15 pagesHow To Model: Realistic Track and Trackside Scenesfernandoj100% (1)
- Birch Wood Xylan PDFDocument26 pagesBirch Wood Xylan PDFChiranjeevi TulluriPas encore d'évaluation
- Merkaba Star - Google SearchDocument1 pageMerkaba Star - Google SearchSarah Grenier RNPas encore d'évaluation
- Cement BasketDocument4 pagesCement Basketराजकुमार यादवPas encore d'évaluation
- Representation of Women in HorrorDocument2 pagesRepresentation of Women in HorrorGooner42100% (1)
- Handbook of Tibetan Iconometry: Religion Asian Studies General Art HistoryDocument1 pageHandbook of Tibetan Iconometry: Religion Asian Studies General Art HistoryVũ NguyễnPas encore d'évaluation
- Memorial FacilityDocument44 pagesMemorial FacilityRaachel Anne CastroPas encore d'évaluation
- Saints Peter and Paul Parish Church (Calasiao)Document4 pagesSaints Peter and Paul Parish Church (Calasiao)Jason TiongcoPas encore d'évaluation
- Bobby Chiu InterviewDocument15 pagesBobby Chiu InterviewPaula Bianca FerrerPas encore d'évaluation
- Workshop 1: Activity PurposeDocument2 pagesWorkshop 1: Activity PurposeHaseebAshfaqPas encore d'évaluation
- MK Foundations of Multidimensional and Metric Data Structures 0123694469 PDFDocument1 022 pagesMK Foundations of Multidimensional and Metric Data Structures 0123694469 PDFnazibPas encore d'évaluation
- Tiruray Learning ObjectivesDocument3 pagesTiruray Learning ObjectivesJudy BegilPas encore d'évaluation
- Unit 3 4 Studio Art Exploration ProposalDocument8 pagesUnit 3 4 Studio Art Exploration Proposalapi-340277232Pas encore d'évaluation
- Leica M844 F20 Flyer enDocument2 pagesLeica M844 F20 Flyer enValdi GhifariPas encore d'évaluation
- Introduction To HistologyDocument32 pagesIntroduction To HistologyEmil BosePas encore d'évaluation
- Enneagram Cheat Sheet For WritingDocument7 pagesEnneagram Cheat Sheet For WritingAnnaPas encore d'évaluation
- Christmas Tree Emotions: Interactive BookDocument10 pagesChristmas Tree Emotions: Interactive BookAnnaPas encore d'évaluation
- Great Drawings and Illustrations From Punch 1841-1901Document166 pagesGreat Drawings and Illustrations From Punch 1841-1901torosross6062100% (3)
- Rajagopal Parthasarathy - Poems - : Classic Poetry SeriesDocument4 pagesRajagopal Parthasarathy - Poems - : Classic Poetry SeriesRamesh KumarPas encore d'évaluation
- Practice Sheets - SewingDocument8 pagesPractice Sheets - SewingFrinki DinkiPas encore d'évaluation
- Resene ColorShop Card OffersDocument1 pageResene ColorShop Card OffersRavichandra ReddyPas encore d'évaluation