Vous aimerez peut-être aussi
- 1900SRM1478 (12 2019) Us en PDFDocument76 pages1900SRM1478 (12 2019) Us en PDFJIM CAMPBELL100% (2)
- World Standard ArielDocument4 pagesWorld Standard Arielnoljac100% (1)
- Natural Gas Quality Enhancement: Training Report ONDocument20 pagesNatural Gas Quality Enhancement: Training Report ONRajkishan GuptaPas encore d'évaluation
- Acid Gas Removal Flow PDFDocument1 pageAcid Gas Removal Flow PDFHIPAPPas encore d'évaluation
- Petroleum Gas Compression 3Document55 pagesPetroleum Gas Compression 3Медетбек ҒайноллаPas encore d'évaluation
- Teg ContactorDocument4 pagesTeg ContactorrepentinezPas encore d'évaluation
- Practical Boiler Water Treatment HandbookDocument37 pagesPractical Boiler Water Treatment HandbookShambhu Mehta100% (2)
- 10 1016@j Jngse 2016 01 016Document37 pages10 1016@j Jngse 2016 01 016saiful bahriPas encore d'évaluation
- Natural Gas Liquids RecoveryDocument19 pagesNatural Gas Liquids RecoveryermiasPas encore d'évaluation
- Lecture 11 Gas Flow MeasurementDocument29 pagesLecture 11 Gas Flow MeasurementSubash Naga0% (1)
- Refigeration KBu Sept 20Document85 pagesRefigeration KBu Sept 20ManeeshPas encore d'évaluation
- Optimum Design of Reciprocating CompressorsDocument6 pagesOptimum Design of Reciprocating Compressors최승원Pas encore d'évaluation
- Week 2 Reservoir DeliverabilityDocument43 pagesWeek 2 Reservoir Deliverabilitydaffa teguhPas encore d'évaluation
- 3B - Inst - Control ValveDocument31 pages3B - Inst - Control ValveMystic AamirPas encore d'évaluation
- Liquid Seal Drums: AdvantagesDocument1 pageLiquid Seal Drums: Advantagesbinapaniki6520Pas encore d'évaluation
- API Training-Relieve Device (API 520)Document24 pagesAPI Training-Relieve Device (API 520)Dimas Eko Prasetyo100% (6)
- Distillation Final RevDocument118 pagesDistillation Final Revgad480Pas encore d'évaluation
- Energy Equation & Its ApplicationsDocument47 pagesEnergy Equation & Its ApplicationsRopah ChihuriPas encore d'évaluation
- PPO - Reservoir Performance - Part 1 - S92018Document25 pagesPPO - Reservoir Performance - Part 1 - S92018PrinCe KaleezPas encore d'évaluation
- AIR COOLER Products GuideDocument12 pagesAIR COOLER Products GuideIvan GutierrezPas encore d'évaluation
- Well-Test Horizontal Well, Student PresentationDocument13 pagesWell-Test Horizontal Well, Student PresentationGabriel ColmontPas encore d'évaluation
- Process Plant ServicesDocument11 pagesProcess Plant ServicesByme GsckcPas encore d'évaluation
- Well AbandonmentDocument12 pagesWell Abandonmentb4rfPas encore d'évaluation
- DEEPWATER GAS CHALLENGESDocument31 pagesDEEPWATER GAS CHALLENGES1mmahoneyPas encore d'évaluation
- Ask Echometer - Acoustic Techniques For Gaslift Wells - June 17 2020Document69 pagesAsk Echometer - Acoustic Techniques For Gaslift Wells - June 17 2020Ivan BuenaVibraPas encore d'évaluation
- Energy Efficient System for Continuous Production of Fuels and Energy from SyngasDocument14 pagesEnergy Efficient System for Continuous Production of Fuels and Energy from SyngasKeysler PoncePas encore d'évaluation
- Yww7Pogiq - Understanding API 6a Gate ValvesDocument1 pageYww7Pogiq - Understanding API 6a Gate ValvesRuilin TanPas encore d'évaluation
- A Systemic Optimization Approach For The Design of Natural Gas Dehydration PlantDocument9 pagesA Systemic Optimization Approach For The Design of Natural Gas Dehydration PlantInternational Journal of Research in Engineering and SciencePas encore d'évaluation
- 5 LNGDocument32 pages5 LNGOliverTumbayPas encore d'évaluation
- Correlaciones de GasDocument29 pagesCorrelaciones de GasKathlyn GarcíaPas encore d'évaluation
- Chemical Processes and Sustainability: PetroleumDocument32 pagesChemical Processes and Sustainability: PetroleumMohd Shahrul Nizam SallehPas encore d'évaluation
- Oilfield NGL Liquid HandlingDocument21 pagesOilfield NGL Liquid HandlingDouglas ColemanPas encore d'évaluation
- PMP 2Document30 pagesPMP 2Abdl Rahman GaberPas encore d'évaluation
- X-Tree & WellheadDocument35 pagesX-Tree & WellheadSaqib ShahabPas encore d'évaluation
- Petroleum Gas Compression Centrifugal CompressorsDocument59 pagesPetroleum Gas Compression Centrifugal CompressorsEngr TheyjiPas encore d'évaluation
- Gas Pre TreatmentDocument12 pagesGas Pre TreatmentAnonymous bHh1L1100% (4)
- Natural Gas ProcessingDocument6 pagesNatural Gas ProcessingsgrsthPas encore d'évaluation
- E1.0 - Crude Stab - Foaming PDFDocument32 pagesE1.0 - Crude Stab - Foaming PDFRégis Ongollo100% (2)
- Compressors: Presented By: Andrith Fabian Güiza Zambrano 2134124 Presented To: Ing. Nicolas Santos SantosDocument50 pagesCompressors: Presented By: Andrith Fabian Güiza Zambrano 2134124 Presented To: Ing. Nicolas Santos SantosbrandonPas encore d'évaluation
- Optimize Chemical ProcessesDocument31 pagesOptimize Chemical ProcessesThiênHiếuPas encore d'évaluation
- What Is DistillationDocument25 pagesWhat Is DistillationashirPas encore d'évaluation
- Study and Numerical Analysis of Jet PumpsDocument68 pagesStudy and Numerical Analysis of Jet PumpsNinadPas encore d'évaluation
- 2007 12 17 Egypt Presentation enDocument29 pages2007 12 17 Egypt Presentation entarekeeePas encore d'évaluation
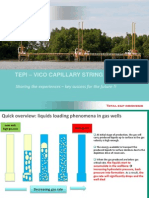
- TEPI - VICO Capillary String WorkshopDocument21 pagesTEPI - VICO Capillary String WorkshopArief FatharoniPas encore d'évaluation
- Gas Field Engineering - Gas Well PerformanceDocument20 pagesGas Field Engineering - Gas Well PerformanceLoh Chun LiangPas encore d'évaluation
- The Energy Transition and Oil Companies Hard ChoicesDocument15 pagesThe Energy Transition and Oil Companies Hard ChoicesManuel SantillanPas encore d'évaluation
- Chapter 5Document21 pagesChapter 5kiran367Pas encore d'évaluation
- The Human and Environmental Impact of FrackingDocument272 pagesThe Human and Environmental Impact of Frackingalvaro_massimoPas encore d'évaluation
- Single Phase Flow in Porous Media: Darcy's LawDocument40 pagesSingle Phase Flow in Porous Media: Darcy's LawSALIM AL MAQBALIPas encore d'évaluation
- Gas PlantsDocument67 pagesGas PlantsAhmed Sabry El-sotohyPas encore d'évaluation
- Crude Oil ProcessingDocument58 pagesCrude Oil ProcessingOmariPas encore d'évaluation
- 2020 Post Show Report: North Africa and The Mediterranean Delivering The Energy Needs of TomorrowDocument32 pages2020 Post Show Report: North Africa and The Mediterranean Delivering The Energy Needs of Tomorrowdavid petersonPas encore d'évaluation
- 000 Areas and Ranges en 161024Document4 pages000 Areas and Ranges en 161024Shashank HPas encore d'évaluation
- Dehydration of natural gas using solid desiccantsDocument9 pagesDehydration of natural gas using solid desiccantsAjay BharanePas encore d'évaluation
- 1 DesalterDocument20 pages1 Desaltershyam_anupPas encore d'évaluation
- Enm301 - Unit 1Document16 pagesEnm301 - Unit 1Lâm Tuyết NhiPas encore d'évaluation
- Properties of Oils and Natural GasesDocument132 pagesProperties of Oils and Natural GasesAtul Khatri100% (2)
- 1 Reservoir DeliverabilityDocument76 pages1 Reservoir DeliverabilityEric FamacyPas encore d'évaluation
- Presentation on Small Scale LNG: PLL's Targets and ActivitiesDocument36 pagesPresentation on Small Scale LNG: PLL's Targets and ActivitiesUJJWALPas encore d'évaluation
- Roll Over of LNG: Export Gas Quality VariationsDocument2 pagesRoll Over of LNG: Export Gas Quality VariationsFyaSofiaPas encore d'évaluation
- 245 NGL Deethanizer Capacity ExpansionDocument1 page245 NGL Deethanizer Capacity ExpansionRafeek Emad AbdElkader0% (1)
- Unit-3 Absorption2Document43 pagesUnit-3 Absorption2chinna erannaPas encore d'évaluation
- Hydrocarbon Recovery: JUNIO 2017Document32 pagesHydrocarbon Recovery: JUNIO 2017Soniale Sánchez GómezPas encore d'évaluation
- Well Test Analysis Will Be Felt at The Well Reservoir Models A Reservoir PDFDocument47 pagesWell Test Analysis Will Be Felt at The Well Reservoir Models A Reservoir PDFadeeyoPas encore d'évaluation
- 25 NB Pulse Jet Diaphragm Valve FeaturesDocument20 pages25 NB Pulse Jet Diaphragm Valve FeaturesShreenivasPas encore d'évaluation
- Spin Klin Technology PDFDocument2 pagesSpin Klin Technology PDFluisPas encore d'évaluation
- Ab 331 Gtga MBH 0005Document7 pagesAb 331 Gtga MBH 0005Surianshah shahPas encore d'évaluation
- Examination Paper For: TPG 4145 Reservoir FluidsDocument4 pagesExamination Paper For: TPG 4145 Reservoir Fluidsamine aouamPas encore d'évaluation
- Flanged BA Protection Device BA 009 DN65 and DN80Document1 pageFlanged BA Protection Device BA 009 DN65 and DN80kruhak.dominikPas encore d'évaluation
- Astm D1657Document5 pagesAstm D1657EbenezersklPas encore d'évaluation
- Thesis 2016 GongDocument168 pagesThesis 2016 GongBrahimABDPas encore d'évaluation
- 000 00 Qa FRM 0108Document2 pages000 00 Qa FRM 0108vijay rajPas encore d'évaluation
- Marlotherm BrochureDocument24 pagesMarlotherm Brochuresaka dewaPas encore d'évaluation
- IB Lab 4. Molecular Mass of A Volatile LiquidDocument12 pagesIB Lab 4. Molecular Mass of A Volatile LiquidAnonymous orNHXM0f0100% (1)
- Illustrates The Application of Integral Continuity Equation: Y Y X L, U U X L y Y, V Yu L y U Ly X LDocument33 pagesIllustrates The Application of Integral Continuity Equation: Y Y X L, U U X L y Y, V Yu L y U Ly X LDR LuotanPas encore d'évaluation
- KVS PRESSURE REDUCING VALVEDocument3 pagesKVS PRESSURE REDUCING VALVEThúy VyPas encore d'évaluation
- 12pg142 146 Dehydration and Sweetening of Natural Gas 160214194840Document16 pages12pg142 146 Dehydration and Sweetening of Natural Gas 160214194840Muhammad sherazPas encore d'évaluation
- Development of a T53 Engine Computer ModelDocument42 pagesDevelopment of a T53 Engine Computer ModelpcatruongPas encore d'évaluation
- Attachment 4 - HRSG General ProcedureDocument6 pagesAttachment 4 - HRSG General ProcedureRicky JayaPas encore d'évaluation
- EME1026 Assignment 1Document6 pagesEME1026 Assignment 1Thaya IdhyomaticPas encore d'évaluation
- Intro To Fluid and Thermal Transport - ME 331 Laboratory Assignment #3 C. J. Kobus Bernoulli Equation DemonstrationDocument3 pagesIntro To Fluid and Thermal Transport - ME 331 Laboratory Assignment #3 C. J. Kobus Bernoulli Equation DemonstrationFernando PintadoPas encore d'évaluation
- Model O2 CalibrationDocument2 pagesModel O2 CalibrationAhmed HummerPas encore d'évaluation
- Gauges Calibration RegisterDocument14 pagesGauges Calibration RegisterNot GeniusPas encore d'évaluation
- Reliquefaction PlantDocument4 pagesReliquefaction PlantRijin EPas encore d'évaluation
- Boundary Layer ThicknessDocument3 pagesBoundary Layer ThicknessKamp RichardPas encore d'évaluation
- 3.air Handling UnitDocument19 pages3.air Handling UnitGauravPas encore d'évaluation
- Boiler MountingsDocument15 pagesBoiler MountingsBishwajit MahatoPas encore d'évaluation
- Thermodynamic design of a fire-tube steam boilerDocument8 pagesThermodynamic design of a fire-tube steam boilerวรศิษฐ์ อ๋องPas encore d'évaluation
- Fire Pump 185 283Document94 pagesFire Pump 185 283Julio César Elías RiveraPas encore d'évaluation
- Anaesthesia Machine Check - 2023Document31 pagesAnaesthesia Machine Check - 2023Melvin CyriacPas encore d'évaluation