Vous aimerez peut-être aussi
- Critical Processes for Electronic MaterialsDocument36 pagesCritical Processes for Electronic MaterialsAashutosh VyasPas encore d'évaluation
- Engineering Manual: XXX - XXX.XXXDocument12 pagesEngineering Manual: XXX - XXX.XXXsezio81Pas encore d'évaluation
- TD WSP 2006 PDFDocument5 pagesTD WSP 2006 PDFbehzadPas encore d'évaluation
- Case Study Pbfree Assembly Rework and Reliability Analysis of IpDocument26 pagesCase Study Pbfree Assembly Rework and Reliability Analysis of IpMasood Ur RehmanPas encore d'évaluation
- Productivity of Butt FusionDocument7 pagesProductivity of Butt FusionalensumPas encore d'évaluation
- Doe4 PDFDocument11 pagesDoe4 PDFlamthanh87Pas encore d'évaluation
- Welding Inspector Interview QuestionsDocument5 pagesWelding Inspector Interview QuestionsValli Raju91% (23)
- Nepcon: Smart GROUPDocument6 pagesNepcon: Smart GROUPanandsharma9Pas encore d'évaluation
- Thermocouples Specification and Data SheetsDocument8 pagesThermocouples Specification and Data SheetsRakesh NayakPas encore d'évaluation
- Design Guidelines for Surface Mount TechnologyD'EverandDesign Guidelines for Surface Mount TechnologyÉvaluation : 5 sur 5 étoiles5/5 (1)
- Pexgol Engineering Guide Indus 2012-09 SingelDocument102 pagesPexgol Engineering Guide Indus 2012-09 SingelFlorin StanciuPas encore d'évaluation
- Welding Manual Nov 2010Document187 pagesWelding Manual Nov 2010Sumit Chaurasia100% (4)
- BK - TNG 001 TS PI SP 001 Piping Material Specification Rev.1Document45 pagesBK - TNG 001 TS PI SP 001 Piping Material Specification Rev.1Kev Tra100% (1)
- kem 705 233Document7 pageskem 705 233AynamawPas encore d'évaluation
- Sample Questions - Mechanical General - AnswerDocument16 pagesSample Questions - Mechanical General - AnswermanojballaPas encore d'évaluation
- Zero Defect in P91-Report-2005Document20 pagesZero Defect in P91-Report-2005sbmmla100% (1)
- Rework Procedura e CurveDocument6 pagesRework Procedura e CurveMarco ZeldPas encore d'évaluation
- Ta Capacitors With Conductive Polymer Robust To Leadfree ProcessDocument7 pagesTa Capacitors With Conductive Polymer Robust To Leadfree ProcessMauricioSánchezPas encore d'évaluation
- BK TNG 001 TS PI SP 001 - Piping Specification - Rev 2Document45 pagesBK TNG 001 TS PI SP 001 - Piping Specification - Rev 2Kev TraPas encore d'évaluation
- Lead-free reflow soldering of LEDs: Parameters and recommendationsDocument16 pagesLead-free reflow soldering of LEDs: Parameters and recommendationshuynh thi y viPas encore d'évaluation
- Mathematical Modeling and Optimization For Powder-Based Additive ManufacturingDocument7 pagesMathematical Modeling and Optimization For Powder-Based Additive ManufacturinghykiPas encore d'évaluation
- Through Hole Component Soldering With The EC-reflow MateDocument10 pagesThrough Hole Component Soldering With The EC-reflow MatejackPas encore d'évaluation
- Welding Inspector Interview QuestionDocument21 pagesWelding Inspector Interview Questionjeswin100% (5)
- PRD-05653 Soldering Recommendations For Wolfspeed Power DevicesDocument7 pagesPRD-05653 Soldering Recommendations For Wolfspeed Power DevicesSonia ElouedPas encore d'évaluation
- Cooling Water Injection Skids Hot Tap Calculation SummaryDocument20 pagesCooling Water Injection Skids Hot Tap Calculation SummaryVetti Payan100% (6)
- SATORP Welding Interview GuideDocument21 pagesSATORP Welding Interview GuideHamid MansouriPas encore d'évaluation
- Satorp/Tr Interview Questionnare (Welding) : 1) What Is The Package Number and Explain?Document21 pagesSatorp/Tr Interview Questionnare (Welding) : 1) What Is The Package Number and Explain?RishiPas encore d'évaluation
- Job Procedure - PWHTDocument11 pagesJob Procedure - PWHTDebashish ChatterjeePas encore d'évaluation
- Process Engineering ChiyodaDocument65 pagesProcess Engineering ChiyodaSean Choi100% (10)
- AR1206-GEN-REP-001 Rev00Document9 pagesAR1206-GEN-REP-001 Rev00ThirukkumaranBalasubramanianPas encore d'évaluation
- Assembly of Flexible Circuits With Lead - Free Solder AlloyDocument16 pagesAssembly of Flexible Circuits With Lead - Free Solder AlloyBorad AlpeshPas encore d'évaluation
- Pipeline CoatingsDocument29 pagesPipeline Coatingstrpac100% (3)
- Solder Paste LP 5707: No-Clean, Halide Free, Lead-Free Solder PasteDocument4 pagesSolder Paste LP 5707: No-Clean, Halide Free, Lead-Free Solder PastebehzadPas encore d'évaluation
- Comparison of 100 Torr and 200 Torr BPSG Layer Deposited Using Sub Atmospheric Chemical Vapour Deposition (Sacvd) ProcessDocument9 pagesComparison of 100 Torr and 200 Torr BPSG Layer Deposited Using Sub Atmospheric Chemical Vapour Deposition (Sacvd) ProcessIAEME PublicationPas encore d'évaluation
- Satorp TR Interview Questionnar (Welding)Document21 pagesSatorp TR Interview Questionnar (Welding)abyPas encore d'évaluation
- Welding Procedure SpecificationDocument101 pagesWelding Procedure SpecificationOsman Gone Rana63% (8)
- Utr - PLN Suar PDFDocument86 pagesUtr - PLN Suar PDFJaka Sembung Golok100% (1)
- Metrode P92 Consumables Jul2006Document28 pagesMetrode P92 Consumables Jul2006Claudia MmsPas encore d'évaluation
- Vapor Phase Soldering TechniqueDocument5 pagesVapor Phase Soldering TechniquealisakeerpkPas encore d'évaluation
- Piping Code ComparisonDocument5 pagesPiping Code ComparisonAndy Hakim83% (6)
- The 2004 ITRS Assembly and Packaging Roadmap: Joe Adam TWG Co-ChairDocument11 pagesThe 2004 ITRS Assembly and Packaging Roadmap: Joe Adam TWG Co-ChairShivam PorwalPas encore d'évaluation
- Petrotest PDFDocument56 pagesPetrotest PDFLatoya QuinnPas encore d'évaluation
- LPS Upgrade On Blade.: Foto LegendaDocument6 pagesLPS Upgrade On Blade.: Foto LegendaEdson SilvaPas encore d'évaluation
- DVS 2205 WeldingDocument46 pagesDVS 2205 Weldingseanyin50% (2)
- Aramco Interview Questions-4Document21 pagesAramco Interview Questions-4chandu666creator100% (4)
- 0260 573 PVE Y 233 03 Guaranteed Technical Particulars For GISDocument36 pages0260 573 PVE Y 233 03 Guaranteed Technical Particulars For GISBebilson MansinghPas encore d'évaluation
- Piping HandbookDocument78 pagesPiping HandbookAurinho9292% (12)
- Preform in Paste Paper With CISCODocument15 pagesPreform in Paste Paper With CISCOAlexsander CamargoPas encore d'évaluation
- Temperature Rise Vs Trace Width On PCBDocument2 pagesTemperature Rise Vs Trace Width On PCBBorad AlpeshPas encore d'évaluation
- Welding Cost Optimization with GMAWDocument6 pagesWelding Cost Optimization with GMAWratneshkumar2004Pas encore d'évaluation
- Bs-Iso 12241Document61 pagesBs-Iso 12241juninho7050% (2)
- Jedec Industry Standard Classifications and Peak Solder TemperatureDocument8 pagesJedec Industry Standard Classifications and Peak Solder TemperatureGuillermo VillarPas encore d'évaluation
- CatalogDocument132 pagesCatalogAyman MousaPas encore d'évaluation
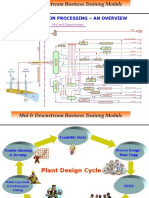
- Mid & Downstream Business Training ModuleDocument65 pagesMid & Downstream Business Training Modulepraveen013Pas encore d'évaluation
- Na 131121Document50 pagesNa 131121Mukund KashyapPas encore d'évaluation
- Ceramic Materials for Energy Applications VID'EverandCeramic Materials for Energy Applications VIHua-Tay LinPas encore d'évaluation
- Process Intensification for Sustainable Energy ConversionD'EverandProcess Intensification for Sustainable Energy ConversionPas encore d'évaluation
- Advanced and Refractory Ceramics for Energy Conservation and EfficiencyD'EverandAdvanced and Refractory Ceramics for Energy Conservation and EfficiencyHua-Tay LinPas encore d'évaluation
- Rapid Thermal Processing: Science and TechnologyD'EverandRapid Thermal Processing: Science and TechnologyRichard B. FairPas encore d'évaluation
- Ceramic Materials for Energy Applications IV: A Collection of Papers Presented at the 38th International Conference on Advanced Ceramics and Composites, January 27-31, 2014, Daytona Beach, FLD'EverandCeramic Materials for Energy Applications IV: A Collection of Papers Presented at the 38th International Conference on Advanced Ceramics and Composites, January 27-31, 2014, Daytona Beach, FLHua-Tay LinPas encore d'évaluation
- Technical Data Sheet for Ganga Heavy Aromatics: GaroSOL 150Document1 pageTechnical Data Sheet for Ganga Heavy Aromatics: GaroSOL 150Unpublished PoemaPas encore d'évaluation
- Illness Biomagnetism TreatmentDocument3 pagesIllness Biomagnetism TreatmentSilvia Arias100% (2)
- THS625 Bond Strength Fixtures: All Specifications Subject To Change Without Prior Notice Page 1 of 2Document2 pagesTHS625 Bond Strength Fixtures: All Specifications Subject To Change Without Prior Notice Page 1 of 2Ninh TranPas encore d'évaluation
- Waste ManagementDocument28 pagesWaste Managementkeerthishankar p100% (4)
- Fulvic AcidDocument2 pagesFulvic AcidNatalia NeliPas encore d'évaluation
- Analyses CarbohydratesDocument6 pagesAnalyses CarbohydratesNuril LailiyahPas encore d'évaluation
- Daftar PustakaDocument5 pagesDaftar PustakaTejo PaijoPas encore d'évaluation
- Chemical Properties of CoalDocument3 pagesChemical Properties of CoalAnonymous dN9aWyC1ePas encore d'évaluation
- Chemistry 0330 Exam 1 - October 10, 2018: Read Instructions CarefullyDocument7 pagesChemistry 0330 Exam 1 - October 10, 2018: Read Instructions CarefullyBananaPas encore d'évaluation
- Instalatii FrigorificeDocument684 pagesInstalatii Frigorificedanutprintisorul0% (1)
- Chap 1 Introduction To Chem Eng Profession - 2Document31 pagesChap 1 Introduction To Chem Eng Profession - 2SyafiyatulMunawarahPas encore d'évaluation
- 11Document19 pages11Mayank KumarPas encore d'évaluation
- Curriculum C-14 FOR Diploma in Electrical & Electronics EngineeringDocument224 pagesCurriculum C-14 FOR Diploma in Electrical & Electronics EngineeringM B Hemanth KumarPas encore d'évaluation
- Electrochemical Cells: (Review Electrochemistry in CHM 102)Document43 pagesElectrochemical Cells: (Review Electrochemistry in CHM 102)Najmul Puda PappadamPas encore d'évaluation
- Estimation of Acid Value in OilDocument20 pagesEstimation of Acid Value in OilSundar SkPas encore d'évaluation
- Alkenes Reactions NotesDocument14 pagesAlkenes Reactions NotesMartin AlvinPas encore d'évaluation
- Espectofotometro Uv 1900iDocument16 pagesEspectofotometro Uv 1900iAlecitaGutierrezMartinezPas encore d'évaluation
- Chemistry 2 - Assignment 1Document26 pagesChemistry 2 - Assignment 1api-435991783Pas encore d'évaluation
- Tetrapotassium PyrophosphateDocument2 pagesTetrapotassium PyrophosphateAftab S. MirzaPas encore d'évaluation
- Desalting Part 1 May 2009Document104 pagesDesalting Part 1 May 2009ermusatPas encore d'évaluation
- Venturi 1Document105 pagesVenturi 1Srinivasarao YenigallaPas encore d'évaluation
- Semiconductor Devices & Digital Circuits ExplainedDocument93 pagesSemiconductor Devices & Digital Circuits ExplainedYash JoshiPas encore d'évaluation
- Annexure I Journal ListDocument3 pagesAnnexure I Journal ListkbogeshwaranPas encore d'évaluation
- Assignment 06..Document6 pagesAssignment 06..Muhammad UsamaPas encore d'évaluation
- T. Henry Moray Device Generates Free EnergyDocument9 pagesT. Henry Moray Device Generates Free Energyrocism01100% (1)
- Bayer Premise SC 250ml Termites ControlDocument9 pagesBayer Premise SC 250ml Termites ControlThomas MathewPas encore d'évaluation
- Chapter 6 - (Ii) - Surface ChemistryDocument73 pagesChapter 6 - (Ii) - Surface ChemistryezanaPas encore d'évaluation
- Investigatory Project On Prep of CementDocument9 pagesInvestigatory Project On Prep of CementKrish JaiswalPas encore d'évaluation
- VF SDS Canola OilDocument7 pagesVF SDS Canola OilAlex Ogbe ElbjornPas encore d'évaluation
- Full Lectures ChemistryDocument85 pagesFull Lectures ChemistrySaja AliPas encore d'évaluation