Vous aimerez peut-être aussi
- Exercices RedressementDocument23 pagesExercices Redressementarnaud2990% (10)
- UltrasonDocument33 pagesUltrasonHazzaz Abdou0% (1)
- Schmasetappareillageslectriques PDFDocument87 pagesSchmasetappareillageslectriques PDFFatima Zahra BenyaminaPas encore d'évaluation
- Moteurs Spéciaux Dahlander...Document15 pagesMoteurs Spéciaux Dahlander...Yahya AidaraPas encore d'évaluation
- Présentation CND 2007Document158 pagesPrésentation CND 2007Koukous Moussa100% (1)
- Ch3 Systemes Sequentiels GrafcetDocument24 pagesCh3 Systemes Sequentiels GrafcetAnas TounsiPas encore d'évaluation
- Cours Shemas Electrique DetaileeDocument73 pagesCours Shemas Electrique DetaileeZAAIRA HAMZAPas encore d'évaluation
- Cetim Formation CND 2016Document44 pagesCetim Formation CND 2016DarkedgePas encore d'évaluation
- CND Par MagnetoscopieDocument29 pagesCND Par Magnetoscopieredwane ouberriPas encore d'évaluation
- Gestion Des RisquesDocument20 pagesGestion Des RisquesZAAIRA HAMZA100% (1)
- Exercices RDM Traction Enonc 1 PDFDocument3 pagesExercices RDM Traction Enonc 1 PDFMAGRI0% (3)
- Technique de Controle Non DestructifDocument70 pagesTechnique de Controle Non Destructifyoussef DhissiPas encore d'évaluation
- Velocimetrie LaserDocument1 pageVelocimetrie LaserKaffelPas encore d'évaluation
- Formulaire MMCDocument4 pagesFormulaire MMCazzamPas encore d'évaluation
- CHAPITRE 8 - Sollicitations SimplesDocument8 pagesCHAPITRE 8 - Sollicitations SimplesAnouar100% (12)
- Nanoparticules Magnétiques: Comment les nanoparticules magnétiques peuvent-elles griller les cellules cancéreuses au déjeuner ?D'EverandNanoparticules Magnétiques: Comment les nanoparticules magnétiques peuvent-elles griller les cellules cancéreuses au déjeuner ?Pas encore d'évaluation
- Les AccouplementsDocument28 pagesLes AccouplementsAnas AsranPas encore d'évaluation
- Les UltrasonsDocument31 pagesLes UltrasonsFirass Chafai100% (1)
- 1 Mouvement Harmonique Simple PDFDocument24 pages1 Mouvement Harmonique Simple PDFbook readerPas encore d'évaluation
- Magnétoscopie N2Document120 pagesMagnétoscopie N2Nihel MerhbenPas encore d'évaluation
- Cours Magnétostatique 1erDocument27 pagesCours Magnétostatique 1eromarPas encore d'évaluation
- TD CND-GMP - 20-21Document2 pagesTD CND-GMP - 20-21mh salaheddinePas encore d'évaluation
- Aide Mémoire UTDocument24 pagesAide Mémoire UTBoubouPas encore d'évaluation
- Tableau Résumé CND 1 PDFDocument5 pagesTableau Résumé CND 1 PDFghodbanePas encore d'évaluation
- Mini Projet - Conceptique - Machines OutilsDocument27 pagesMini Projet - Conceptique - Machines OutilsNassim RabaouiPas encore d'évaluation
- Contr Le Par UltrasonsDocument11 pagesContr Le Par UltrasonsfoufouPas encore d'évaluation
- Références Réglementaires Tunisiennes, Ex DR Mahjoub, GénéralesDocument7 pagesRéférences Réglementaires Tunisiennes, Ex DR Mahjoub, GénéralesbousninaPas encore d'évaluation
- CND Chapitre 4Document34 pagesCND Chapitre 4Firas Ben azizaPas encore d'évaluation
- Capteurs NiveauxDocument9 pagesCapteurs NiveauxIlias MajidiPas encore d'évaluation
- Chapitre 4. Les Ultrasons: Contrôle Non DestructifDocument16 pagesChapitre 4. Les Ultrasons: Contrôle Non DestructifsaidPas encore d'évaluation
- Chapitre I CNDDocument6 pagesChapitre I CNDريم الوحيشيPas encore d'évaluation
- 01 IntroductionDocument38 pages01 IntroductionHassana Mhf100% (1)
- Cour de RessuageDocument21 pagesCour de RessuageAmih ShkfPas encore d'évaluation
- Support de Cours de CND-1Document108 pagesSupport de Cours de CND-1Rachida KoulamaPas encore d'évaluation
- D7controle2sol 8oct99Document6 pagesD7controle2sol 8oct99saifbenPas encore d'évaluation
- TP CND 2Document5 pagesTP CND 2Amih Shkf100% (1)
- TP - Traction - PDF 2019 10 28 at 8.44.01 PMDocument16 pagesTP - Traction - PDF 2019 10 28 at 8.44.01 PMAntes de Partir, A.C.Pas encore d'évaluation
- 10 - Holographie & ShearographieDocument57 pages10 - Holographie & Shearographiehocimtm100% (1)
- Thermographie InfrarougeDocument11 pagesThermographie InfrarougeYasmine HammamiPas encore d'évaluation
- ThermodynamiqueDocument37 pagesThermodynamiqueBilal Bouakrif100% (1)
- Tableau de Classement Méthodes CND PDFDocument4 pagesTableau de Classement Méthodes CND PDFMustaphaPas encore d'évaluation
- Ultrasons: NiveauDocument32 pagesUltrasons: NiveauKarim HaddadPas encore d'évaluation
- Chapitre III Systèmes Mécanique Articulés Et Robotique - Transformations Homogènes - Boutaani 2020 PDFDocument62 pagesChapitre III Systèmes Mécanique Articulés Et Robotique - Transformations Homogènes - Boutaani 2020 PDFbilly benPas encore d'évaluation
- CND GeneralitesDocument25 pagesCND GeneralitesMohsen SaidiPas encore d'évaluation
- CND ProjetDocument8 pagesCND ProjetRal SeiPas encore d'évaluation
- TP RDMDocument19 pagesTP RDMahmed belmadani100% (1)
- Essais Sur L'acier 2021dDocument67 pagesEssais Sur L'acier 2021dFisso Ben BenPas encore d'évaluation
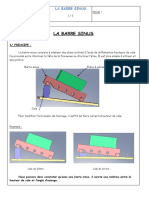
- Barre SinusDocument3 pagesBarre SinusKhaled TenPas encore d'évaluation
- TP Métrologie Controle Des FiletagesDocument2 pagesTP Métrologie Controle Des Filetagessoulaima kheder50% (2)
- Chapitre 1 Notions Bases MetrologieDocument7 pagesChapitre 1 Notions Bases MetrologiemounaPas encore d'évaluation
- Rapport Controle Non DestructifDocument25 pagesRapport Controle Non DestructifThe MaverickPas encore d'évaluation
- 6 4Document33 pages6 4Messaoud Djamal LaidiPas encore d'évaluation
- Vibrations 1DDL 1415 PolyDocument11 pagesVibrations 1DDL 1415 PolyAndre B. BricenoPas encore d'évaluation
- Capteurs AcquisitionDocument42 pagesCapteurs AcquisitionAhmed yacine kadriPas encore d'évaluation
- CND 1Document43 pagesCND 1mokhtar bouakelPas encore d'évaluation
- Exercice Sur Experience de RutherfordDocument3 pagesExercice Sur Experience de RutherfordFarouk MohamedPas encore d'évaluation
- TP Auto 3 CapteurDocument5 pagesTP Auto 3 CapteurYasser ThundeRPas encore d'évaluation
- Controle Radiographie RT-Orientation de Faut Et NumeriqueDocument22 pagesControle Radiographie RT-Orientation de Faut Et Numeriqueait.koufiPas encore d'évaluation
- IntoductionDocument56 pagesIntoductionIbtĩssem Chouiref100% (1)
- Technique UltrasonsDocument17 pagesTechnique UltrasonsChams1 ChehidiPas encore d'évaluation
- Transducteurs 1 - Capteurs PDFDocument27 pagesTransducteurs 1 - Capteurs PDFpierre_maréchalPas encore d'évaluation
- CND 140620102500 Phpapp02Document81 pagesCND 140620102500 Phpapp02SaidPas encore d'évaluation
- FT SurTec 602Document2 pagesFT SurTec 602Fulla Nain0% (1)
- 6 Exo 5 CorrigDocument6 pages6 Exo 5 CorrigBRAHIM BOUKALMOUNEPas encore d'évaluation
- Parametrage Des Systemes MecaniquesDocument13 pagesParametrage Des Systemes MecaniquesAdam MoallaPas encore d'évaluation
- CND RamadanyDocument35 pagesCND RamadanyZAAIRA HAMZAPas encore d'évaluation
- 5 Le Vérin - Elève PDFDocument5 pages5 Le Vérin - Elève PDFMoncef NemriPas encore d'évaluation
- 1er JourDocument49 pages1er Jourbounatiro HatemPas encore d'évaluation
- Va2 Deloule Sybelle 15102014Document212 pagesVa2 Deloule Sybelle 15102014Mohamed MehdiPas encore d'évaluation
- LA MÉTROLOGIE OthysDocument27 pagesLA MÉTROLOGIE OthysZAAIRA HAMZAPas encore d'évaluation
- Microprocesseur 6809 - ExpoDocument44 pagesMicroprocesseur 6809 - ExpoZAAIRA HAMZAPas encore d'évaluation
- TP de Mtrologie 2Document4 pagesTP de Mtrologie 2ZAAIRA HAMZAPas encore d'évaluation
- Les AutomatesDocument12 pagesLes AutomatesZAAIRA HAMZAPas encore d'évaluation
- M.S Et ASDocument2 pagesM.S Et ASZAAIRA HAMZAPas encore d'évaluation
- CR Schema YOUNESS HRIDADocument4 pagesCR Schema YOUNESS HRIDAZAAIRA HAMZAPas encore d'évaluation
- TP Maintenance ConditionnelleDocument6 pagesTP Maintenance ConditionnelleZAAIRA HAMZAPas encore d'évaluation
- Chapitre 3 Les Procedes de Demarrage PDFDocument22 pagesChapitre 3 Les Procedes de Demarrage PDFElyes Issaoui100% (2)
- Moteur Asynchrone Double SensDocument1 pageMoteur Asynchrone Double SensZAAIRA HAMZAPas encore d'évaluation
- Boite À Vitesse 2Document16 pagesBoite À Vitesse 2ZAAIRA HAMZAPas encore d'évaluation
- TP Du Viscosité Et Detection Ds FuitesDocument7 pagesTP Du Viscosité Et Detection Ds FuitesZAAIRA HAMZAPas encore d'évaluation
- TP 1 - 2Document14 pagesTP 1 - 2ZAAIRA HAMZAPas encore d'évaluation
- Documentation LOGODocument238 pagesDocumentation LOGOZAAIRA HAMZAPas encore d'évaluation
- Windows 7: 32 Ou 64 Bits ?: Les Astuces Du JourDocument2 pagesWindows 7: 32 Ou 64 Bits ?: Les Astuces Du JourZAAIRA HAMZAPas encore d'évaluation
- Cours Automatisme Parti IDocument56 pagesCours Automatisme Parti IZAAIRA HAMZA100% (1)
- TP 1 Manip 1Document5 pagesTP 1 Manip 1ZAAIRA HAMZAPas encore d'évaluation
- CND RamadanyDocument35 pagesCND RamadanyZAAIRA HAMZAPas encore d'évaluation
- UltrasonsDocument71 pagesUltrasonsZAAIRA HAMZAPas encore d'évaluation
- Ch1 Commande Systemes CombinatoiresDocument26 pagesCh1 Commande Systemes CombinatoiresZAAIRA HAMZAPas encore d'évaluation
- RessuageDocument15 pagesRessuageZAAIRA HAMZAPas encore d'évaluation
- Lubrification Cours2Document22 pagesLubrification Cours2ZAAIRA HAMZAPas encore d'évaluation
- Tech Lub CoursDocument27 pagesTech Lub CoursBassma RouanePas encore d'évaluation
- Tableau de KarnaughDocument9 pagesTableau de KarnaughZAAIRA HAMZAPas encore d'évaluation
- Cours Systeme TriphaseDocument11 pagesCours Systeme TriphaseZAAIRA HAMZAPas encore d'évaluation
- TD1 - MQ SMP S4 2020Document20 pagesTD1 - MQ SMP S4 2020moha100% (1)
- Thermodynamique StatistiqueDocument3 pagesThermodynamique StatistiqueMahfoud ZakiPas encore d'évaluation
- Baccalaureat SM 2023Document4 pagesBaccalaureat SM 2023David KientegaPas encore d'évaluation
- (Dyn) (CO) DynamiqueDocument20 pages(Dyn) (CO) DynamiqueHamala SidibePas encore d'évaluation
- Chapitre2 StheniqueDocument22 pagesChapitre2 StheniquemarouaPas encore d'évaluation
- Fiche de TD N 7Document4 pagesFiche de TD N 7Saad TaibiPas encore d'évaluation
- Programme Educatif PCT 4e Fev 19Document22 pagesProgramme Educatif PCT 4e Fev 19sytry BAKATIMBEPas encore d'évaluation
- S623.2 Comportement Des MecanismesDocument3 pagesS623.2 Comportement Des MecanismesGhada Mouedhen100% (2)
- CitationsDocument4 pagesCitationsAlfredPas encore d'évaluation
- 1sti Ex03 PDFDocument1 page1sti Ex03 PDFAnonymous EnGDhR1FaPas encore d'évaluation
- Module: Elasticité TD N°3 1 Année MasterDocument2 pagesModule: Elasticité TD N°3 1 Année Mastersamir ghebouliPas encore d'évaluation
- 1s1 Physique 03 05 2008Document5 pages1s1 Physique 03 05 2008Aliou ThiaoPas encore d'évaluation
- Thermo chp2Document8 pagesThermo chp2Achraf BlankiPas encore d'évaluation
- 1 Ere Sactivitephyschampmagnaimant 7 MNDocument15 pages1 Ere Sactivitephyschampmagnaimant 7 MNDadati SouPas encore d'évaluation
- Chap V Fluorescence Et PhosphorescenceDocument48 pagesChap V Fluorescence Et PhosphorescenceKatia DjerroudPas encore d'évaluation
- Deziri Nadjem EddineDocument81 pagesDeziri Nadjem EddineBertin KamsipaPas encore d'évaluation
- Série N°1 Dipole RC 2011 2012 (Alibi Anouar)Document8 pagesSérie N°1 Dipole RC 2011 2012 (Alibi Anouar)rachi fadyaPas encore d'évaluation
- 2010 - STI F 09 - Metre À Ruban Electrique - SujetDocument24 pages2010 - STI F 09 - Metre À Ruban Electrique - Sujetpatrick96151Pas encore d'évaluation
- Capteurs Position DeplacementDocument79 pagesCapteurs Position DeplacementzataraPas encore d'évaluation
- DSC1 2STE ATC 2013 2014 Lave LingeDocument6 pagesDSC1 2STE ATC 2013 2014 Lave Lingeismail elmoufakirPas encore d'évaluation
- Chapitre 4 Cinétique ÉlectrochimiqueDocument17 pagesChapitre 4 Cinétique ÉlectrochimiqueClosed WayPas encore d'évaluation
- Cours - Génie Mécanique - Schéma Cinématique Appui Réglable - 3ème Technique (2016-2017) MR ABIDI MOURAD PDFDocument8 pagesCours - Génie Mécanique - Schéma Cinématique Appui Réglable - 3ème Technique (2016-2017) MR ABIDI MOURAD PDFANDAHMOUPas encore d'évaluation
- Cours Mecanique Des Fluides-GBI1Document96 pagesCours Mecanique Des Fluides-GBI1Sami KarimPas encore d'évaluation
- Corrigé Interrogation2aPhys3 PDFDocument1 pageCorrigé Interrogation2aPhys3 PDFkahouadjiPas encore d'évaluation
- Potentiel Chimique Et Corps Pur, Corrigés Des ExercicesDocument9 pagesPotentiel Chimique Et Corps Pur, Corrigés Des ExercicesAbdou WahidPas encore d'évaluation
- Recovered PowerPoint 9Document32 pagesRecovered PowerPoint 9Jimmy WrightPas encore d'évaluation