Vous aimerez peut-être aussi
- DRP distribution requirements planning A Complete GuideD'EverandDRP distribution requirements planning A Complete GuidePas encore d'évaluation
- Implementing Integrated Business Planning: A Guide Exemplified With Process Context and SAP IBP Use CasesD'EverandImplementing Integrated Business Planning: A Guide Exemplified With Process Context and SAP IBP Use CasesPas encore d'évaluation
- Step by Step Approach For Configuration of Warehouse ManagementDocument53 pagesStep by Step Approach For Configuration of Warehouse ManagementKiran PereiraPas encore d'évaluation
- SD Model 1ansDocument10 pagesSD Model 1anssharathmscPas encore d'évaluation
- WM End User DocumentDocument4 pagesWM End User Document66ANAND66Pas encore d'évaluation
- Third-Party Process Overview - SAP BlogsDocument23 pagesThird-Party Process Overview - SAP BlogsManas Kumar SahooPas encore d'évaluation
- Sap SD PreviewDocument18 pagesSap SD PreviewRiin NhiPas encore d'évaluation
- Wulan's CVDocument6 pagesWulan's CVLucky AriadiPas encore d'évaluation
- Rebate ManagementDocument30 pagesRebate ManagementmkumarshahiPas encore d'évaluation
- Senthi Kumar. CVDocument3 pagesSenthi Kumar. CVAmresh PradhanPas encore d'évaluation
- Sap ModulesDocument4 pagesSap Modulesnatzy2004Pas encore d'évaluation
- SAP Activate With Agile Really Works-20dec2020Document8 pagesSAP Activate With Agile Really Works-20dec2020DhanumjayPas encore d'évaluation
- SAP-Enterprise Structure: Enterprise Resource Planning (ERP)Document29 pagesSAP-Enterprise Structure: Enterprise Resource Planning (ERP)Mahesh SalotagiPas encore d'évaluation
- Back Period LockDocument5 pagesBack Period LockPessi PessiPas encore d'évaluation
- Sap MM PDFDocument31 pagesSap MM PDFGourav RaoPas encore d'évaluation
- Configuration Rationale Document - Personnel StructureDocument11 pagesConfiguration Rationale Document - Personnel Structurepkank09100% (1)
- Step For Running RP in SAPDocument4 pagesStep For Running RP in SAPjufendraPas encore d'évaluation
- Questionnaire CC Split enDocument18 pagesQuestionnaire CC Split enKarthik ViswanathanPas encore d'évaluation
- Sap End UsersDocument3 pagesSap End UsersEyumalai MbaPas encore d'évaluation
- 006 Sales Order ProcessDocument119 pages006 Sales Order ProcessSalih SahinPas encore d'évaluation
- Dynamic Safety StockDocument6 pagesDynamic Safety StockAmir AliPas encore d'évaluation
- Complaints & ReturnsDocument10 pagesComplaints & ReturnsmshabnamPas encore d'évaluation
- Enterprise StructureDocument13 pagesEnterprise StructuremadanvankaPas encore d'évaluation
- Stock Counting Using SAP Warehouse Management (WMDocument19 pagesStock Counting Using SAP Warehouse Management (WMhelllwer0% (1)
- MM - User's Manual PDFDocument46 pagesMM - User's Manual PDFNithin MohanPas encore d'évaluation
- SAP Query Using ABAP: Submitted by Kiran Subramaniam SDocument10 pagesSAP Query Using ABAP: Submitted by Kiran Subramaniam SkiransurekirPas encore d'évaluation
- Comparison Between SAP IM - WM - Lean WM - DWM - EWMDocument4 pagesComparison Between SAP IM - WM - Lean WM - DWM - EWMSebastian BravoPas encore d'évaluation
- Sap PM RequirementDocument2 pagesSap PM RequirementSridhar KalyanPas encore d'évaluation
- Tailor-Making of SCM SNP Deployment Heuristics - Technical InsightsDocument6 pagesTailor-Making of SCM SNP Deployment Heuristics - Technical Insightssrinivas0212Pas encore d'évaluation
- Condition Value From Custom Routine For Sales Order Condition TypeDocument4 pagesCondition Value From Custom Routine For Sales Order Condition TypeParvinderPas encore d'évaluation
- Vendor Managed InventoryDocument8 pagesVendor Managed InventoryPatrick Kok0% (1)
- Sap SDDocument9 pagesSap SDSouvik_DasPas encore d'évaluation
- SAP IS Oil Gas Functionalities PDFDocument1 pageSAP IS Oil Gas Functionalities PDFmohannaiduram0% (1)
- SAP TM Course ContentDocument4 pagesSAP TM Course ContentRahul SinghPas encore d'évaluation
- MM 1 010 Lot Size CalculationDocument4 pagesMM 1 010 Lot Size Calculationaudi404Pas encore d'évaluation
- SAP MM Course Sap MM: How To Create SAP RFQ?Document9 pagesSAP MM Course Sap MM: How To Create SAP RFQ?MohammadPas encore d'évaluation
- Pricing in SAP ECO PDFDocument11 pagesPricing in SAP ECO PDFbobPas encore d'évaluation
- Sap MM Enterprise StructureDocument3 pagesSap MM Enterprise StructureMangezi TaperaPas encore d'évaluation
- List of SAP T-CodesDocument142 pagesList of SAP T-CodesPARTH PATELPas encore d'évaluation
- No Schedule Lines Due ToDocument15 pagesNo Schedule Lines Due ToBharathk KldPas encore d'évaluation
- Handling UnitsDocument8 pagesHandling UnitsImmanale YamarthiPas encore d'évaluation
- ERP System in Automobile SectorDocument7 pagesERP System in Automobile SectorvipuljagrawalPas encore d'évaluation
- PHD On ERPDocument5 pagesPHD On ERPchennakrishnarameshPas encore d'évaluation
- Sku ConvDocument3 pagesSku ConvAnonymous yuVgyxgPas encore d'évaluation
- Sap WM Interview Questions and AnswersDocument1 pageSap WM Interview Questions and AnswersRakesh Reddy Gopi ReddyPas encore d'évaluation
- 8LIM019772Document2 pages8LIM019772Alexis Poma TejadaPas encore d'évaluation
- Training Manual: Sap Plant Maintenance ModuleDocument62 pagesTraining Manual: Sap Plant Maintenance ModulemallinathaPas encore d'évaluation
- ABAP Debugging - Analyzing Memory Usage of Your ProgramsDocument8 pagesABAP Debugging - Analyzing Memory Usage of Your ProgramsDeadMan BlackHeartPas encore d'évaluation
- User Manual: "GST - Order To Cash Cycle" GST ImplementationDocument32 pagesUser Manual: "GST - Order To Cash Cycle" GST ImplementationSamarjit JenaPas encore d'évaluation
- SAP HR Course ContentsDocument3 pagesSAP HR Course Contentsశ్రీకాంత్ కొంతంPas encore d'évaluation
- Calibration Process StepsDocument3 pagesCalibration Process StepsAnonymous IVxadA7HRPas encore d'évaluation
- MM Enterprise Structure ConfigurationDocument55 pagesMM Enterprise Structure ConfigurationVijay Kumar GPas encore d'évaluation
- MM SAP GlossaryDocument3 pagesMM SAP GlossarySarthak Chandra100% (2)
- 18 Source DeterminationDocument18 pages18 Source DeterminationlymacsauokPas encore d'évaluation
- SD Questions & Answers: I Basis Knowledge and System NavigationDocument27 pagesSD Questions & Answers: I Basis Knowledge and System Navigationsyed hyder ALIPas encore d'évaluation
- supplier segmentation A Complete Guide - 2019 EditionD'Everandsupplier segmentation A Complete Guide - 2019 EditionPas encore d'évaluation
- Inventory Management System A Complete Guide - 2019 EditionD'EverandInventory Management System A Complete Guide - 2019 EditionPas encore d'évaluation
- Registration of NTN & STRNDocument23 pagesRegistration of NTN & STRNakj_co82Pas encore d'évaluation
- FAQ Company RegistrationDocument28 pagesFAQ Company Registrationakj_co82Pas encore d'évaluation
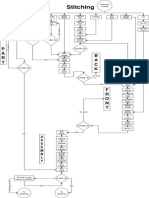
- Stitching Process Flow ChartDocument1 pageStitching Process Flow Chartakj_co82Pas encore d'évaluation
- Check List For Audit Data SR# DescriptionDocument1 pageCheck List For Audit Data SR# Descriptionakj_co82Pas encore d'évaluation
- Chemical NamesDocument13 pagesChemical Namesakj_co82Pas encore d'évaluation
- Internal Audit Frame WorkDocument15 pagesInternal Audit Frame Workakj_co82Pas encore d'évaluation
- Meeting Email RequestDocument1 pageMeeting Email Requestakj_co82Pas encore d'évaluation
- Name NumberDocument2 pagesName Numberakj_co82Pas encore d'évaluation
- Foh DistributionDocument91 pagesFoh Distributionakj_co82Pas encore d'évaluation
- OTIFDocument2 pagesOTIFakj_co82Pas encore d'évaluation
- Muslim Names - Boys: Name Meaning Name MeaningDocument7 pagesMuslim Names - Boys: Name Meaning Name Meaningakj_co82Pas encore d'évaluation
- Case Study Report GAP Inc. - Supply Chai PDFDocument31 pagesCase Study Report GAP Inc. - Supply Chai PDFWade EtiennePas encore d'évaluation
- Student ProjectsDocument27 pagesStudent ProjectsVishal Shah100% (1)
- Road Map To CSCPDocument2 pagesRoad Map To CSCPمرزا عظيم بيگPas encore d'évaluation
- Consistency ChecksDocument44 pagesConsistency ChecksckvnairPas encore d'évaluation
- 4PLDocument4 pages4PLswapnil08100% (1)
- KK Electronics Global Strategy 1. Perform SWOT Analysis For TheDocument10 pagesKK Electronics Global Strategy 1. Perform SWOT Analysis For ThesanzeetaPas encore d'évaluation
- MBA Operations and Supply Chain Management Lecture Notes 3Document6 pagesMBA Operations and Supply Chain Management Lecture Notes 3Michael FinleyPas encore d'évaluation
- Stock Transport With Delivery - ERP SCM - SCN WikiDocument6 pagesStock Transport With Delivery - ERP SCM - SCN WikiTrinadh PitchukaPas encore d'évaluation
- ItSMF An Introductory Overview of ITIL V3Document58 pagesItSMF An Introductory Overview of ITIL V3johnquilmesPas encore d'évaluation
- Procedure For SOBDocument2 pagesProcedure For SOBsimasolunkePas encore d'évaluation
- Role of Transportation in Supply Chain: Session 14Document27 pagesRole of Transportation in Supply Chain: Session 14Aritra BanerjeePas encore d'évaluation
- VijayDocument3 pagesVijayDheeraj MenonPas encore d'évaluation
- 5.MMOGLE Training Material For IndonesiaDocument106 pages5.MMOGLE Training Material For Indonesiamatwan29Pas encore d'évaluation
- 06 Whirlpool Case StudyDocument3 pages06 Whirlpool Case StudyAnvesh MineniPas encore d'évaluation
- Forrester - Retail Revenue ManagementDocument20 pagesForrester - Retail Revenue ManagementPaul DeleuzePas encore d'évaluation
- Case Study SCM at Wal-MartDocument4 pagesCase Study SCM at Wal-MartVarnika GuptaPas encore d'évaluation
- Aggregate Planning in SCMDocument10 pagesAggregate Planning in SCMNiranjan ThirPas encore d'évaluation
- Strategic Planning of Emirates Airline Commerce EssayDocument3 pagesStrategic Planning of Emirates Airline Commerce EssayMauna Bharat ShahPas encore d'évaluation
- Beitzen-Heineke ZeropackagingGroceryStores JCP2017Document15 pagesBeitzen-Heineke ZeropackagingGroceryStores JCP2017Ona MaePas encore d'évaluation
- Supply Chain Risk ManagementDocument61 pagesSupply Chain Risk ManagementTabz Hussain100% (2)
- The Significance of Relationship Management' As A Driver of Retention of Clients in 3PL (Third Party Logistics) : A Case Study in New Zealand.Document294 pagesThe Significance of Relationship Management' As A Driver of Retention of Clients in 3PL (Third Party Logistics) : A Case Study in New Zealand.Sunny KareemPas encore d'évaluation
- Respuestas Procurement Sales and PresalesDocument71 pagesRespuestas Procurement Sales and PresalesSergio MartinezPas encore d'évaluation
- Interating TQM & SCMDocument20 pagesInterating TQM & SCMKhanh Chi TranPas encore d'évaluation
- Integrating Supply Chain and Critical Chain Concepts in Engineer-Procure-Construct (EPC) ProjectsDocument10 pagesIntegrating Supply Chain and Critical Chain Concepts in Engineer-Procure-Construct (EPC) Projectsapi-3707091Pas encore d'évaluation
- File 1 PDFDocument165 pagesFile 1 PDFadnanPas encore d'évaluation
- Oil & Gas Supply Chain - Key FindingsDocument18 pagesOil & Gas Supply Chain - Key FindingsAchu F AchamPas encore d'évaluation
- Bullwhip EffectDocument12 pagesBullwhip EffectSamra YasinPas encore d'évaluation
- General Project FinalDocument29 pagesGeneral Project Finalsiddeshsai54458100% (1)
- Role of Supply Chain Management in E-CommerceDocument17 pagesRole of Supply Chain Management in E-Commercechunnu6192% (13)
- RRRRRRDocument23 pagesRRRRRRNisreen Al-sharePas encore d'évaluation