Vous aimerez peut-être aussi
- Value Chain Management Capability A Complete Guide - 2020 EditionD'EverandValue Chain Management Capability A Complete Guide - 2020 EditionPas encore d'évaluation
- Mas 12 - Operating and Financial BudgetingDocument4 pagesMas 12 - Operating and Financial BudgetingCarl Angelo LopezPas encore d'évaluation
- The Balanced Scorecard: A Tool To Implement StrategyDocument39 pagesThe Balanced Scorecard: A Tool To Implement StrategyAilene QuintoPas encore d'évaluation
- Income Tax Guide UgandaDocument13 pagesIncome Tax Guide UgandaMoses LubangakenePas encore d'évaluation
- Final Ratio Analysis (2) - 2Document4 pagesFinal Ratio Analysis (2) - 2anjuPas encore d'évaluation
- 13Document63 pages13amysilverbergPas encore d'évaluation
- Business CombinationDocument21 pagesBusiness CombinationSamPas encore d'évaluation
- The Balanced Scorecard: A Tool To Implement StrategyDocument39 pagesThe Balanced Scorecard: A Tool To Implement StrategyAilene QuintoPas encore d'évaluation
- PpeDocument5 pagesPpeSheila Mae AramanPas encore d'évaluation
- Financial Management Re Vie WeDocument60 pagesFinancial Management Re Vie WeferroalPas encore d'évaluation
- FA GP5 Assignment 1Document4 pagesFA GP5 Assignment 1saurabhPas encore d'évaluation
- Chapter 2 Xgoodgov Ballada 2Document23 pagesChapter 2 Xgoodgov Ballada 2Richie RayPas encore d'évaluation
- Chapter 13 MASDocument49 pagesChapter 13 MASKate Michelle AlbayPas encore d'évaluation
- IAS 19 Employee Benefits (2021)Document6 pagesIAS 19 Employee Benefits (2021)Tawanda Tatenda Herbert100% (1)
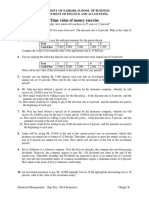
- Lecture 3 - Time Value of MoneyDocument22 pagesLecture 3 - Time Value of MoneyJason LuximonPas encore d'évaluation
- Slo 02 Acc230 08 TestDocument5 pagesSlo 02 Acc230 08 TestSammy Ben MenahemPas encore d'évaluation
- Accounting MaterialsDocument20 pagesAccounting MaterialsBhoxzs Mel Ikaw LngPas encore d'évaluation
- Performance 6.10Document2 pagesPerformance 6.10George BulikiPas encore d'évaluation
- Lesson 1 (Mutual Funds)Document14 pagesLesson 1 (Mutual Funds)JINKY MARIELLA VERGARAPas encore d'évaluation
- Segment Reporting Decentralized Operations and Responsibility Accounting SystemDocument34 pagesSegment Reporting Decentralized Operations and Responsibility Accounting SystemalliahnahPas encore d'évaluation
- Techniques of Capital Budgeting: Investment Evaluation CriteriaDocument29 pagesTechniques of Capital Budgeting: Investment Evaluation CriteriaNaitik ModiPas encore d'évaluation
- Time Value of MoneyDocument2 pagesTime Value of Moneyanon_672065362Pas encore d'évaluation
- Chapter 5 - Risk and ReturnDocument50 pagesChapter 5 - Risk and ReturnkjPas encore d'évaluation
- Responsibility Accounting and Transfer PricingDocument4 pagesResponsibility Accounting and Transfer PricingMerlita TuralbaPas encore d'évaluation
- Investment Analysis and Portfolio Management: Frank K. Reilly & Keith C. BrownDocument52 pagesInvestment Analysis and Portfolio Management: Frank K. Reilly & Keith C. BrownWhy you want to know100% (1)
- Capital Budgeting: Year Cash FlowDocument5 pagesCapital Budgeting: Year Cash FlowNaeem Uddin100% (3)
- Cost of Capital Reviewer For Financial Management IDocument56 pagesCost of Capital Reviewer For Financial Management Ikimjoonmyeon22Pas encore d'évaluation
- CHAPTER Three NDocument17 pagesCHAPTER Three Ntemedebere100% (1)
- SolMan Chapt9Document65 pagesSolMan Chapt9Jesiel Claire MarasiganPas encore d'évaluation
- CH2 - Financial Reporting MechanicsDocument32 pagesCH2 - Financial Reporting MechanicsStudent Sokha ChanchesdaPas encore d'évaluation
- Mergers & Acquisitions: Aldovino, Hansley Eud, Rizza Mae Magana, Geselle Rodil, Via NicoleDocument27 pagesMergers & Acquisitions: Aldovino, Hansley Eud, Rizza Mae Magana, Geselle Rodil, Via NicoleRizza Mae EudPas encore d'évaluation
- Chapter Four: Capital StructureDocument28 pagesChapter Four: Capital StructureFantayPas encore d'évaluation
- L1 Financial Reporting Question and Answ PDFDocument27 pagesL1 Financial Reporting Question and Answ PDFbcnxv100% (1)
- Acca p5 J-D 2010 Past Paper SummaryDocument6 pagesAcca p5 J-D 2010 Past Paper SummaryJamesno LumbPas encore d'évaluation
- Accounting: Prof: Jim Wallace TA: GolfDocument41 pagesAccounting: Prof: Jim Wallace TA: GolfNida BilalPas encore d'évaluation
- CFF 3 Im 04Document33 pagesCFF 3 Im 04AL SeneedaPas encore d'évaluation
- High Low MethodDocument4 pagesHigh Low MethodMwandoza MnyiphapheiPas encore d'évaluation
- CH 08 RevisedDocument51 pagesCH 08 RevisedBhakti MehtaPas encore d'évaluation
- 8 Responsibility AccountingDocument8 pages8 Responsibility AccountingXyril MañagoPas encore d'évaluation
- Cost Profit Analysis: Romnick E. Bontigao, Cpa, CTT, Mritax, Mba (O.G.)Document46 pagesCost Profit Analysis: Romnick E. Bontigao, Cpa, CTT, Mritax, Mba (O.G.)KemerutPas encore d'évaluation
- Consolidated Financial StatementsDocument7 pagesConsolidated Financial StatementsParvez NahidPas encore d'évaluation
- Capital Budgeting ProcessDocument17 pagesCapital Budgeting ProcessjaninePas encore d'évaluation
- GNBCY Chap07 Activity Based Costing With Cover PageDocument78 pagesGNBCY Chap07 Activity Based Costing With Cover PageGernette Condez TanPas encore d'évaluation
- Time Value of Money QuestionsDocument2 pagesTime Value of Money QuestionsDavidPas encore d'évaluation
- Capital Budgeting: Dr. Sadhna BagchiDocument28 pagesCapital Budgeting: Dr. Sadhna Bagchiarcha agrawalPas encore d'évaluation
- Case Study: Financial Planning and Forecasting By: Alyssa I. CasimiroDocument1 pageCase Study: Financial Planning and Forecasting By: Alyssa I. CasimiroBetty SantiagoPas encore d'évaluation
- Auditing Theory - Solution ManualDocument21 pagesAuditing Theory - Solution ManualAj de CastroPas encore d'évaluation
- Capital Budgeting DecisionsDocument120 pagesCapital Budgeting Decisionsgizex2013Pas encore d'évaluation
- Cost-Volume-Profit AnalysisDocument50 pagesCost-Volume-Profit AnalysisMarkiesha StuartPas encore d'évaluation
- What Is Funds Management?Document2 pagesWhat Is Funds Management?KidMonkey2299Pas encore d'évaluation
- Summary of Part 4 (Risk and Returns)Document3 pagesSummary of Part 4 (Risk and Returns)Justz LimPas encore d'évaluation
- Preparing Financial StatementsDocument18 pagesPreparing Financial StatementsAUDITOR97Pas encore d'évaluation
- Absorption Costing (Or Full Costing) and Marginal CostingDocument11 pagesAbsorption Costing (Or Full Costing) and Marginal CostingCharsi Unprofessional BhaiPas encore d'évaluation
- Time Value of MoneyDocument52 pagesTime Value of MoneyJasmine Lailani ChulipaPas encore d'évaluation
- ACCT 284 AD Clem Fionaguo Old Exam PacketDocument25 pagesACCT 284 AD Clem Fionaguo Old Exam PacketHemu JainPas encore d'évaluation
- What Challenges Do You See in The OD Process When The OD Practitioner and Client Come From Different CulturesDocument1 pageWhat Challenges Do You See in The OD Process When The OD Practitioner and Client Come From Different CulturesIfra AkhlaqPas encore d'évaluation
- Types of Budget: A Project Report OnDocument15 pagesTypes of Budget: A Project Report OnForam ShahPas encore d'évaluation
- ABC Sample ProblemsDocument16 pagesABC Sample ProblemsrsalicsicPas encore d'évaluation
- ABC Hansen & Mowen ch4 P ('t':'3', 'I':'669594619') D '' Var B Location Settimeout (Function ( If (Typeof Window - Iframe 'Undefined') ( B.href B.href ) ), 15000)Document22 pagesABC Hansen & Mowen ch4 P ('t':'3', 'I':'669594619') D '' Var B Location Settimeout (Function ( If (Typeof Window - Iframe 'Undefined') ( B.href B.href ) ), 15000)Aziza AmranPas encore d'évaluation
- Yellow Submarine - Amended Case Study - Final Written Report - Group 4Document12 pagesYellow Submarine - Amended Case Study - Final Written Report - Group 4Kristine Diones100% (1)
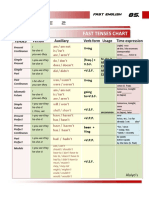
- Table 2: Fast Tenses ChartDocument5 pagesTable 2: Fast Tenses ChartAngel Julian HernandezPas encore d'évaluation
- Actividad N°11 Ingles 4° Ii Bim.Document4 pagesActividad N°11 Ingles 4° Ii Bim.jamesPas encore d'évaluation
- Minutes of Second English Language Panel Meeting 2023Document3 pagesMinutes of Second English Language Panel Meeting 2023Irwandi Bin Othman100% (1)
- CTC VoucherDocument56 pagesCTC VoucherJames Hydoe ElanPas encore d'évaluation
- Why Study in USADocument4 pagesWhy Study in USALowlyLutfurPas encore d'évaluation
- Taller InglesDocument11 pagesTaller InglesMartín GonzálezPas encore d'évaluation
- NegotiationDocument29 pagesNegotiationNina LeePas encore d'évaluation
- Louis I Kahn Trophy 2021-22 BriefDocument7 pagesLouis I Kahn Trophy 2021-22 BriefMadhav D NairPas encore d'évaluation
- Timeline of American OccupationDocument3 pagesTimeline of American OccupationHannibal F. Carado100% (3)
- Test 6Document7 pagesTest 6RuslanaPas encore d'évaluation
- DIS Investment ReportDocument1 pageDIS Investment ReportHyperPas encore d'évaluation
- Basic Priciples of GuidanceDocument6 pagesBasic Priciples of GuidanceRuth ApriliaPas encore d'évaluation
- Japanese Erotic Fantasies: Sexual Imagery of The Edo PeriodDocument12 pagesJapanese Erotic Fantasies: Sexual Imagery of The Edo Periodcobeboss100% (4)
- Infinivan Company Profile 11pageDocument11 pagesInfinivan Company Profile 11pagechristopher sunPas encore d'évaluation
- RAN16.0 Optional Feature DescriptionDocument520 pagesRAN16.0 Optional Feature DescriptionNargiz JolPas encore d'évaluation
- Deed of Assignment: Test All Results Data andDocument3 pagesDeed of Assignment: Test All Results Data andkumag2Pas encore d'évaluation
- Microplastic Occurrence Along The Beach Coast Sediments of Tubajon Laguindingan, Misamis Oriental, PhilippinesDocument13 pagesMicroplastic Occurrence Along The Beach Coast Sediments of Tubajon Laguindingan, Misamis Oriental, PhilippinesRowena LupacPas encore d'évaluation
- Prof. Sujata Patel Department of Sociology, University of Hyderabad Anurekha Chari Wagh Department of Sociology, Savitribaiphule Pune UniversityDocument19 pagesProf. Sujata Patel Department of Sociology, University of Hyderabad Anurekha Chari Wagh Department of Sociology, Savitribaiphule Pune UniversityHarish KumarPas encore d'évaluation
- SIP REPORT Bindu PDFDocument61 pagesSIP REPORT Bindu PDFRahul HissariaPas encore d'évaluation
- Full Download Health Psychology Theory Research and Practice 4th Edition Marks Test BankDocument35 pagesFull Download Health Psychology Theory Research and Practice 4th Edition Marks Test Bankquininemagdalen.np8y3100% (39)
- Fundamentals of Product and Service CostingDocument28 pagesFundamentals of Product and Service CostingPetronella AyuPas encore d'évaluation
- About Debenhams Company - Google SearchDocument1 pageAbout Debenhams Company - Google SearchPratyush AnuragPas encore d'évaluation
- 10 Grammar, Vocabulary, and Pronunciation ADocument7 pages10 Grammar, Vocabulary, and Pronunciation ANico FalzonePas encore d'évaluation
- Implementation of Brigada EskwelaDocument9 pagesImplementation of Brigada EskwelaJerel John Calanao90% (10)
- People Vs MaganaDocument3 pagesPeople Vs MaganachePas encore d'évaluation
- Consti 2: Case Digests - Regado: Home Building & Loan Assn. V BlaisdellDocument6 pagesConsti 2: Case Digests - Regado: Home Building & Loan Assn. V BlaisdellAleezah Gertrude RegadoPas encore d'évaluation
- Mulanay SummaryDocument1 pageMulanay SummaryJex Lexell BrionesPas encore d'évaluation
- Schmemann, A. - Introduction To Liturgical TheologyDocument85 pagesSchmemann, A. - Introduction To Liturgical Theologynita_andrei15155100% (1)
- X3 45Document20 pagesX3 45Philippine Bus Enthusiasts Society100% (1)