Vous aimerez peut-être aussi
- D450Document2 pagesD450saifullah629Pas encore d'évaluation
- XLPE Cable Systems User's GuideDocument28 pagesXLPE Cable Systems User's GuideMarcoPas encore d'évaluation
- Epoxy-Resin-Base Bonding Systems For ConcreteDocument6 pagesEpoxy-Resin-Base Bonding Systems For ConcreteDataniel RosarioPas encore d'évaluation
- Deflection and Natural Frequency of Steel Pole StructuresDocument13 pagesDeflection and Natural Frequency of Steel Pole StructuresabujalilPas encore d'évaluation
- Typar Commercial BrochureDocument8 pagesTypar Commercial BrochurededspiderfishPas encore d'évaluation
- Lab Report Experiment 5Document4 pagesLab Report Experiment 5Czarina mantuano100% (2)
- Under Water ConcretingDocument20 pagesUnder Water ConcretingPrasannaram100% (2)
- Legally Binding ASTM Standard for High-Strength SteelDocument4 pagesLegally Binding ASTM Standard for High-Strength SteelbkprodhPas encore d'évaluation
- MPI Maintenance Repainting ManualDocument18 pagesMPI Maintenance Repainting ManualnzarPas encore d'évaluation
- A 954 - 96 QTK1NC05NGDocument4 pagesA 954 - 96 QTK1NC05NGsachinguptachdPas encore d'évaluation
- Industrial Cable Support Systems MITADocument72 pagesIndustrial Cable Support Systems MITARaj Roy100% (1)
- Technical Evaluation Criteria For Water TarrifDocument1 pageTechnical Evaluation Criteria For Water TarrifABITI GETANEH GEBREMESKELPas encore d'évaluation
- Deformed and Plain Carbon-Steel Bars For Concrete ReinforcementDocument8 pagesDeformed and Plain Carbon-Steel Bars For Concrete ReinforcementmameniqPas encore d'évaluation
- Stability: and AnalysisDocument2 pagesStability: and Analysisx620Pas encore d'évaluation
- Astm c1461Document4 pagesAstm c1461Júlio RosaPas encore d'évaluation
- 01 High Rise Storage SolutionDocument19 pages01 High Rise Storage SolutionBalajee Biswanath MohantyPas encore d'évaluation
- A1018a1018m 31646Document9 pagesA1018a1018m 31646syed hamed hussainPas encore d'évaluation
- Polyisocyanurate InsulationDocument2 pagesPolyisocyanurate InsulationbuiphucuongPas encore d'évaluation
- FRP Structural Shapes CatalogDocument9 pagesFRP Structural Shapes CatalogWai CYPas encore d'évaluation
- WavePro LT Busway GE CatalogDocument40 pagesWavePro LT Busway GE CatalogWei Jiang NgPas encore d'évaluation
- Ice On TowersDocument2 pagesIce On TowersAlexandru ConstantinPas encore d'évaluation
- Engineered Over 10,000 km Transmission LinesDocument2 pagesEngineered Over 10,000 km Transmission Linesmhergonzales100% (1)
- O Line KTS KatalogDocument152 pagesO Line KTS KatalogJohan ConradiePas encore d'évaluation
- ASTM Volume 04.10, July 2016 Wood: Standard Number TitleDocument3 pagesASTM Volume 04.10, July 2016 Wood: Standard Number TitleVila Marchant CristianPas encore d'évaluation
- ASCE 7-22 CH 29com - For PC - SouDocument23 pagesASCE 7-22 CH 29com - For PC - SousharethefilesPas encore d'évaluation
- Add Info B-82974EN 01Document3 pagesAdd Info B-82974EN 01Charles JacobPas encore d'évaluation
- 2016-10-14 Hirac and Hazcon Rev B.aneDocument56 pages2016-10-14 Hirac and Hazcon Rev B.aneAllan EscobarPas encore d'évaluation
- Fire Door Inspections Repairs LabelingDocument5 pagesFire Door Inspections Repairs Labelingsaladin1977Pas encore d'évaluation
- Fiberglass Reinforced Styrene-Butadiene-Styrene (SBS) Modified Bituminous Sheets With A Factory Applied Metal SurfaceDocument3 pagesFiberglass Reinforced Styrene-Butadiene-Styrene (SBS) Modified Bituminous Sheets With A Factory Applied Metal SurfaceKevin Josue100% (1)
- D 2661 - 97 - Rdi2njetotdbrte - PDFDocument9 pagesD 2661 - 97 - Rdi2njetotdbrte - PDFAndre CasteloPas encore d'évaluation
- Gulf Cool Therm PIR Insulation GuideDocument12 pagesGulf Cool Therm PIR Insulation GuideSachin Bansode100% (1)
- No More Hacking Concrete With BRC Bonding CoatDocument2 pagesNo More Hacking Concrete With BRC Bonding CoatRaajeev Neela75% (4)
- EPC Services for Power ProjectsDocument6 pagesEPC Services for Power ProjectsEdzwan RedzaPas encore d'évaluation
- D 146 - 97 - Rde0ni05nw - PDFDocument6 pagesD 146 - 97 - Rde0ni05nw - PDFJonathan SantosPas encore d'évaluation
- Cold-Formed Steel Structures for Renewable Energy SystemsDocument37 pagesCold-Formed Steel Structures for Renewable Energy SystemsRitesh KumarPas encore d'évaluation
- Seismic Technical Guide Seismic Expansion Joints en SC2496Document15 pagesSeismic Technical Guide Seismic Expansion Joints en SC2496carrimonn11Pas encore d'évaluation
- Hybrid' Light Steel Panel and Modular SystemsDocument11 pagesHybrid' Light Steel Panel and Modular SystemsIr AyenPas encore d'évaluation
- SDI - 108 - Standard Steel Doors and FramesDocument4 pagesSDI - 108 - Standard Steel Doors and FramesPangit BertPas encore d'évaluation
- SubstationsDocument2 pagesSubstationsmilind199Pas encore d'évaluation
- B 824 PDFDocument6 pagesB 824 PDFKunal BhatiaPas encore d'évaluation
- CEVA 250-Phyzite 380Document1 pageCEVA 250-Phyzite 380hernie w. vergel de dios jrPas encore d'évaluation
- Z Modular BrochureDocument8 pagesZ Modular BrochureKishore KumarPas encore d'évaluation
- NGTS 201 Issue2 PDFDocument27 pagesNGTS 201 Issue2 PDFjuanluismartosPas encore d'évaluation
- Proposed Studio: 11 Reno RD, Sandringham, Vic 3191Document11 pagesProposed Studio: 11 Reno RD, Sandringham, Vic 3191Engineer 1122Pas encore d'évaluation
- EDS 06-0016 LV Network Earthing Design PDFDocument25 pagesEDS 06-0016 LV Network Earthing Design PDFRajendra Prasad ShuklaPas encore d'évaluation
- Applying TQM To The Construction Industry PDFDocument12 pagesApplying TQM To The Construction Industry PDFMaulana Mufti MuhammadPas encore d'évaluation
- Energy Sector EIADocument2 pagesEnergy Sector EIA666667Pas encore d'évaluation
- Astm A82 1979Document6 pagesAstm A82 1979yoki_triwahyudiPas encore d'évaluation
- SKB Shutters Insulated Fire Steel DoorsDocument6 pagesSKB Shutters Insulated Fire Steel DoorsWilliam Lee Wei LiangPas encore d'évaluation
- Acceptance Criteria For Nails and SpikesDocument9 pagesAcceptance Criteria For Nails and SpikesSathiaram RamPas encore d'évaluation
- Wet Setting Weld Plates in TiltUp PanelsDocument1 pageWet Setting Weld Plates in TiltUp Panelsraghuveer11Pas encore d'évaluation
- Bhma - CPD Feb. 2013Document468 pagesBhma - CPD Feb. 2013civileng_girlPas encore d'évaluation
- VSL Construction SystemsDocument26 pagesVSL Construction SystemsbarouniaminePas encore d'évaluation
- IBC PowerpointDocument41 pagesIBC PowerpointAnthony AngelesPas encore d'évaluation
- 085200fl PellaDocument21 pages085200fl PellaabobeedoPas encore d'évaluation
- UFC 3-490-06 - 2018.06 - ElevatorsDocument48 pagesUFC 3-490-06 - 2018.06 - ElevatorsMofasa EPas encore d'évaluation
- 534 Considerations For Choosing The Appropriate VDocument14 pages534 Considerations For Choosing The Appropriate VMary MorsePas encore d'évaluation
- Epkt RDocument7 pagesEpkt RirfanWPKPas encore d'évaluation
- Masterseal TC 254 - TdsDocument2 pagesMasterseal TC 254 - TdsHanyPas encore d'évaluation
- Modular Automation": Technical Seminar OnDocument24 pagesModular Automation": Technical Seminar OnAnil KumarPas encore d'évaluation
- IE399 Summer Training ReportDocument17 pagesIE399 Summer Training ReportgokanayazPas encore d'évaluation
- Advanced MaterialsDocument2 pagesAdvanced MaterialsJohn SantoshPas encore d'évaluation
- Effectiveness Ntu MethodDocument4 pagesEffectiveness Ntu MethodBen Musimane100% (1)
- CP 05 - Determine The Young S Modulus of A MaterialDocument2 pagesCP 05 - Determine The Young S Modulus of A MaterialABBIE ROSEPas encore d'évaluation
- EI Manifold Pressure ManualDocument12 pagesEI Manifold Pressure Manualjkloepping_634367970Pas encore d'évaluation
- A JIT Lot Splitting Model For Supply Chain Management Enhancing Buyer Supplier Linkage 2003 International Journal of Production EconomicsDocument10 pagesA JIT Lot Splitting Model For Supply Chain Management Enhancing Buyer Supplier Linkage 2003 International Journal of Production EconomicsDaniel Renaldo SimanjuntakPas encore d'évaluation
- Tli R3.0 PDFDocument6 465 pagesTli R3.0 PDFz_sadiq25% (4)
- Using Semi Circular Bending Test To Evaluate Low Temperature Fracture Resistance For Asphalt ConcreteDocument10 pagesUsing Semi Circular Bending Test To Evaluate Low Temperature Fracture Resistance For Asphalt Concreteappu140688Pas encore d'évaluation
- Sop Hydraulic Punch and ShearDocument1 pageSop Hydraulic Punch and ShearBorislav VulićPas encore d'évaluation
- fEA CourseDocument3 pagesfEA CourseAnant KumbhojkarPas encore d'évaluation
- The Properties of WaterDocument6 pagesThe Properties of WaterannisyaPas encore d'évaluation
- HP w2007 w2007v SMDocument75 pagesHP w2007 w2007v SMfeliPas encore d'évaluation
- Peristaltic Transport of A Viscous Fluid in An Asymmetric Channel With Permeable WallsDocument13 pagesPeristaltic Transport of A Viscous Fluid in An Asymmetric Channel With Permeable WallsRakeshconclavePas encore d'évaluation
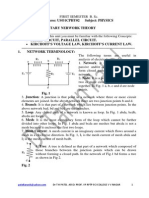
- Us01cphy02 Unit 1 2014 THPDocument18 pagesUs01cphy02 Unit 1 2014 THPapi-264723824Pas encore d'évaluation
- Mock Test Jee MainDocument142 pagesMock Test Jee MainAkash Ghosh0% (1)
- Strahlenfolter Stalking - TI - Baker - UK Targeted Individuals Activism & Safety Watch - February 2013 - UktargetedindividualsDocument3 pagesStrahlenfolter Stalking - TI - Baker - UK Targeted Individuals Activism & Safety Watch - February 2013 - UktargetedindividualsKarl-Hans-RohnPas encore d'évaluation
- Cap 3 CutoffDocument51 pagesCap 3 CutoffYashraj KajavePas encore d'évaluation
- Study of Buffer Overflows and Keyloggers in The Linux Operating SystemDocument8 pagesStudy of Buffer Overflows and Keyloggers in The Linux Operating Systemrobyrulz100% (1)
- STP of Ethifen SyrupDocument5 pagesSTP of Ethifen SyrupBejoy KarimPas encore d'évaluation
- 3M Cold Shrink Cable Joints MV HV 11kV 33kV 66kV BrochureDocument4 pages3M Cold Shrink Cable Joints MV HV 11kV 33kV 66kV BrochureMohammed MustafaPas encore d'évaluation
- GRAS 46BE 1/4Document9 pagesGRAS 46BE 1/4nino16041973Pas encore d'évaluation
- Hybrid or Standard?: Why The Urge To "Go Green"Document20 pagesHybrid or Standard?: Why The Urge To "Go Green"Tyler McPhersonPas encore d'évaluation
- 70005144e 1314001 PDFDocument501 pages70005144e 1314001 PDFLuis FernandoPas encore d'évaluation
- CS As Corporate Saviour - Oil and Gas Industry PDFDocument48 pagesCS As Corporate Saviour - Oil and Gas Industry PDFBalraj JPas encore d'évaluation
- The Weka Guard and Protector - Weka MarineDocument2 pagesThe Weka Guard and Protector - Weka MarineJoko SusiloPas encore d'évaluation
- Catalogo DeltaDocument2 pagesCatalogo DeltaHelena ChagasPas encore d'évaluation
- Formulation - Beton - Dreux - Gorisse Good - Fr.enDocument9 pagesFormulation - Beton - Dreux - Gorisse Good - Fr.enRabnawaz ImamPas encore d'évaluation
- Solution of EX2 Measurement of Liquid Electric C OnductivityDocument4 pagesSolution of EX2 Measurement of Liquid Electric C OnductivityArifiantoPas encore d'évaluation
- Oracle E-Business Suite Release 11i Upgrade To R12.1Document60 pagesOracle E-Business Suite Release 11i Upgrade To R12.1Vladimir PacotaipePas encore d'évaluation
- Final Defence 2078Document43 pagesFinal Defence 2078XxxPas encore d'évaluation