Vous aimerez peut-être aussi
- Machinery Vibration DiagnosticsDocument22 pagesMachinery Vibration Diagnosticstonytayic100% (6)
- Vibration DiagnosticsDocument54 pagesVibration Diagnosticsahadryk80% (5)
- Chapter 10Document63 pagesChapter 10Hosam Abd Elkhalek100% (1)
- Autocorrelation: 131 CAT IV Part 1 - Signal Processing SlidebookDocument8 pagesAutocorrelation: 131 CAT IV Part 1 - Signal Processing SlidebookLe Thanh Hai100% (2)
- PeakVue TrainingDocument98 pagesPeakVue TrainingThyagaraju Palisetty100% (5)
- Siemens Vibration Guidelines MonitoringDocument41 pagesSiemens Vibration Guidelines MonitoringwassimPas encore d'évaluation
- AMPLITUDE MODULATION Versus BEATSDocument5 pagesAMPLITUDE MODULATION Versus BEATSHaitham YoussefPas encore d'évaluation
- Identification of Torsional Vibration Features in Electrical Powered Rotating EquipmentDocument9 pagesIdentification of Torsional Vibration Features in Electrical Powered Rotating EquipmentHasan PashaPas encore d'évaluation
- VIBS Modal Overview 021703 MACLDocument55 pagesVIBS Modal Overview 021703 MACLBakkiya RajPas encore d'évaluation
- Application of Full Spectrum of Rotating Machinery DiagnosticsDocument5 pagesApplication of Full Spectrum of Rotating Machinery DiagnosticsMajid SattarPas encore d'évaluation
- Vibration NotesDocument95 pagesVibration NotesHaitham Youssef100% (1)
- ORBIT AnalysisDocument4 pagesORBIT AnalysisManoj PaneriPas encore d'évaluation
- Advanced Vibration Analysis TechniquesDocument324 pagesAdvanced Vibration Analysis Techniquesharikrishnanpd3327Pas encore d'évaluation
- Vibration MonitoringDocument67 pagesVibration MonitoringApurv Khandelwal100% (4)
- Vibration BasicsDocument120 pagesVibration Basicspradeep.selvarajan100% (1)
- SKF - Tech Associates of CharlotteDocument57 pagesSKF - Tech Associates of Charlotteiatorres100% (4)
- Pump Condition Monitoring Through Vibration AnalysisDocument20 pagesPump Condition Monitoring Through Vibration AnalysisIgor Juric100% (3)
- PeakvueDocument68 pagesPeakvueChe Khairuddin100% (1)
- Bently Book Chapter 4 Timebase Plots1Document18 pagesBently Book Chapter 4 Timebase Plots1Manuel L LombarderoPas encore d'évaluation
- 5 Successful Predictive Vibrations - March - 2012Document28 pages5 Successful Predictive Vibrations - March - 2012jorgemegok1860Pas encore d'évaluation
- Gearbox Vibration Analysis - Analysis Techniques: The Peril of Wall Chart' AnalystsDocument18 pagesGearbox Vibration Analysis - Analysis Techniques: The Peril of Wall Chart' AnalystsRICARDO OLIVEROPas encore d'évaluation
- Vibration Analysis of Rolling BearingsDocument99 pagesVibration Analysis of Rolling BearingsDaniel_Ali_bPas encore d'évaluation
- Basic Vibration Seminar: ALPS Maintaineering Services, IncDocument101 pagesBasic Vibration Seminar: ALPS Maintaineering Services, Incbadgeo77Pas encore d'évaluation
- Tunisia Bently Presentation DayDocument208 pagesTunisia Bently Presentation DayHamdi Mohamed100% (1)
- Introduction To PeakvueDocument55 pagesIntroduction To PeakvueAhmed Nazeem100% (4)
- VA II TrainingDocument393 pagesVA II Trainingjawadhussain195% (19)
- Rev.8 RBMviewDocument216 pagesRev.8 RBMviewdford8583Pas encore d'évaluation
- Vibration PDFDocument74 pagesVibration PDFshobhan1984Pas encore d'évaluation
- Basic Machinery VibrationsDocument181 pagesBasic Machinery Vibrationsxtremewhiz100% (1)
- System1tipstricks132 1 2Document10 pagesSystem1tipstricks132 1 2nabil160874Pas encore d'évaluation
- Vibration MathDocument4 pagesVibration Mathyianisr5990Pas encore d'évaluation
- VibMatters Current IssueDocument19 pagesVibMatters Current IssueUsman JabbarPas encore d'évaluation
- Monitoring Gear Boxes With Peakvue: Presentation at Niagara Falls Vibration Institute Chapter January 20, 2005Document60 pagesMonitoring Gear Boxes With Peakvue: Presentation at Niagara Falls Vibration Institute Chapter January 20, 2005eko bagus sunaryo100% (2)
- Vibration Institute - Basics of OCM PDFDocument39 pagesVibration Institute - Basics of OCM PDFenny setianyPas encore d'évaluation
- System 1Document4 pagesSystem 1nabil160874Pas encore d'évaluation
- Diagnostic Techniques For Vibration Analysis of BearingsDocument9 pagesDiagnostic Techniques For Vibration Analysis of BearingsMohd Asiren Mohd Sharif100% (1)
- EM 67 - Recommended Practices For A Bump TestDocument4 pagesEM 67 - Recommended Practices For A Bump TestChad Hunt100% (2)
- Machinery Diagnostic PlotsDocument16 pagesMachinery Diagnostic Plotsfazzlie100% (1)
- Detect Machinery Faults by Using Peak VueDocument13 pagesDetect Machinery Faults by Using Peak VueHarold Alconz100% (2)
- Introduction To PeakvueDocument55 pagesIntroduction To PeakvuesebastianPas encore d'évaluation
- CHAPTER 6 Resonance and Critical Speed TestingDocument31 pagesCHAPTER 6 Resonance and Critical Speed TestingHosam Abd Elkhalek67% (3)
- Envelope BearingDocument14 pagesEnvelope BearingHussein Razaq100% (1)
- Structural Health MonitoringD'EverandStructural Health MonitoringDaniel BalageasPas encore d'évaluation
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisD'EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisÉvaluation : 4 sur 5 étoiles4/5 (2)
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionD'EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionPas encore d'évaluation
- Mechanical Vibrations and Condition MonitoringD'EverandMechanical Vibrations and Condition MonitoringÉvaluation : 5 sur 5 étoiles5/5 (1)
- Rotating Machinery Reliability for Technicians and EngineersD'EverandRotating Machinery Reliability for Technicians and EngineersPas encore d'évaluation
- Troubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreD'EverandTroubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MorePas encore d'évaluation
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentD'EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Vibration Field Guide (For the Newbie Vibration Analyst)D'EverandVibration Field Guide (For the Newbie Vibration Analyst)Pas encore d'évaluation
- Vibration Quick ReferenceDocument49 pagesVibration Quick Referencekeepmoshing2Pas encore d'évaluation
- Signature AnalysisDocument49 pagesSignature AnalysisVirgilio100% (1)
- Vibration Diagnostics ChartDocument49 pagesVibration Diagnostics ChartHaitham MohammadPas encore d'évaluation
- Vibration Diagnostic ChartDocument49 pagesVibration Diagnostic ChartMuhammad afzalPas encore d'évaluation
- Vibration Diagnostic ChartDocument49 pagesVibration Diagnostic ChartAlex George100% (4)
- Centrifugal Fans Using Vibration Analysis To Detect ProblemsDocument3 pagesCentrifugal Fans Using Vibration Analysis To Detect ProblemsGivon Da Anneista100% (1)
- 04 Fault Analysis 2006Document57 pages04 Fault Analysis 2006peach5Pas encore d'évaluation
- 7 - Eccentricity, Hydraulic and AerodynamicDocument13 pages7 - Eccentricity, Hydraulic and Aerodynamickurniuawan6723Pas encore d'évaluation
- Machine Conditioning TableDocument6 pagesMachine Conditioning Tablea1607051Pas encore d'évaluation
- Unit 9: Cities of The World I. ObjectivesDocument4 pagesUnit 9: Cities of The World I. ObjectivesTrang Hoang NguyenPas encore d'évaluation
- Development of Mmlps in India: Western DFC Eastern DFCDocument2 pagesDevelopment of Mmlps in India: Western DFC Eastern DFCsdfg100% (2)
- Norsok Well IntegrityDocument162 pagesNorsok Well IntegrityAshish SethiPas encore d'évaluation
- San Beda University: Integrated Basic Education DepartmentDocument3 pagesSan Beda University: Integrated Basic Education DepartmentEmil SamaniegoPas encore d'évaluation
- Bollard Pull Calculations For Towing OperationsDocument8 pagesBollard Pull Calculations For Towing OperationsDiegoPas encore d'évaluation
- Metalastik Type Chevron SpringsDocument6 pagesMetalastik Type Chevron SpringsBo WangPas encore d'évaluation
- Lean ConstructionDocument37 pagesLean ConstructionMohamed Talaat ElsheikhPas encore d'évaluation
- 48 Sociology: B.A./B.Sc.: Elective and OptionalDocument4 pages48 Sociology: B.A./B.Sc.: Elective and OptionalMPas encore d'évaluation
- Morphometric Characterization of Jatropha Curcas Germplasm of North-East IndiaDocument9 pagesMorphometric Characterization of Jatropha Curcas Germplasm of North-East IndiafanusPas encore d'évaluation
- ABAP On HANA TopicsDocument23 pagesABAP On HANA Topicsrupesh kumarPas encore d'évaluation
- Extenso MeterDocument8 pagesExtenso MeterVijayanandh Raja100% (1)
- SRMDocument4 pagesSRMinocente333Pas encore d'évaluation
- 5S For Service Organizations and OfficesDocument28 pages5S For Service Organizations and OfficesSilviaPas encore d'évaluation
- The Child's Learning of English Morphology: WORDDocument29 pagesThe Child's Learning of English Morphology: WORDCatnis TomPas encore d'évaluation
- CCR Control System Interface HandbookDocument17 pagesCCR Control System Interface Handbooklcastrey23Pas encore d'évaluation
- Energy Epp1924 WildlifeAndAssetProtection EnglishDocument56 pagesEnergy Epp1924 WildlifeAndAssetProtection EnglishFalquian De EleniumPas encore d'évaluation
- EE 720 - HW Set 3 - 1Document2 pagesEE 720 - HW Set 3 - 1Abdullah AL-RazemPas encore d'évaluation
- PCI Express Test Spec Platform 3.0 06182013 TSDocument383 pagesPCI Express Test Spec Platform 3.0 06182013 TSDeng XinPas encore d'évaluation
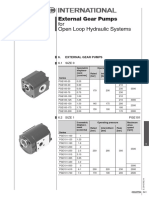
- External Gear Pumps For Open Loop Hydraulic SystemsDocument2 pagesExternal Gear Pumps For Open Loop Hydraulic SystemsBlashko GjorgjievPas encore d'évaluation
- ACT 2 Explanatory Answers - MathDocument27 pagesACT 2 Explanatory Answers - Mathrotat2348Pas encore d'évaluation
- Links of XII Physics Investigatory Project Allowtment 2Document3 pagesLinks of XII Physics Investigatory Project Allowtment 2yashtomarsoop07Pas encore d'évaluation
- 5 Levels of Leadership AnswersDocument4 pages5 Levels of Leadership Answersk98hk8wnnbPas encore d'évaluation
- Word Formation ListDocument8 pagesWord Formation ListpaticiaPas encore d'évaluation
- Life Evolution Universe Lecture Notes - AUCDocument45 pagesLife Evolution Universe Lecture Notes - AUCAlejandro VerdePas encore d'évaluation
- List Katalog Fire Hydrant (Box)Document3 pagesList Katalog Fire Hydrant (Box)Sales1 mpicaPas encore d'évaluation
- Barangay Labangon Shelter Plan: Group 6 Blackjacks Ar 3134 HousingDocument21 pagesBarangay Labangon Shelter Plan: Group 6 Blackjacks Ar 3134 HousingGicelle SenoPas encore d'évaluation
- Pro Tester ManualDocument49 pagesPro Tester ManualRobson AlencarPas encore d'évaluation
- Detector Demetales Manuel 103Document6 pagesDetector Demetales Manuel 103wilfredoPas encore d'évaluation
- Daikin LXE10E-A - Service Manual (TR 01-09B) PDFDocument238 pagesDaikin LXE10E-A - Service Manual (TR 01-09B) PDFmail4ksnPas encore d'évaluation
- Jaquar Sanitarywares PricelistDocument8 pagesJaquar Sanitarywares PricelistAnil KumarPas encore d'évaluation