Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Risk-Aware Control Approach For Decision-Making System of A Shared Evs AggregatorDocument11 pagesRisk-Aware Control Approach For Decision-Making System of A Shared Evs Aggregatorkurts010Pas encore d'évaluation
- XX Ue0 - Pompes - TDDocument5 pagesXX Ue0 - Pompes - TDbcenergiesPas encore d'évaluation
- 3 Pompes TD CorrectionDocument9 pages3 Pompes TD CorrectionChaimae BenjellounPas encore d'évaluation
- Innovative Cost Estimation For Agile Technology: A Novel Energy Storage Technique Incorporating Modified Planning PokerDocument15 pagesInnovative Cost Estimation For Agile Technology: A Novel Energy Storage Technique Incorporating Modified Planning Pokerkurts010100% (1)
- 1 s2.0 S0038092X16002103 Main PDFDocument11 pages1 s2.0 S0038092X16002103 Main PDFkurts010Pas encore d'évaluation
- 1 s2.0 S0038092X16002255 Main PDFDocument9 pages1 s2.0 S0038092X16002255 Main PDFkurts010Pas encore d'évaluation
- 1 s2.0 S0038092X16001651 Main PDFDocument7 pages1 s2.0 S0038092X16001651 Main PDFkurts010Pas encore d'évaluation
- 1 s2.0 S0927024803002605 Main PDFDocument9 pages1 s2.0 S0927024803002605 Main PDFkurts010Pas encore d'évaluation
- Practice3 DC Motor ControlDocument9 pagesPractice3 DC Motor Controlkurts010Pas encore d'évaluation
- 1 s2.0 S0038092X09002746 Main PDFDocument5 pages1 s2.0 S0038092X09002746 Main PDFkurts010Pas encore d'évaluation
- 1 s2.0 S0927024805002497 Main PDFDocument14 pages1 s2.0 S0927024805002497 Main PDFkurts010Pas encore d'évaluation
- 1 s2.0 S0927024814003717 Main PDFDocument7 pages1 s2.0 S0927024814003717 Main PDFkurts010Pas encore d'évaluation
- 1 s2.0 S0038092X04001434 MainDocument12 pages1 s2.0 S0038092X04001434 Mainkurts010Pas encore d'évaluation
- Journal of Alloys and CompoundsDocument8 pagesJournal of Alloys and Compoundskurts010Pas encore d'évaluation
- 1 s2.0 S0927024805000371 MainDocument11 pages1 s2.0 S0927024805000371 Mainkurts010Pas encore d'évaluation
- 1 s2.0 S0038092X16002103 Main PDFDocument11 pages1 s2.0 S0038092X16002103 Main PDFkurts010Pas encore d'évaluation
- 1 s2.0 S0038092X16002255 Main PDFDocument9 pages1 s2.0 S0038092X16002255 Main PDFkurts010Pas encore d'évaluation
- 1 s2.0 S0038092X09002746 Main PDFDocument5 pages1 s2.0 S0038092X09002746 Main PDFkurts010Pas encore d'évaluation
- 1 s2.0 S0038092X16001651 Main PDFDocument7 pages1 s2.0 S0038092X16001651 Main PDFkurts010Pas encore d'évaluation
- Measurement and Instrumentation Principles, First Edition - Alan S MorrisDocument491 pagesMeasurement and Instrumentation Principles, First Edition - Alan S MorrisAhmad QadomiPas encore d'évaluation
- Daq Exercises SampleDocument18 pagesDaq Exercises SampleUtushamash GrupoPas encore d'évaluation
- 1 s2.0 S0927024805000371 MainDocument11 pages1 s2.0 S0927024805000371 Mainkurts010Pas encore d'évaluation
- Acquire DataDocument8 pagesAcquire DataMadhur MayankPas encore d'évaluation
- Tutorial For Ansoft Designer SV - English VersionDocument61 pagesTutorial For Ansoft Designer SV - English Versionkurts010Pas encore d'évaluation
- The RepublicDocument422 pagesThe Republickurts010Pas encore d'évaluation
- 101 MotivationDocument27 pages101 Motivationkyashwanth100% (85)
- The RepublicDocument422 pagesThe Republickurts010Pas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Pricelist Juli 2023 UserDocument108 pagesPricelist Juli 2023 Userfitri heriyati pratiwiPas encore d'évaluation
- Plant CompetitionDocument4 pagesPlant CompetitionEugenTutunaruPas encore d'évaluation
- Sikaflex - 428 PrecastDocument4 pagesSikaflex - 428 PrecastrasasiPas encore d'évaluation
- Us 6796382 United States Patent 6,796,382 B2Document11 pagesUs 6796382 United States Patent 6,796,382 B2Daniel SullivanPas encore d'évaluation
- Yuanping Wang Chuqin Yu: Preparation and in Vitro Dissolution of Curcumin Tablets,, Zhixiang Gan, Zhongbo XieDocument7 pagesYuanping Wang Chuqin Yu: Preparation and in Vitro Dissolution of Curcumin Tablets,, Zhixiang Gan, Zhongbo XieChristinePas encore d'évaluation
- 131 - 1.9.1.2-95MXC - UltraHardDocument4 pages131 - 1.9.1.2-95MXC - UltraHardJSH100Pas encore d'évaluation
- Biology Notes - Respiratory SystemDocument9 pagesBiology Notes - Respiratory SystemnoorbdeirPas encore d'évaluation
- Lesson Plan Physical ScienceDocument7 pagesLesson Plan Physical ScienceRANDOLPH CABAOBASPas encore d'évaluation
- Viscosity Flow Time RelationDocument7 pagesViscosity Flow Time Relationm_k_tripathyPas encore d'évaluation
- Lecture Notes 19 - Accuracy and PrecisionDocument5 pagesLecture Notes 19 - Accuracy and PrecisionSurendra RamkissoonPas encore d'évaluation
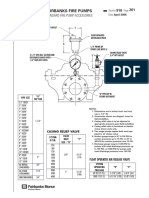
- Fire Pump AccessoriesDocument23 pagesFire Pump AccessoriesMuhammad ArslanPas encore d'évaluation
- APD Muffler (PA 00140)Document2 pagesAPD Muffler (PA 00140)Angel David Osorio RiveroPas encore d'évaluation
- 19 Pulv - MSDSDocument11 pages19 Pulv - MSDSLam NgọcPas encore d'évaluation
- SOP For Sampling and Testing Schedule of Water For Injection and Clean Steam - Pharmaceutical GuidelinesDocument2 pagesSOP For Sampling and Testing Schedule of Water For Injection and Clean Steam - Pharmaceutical GuidelinesASHOK KUMAR LENKA100% (1)
- AMPCO 18 SandDocument1 pageAMPCO 18 SandS BHATTACHARYYAPas encore d'évaluation
- Mixed-Use Development One Binondo: Moriones St. Cor. Juan Luna St. Binondo, ManilaDocument1 pageMixed-Use Development One Binondo: Moriones St. Cor. Juan Luna St. Binondo, ManilaedwinPas encore d'évaluation
- Aib ZT ZR55 75 90Document138 pagesAib ZT ZR55 75 90nidnitrkl05129650% (2)
- Dna ExtractionDocument2 pagesDna Extractionapi-358984084Pas encore d'évaluation
- Improved Formation Programme For Lead Acid Batteries 1628828706Document9 pagesImproved Formation Programme For Lead Acid Batteries 1628828706ehsan453Pas encore d'évaluation
- DrillingDocument21 pagesDrillingNabil RajPas encore d'évaluation
- Prepartion of 4 Bromo 2 ChloroacetanildeDocument11 pagesPrepartion of 4 Bromo 2 ChloroacetanildeAmil Patel0% (1)
- Quadrajet Service Manual 1981Document46 pagesQuadrajet Service Manual 1981Garrett Ross100% (4)
- Addis Ababa University: GeographyDocument6 pagesAddis Ababa University: GeographybereketPas encore d'évaluation
- Fisher HP and HPA Control Valves: Scope of ManualDocument64 pagesFisher HP and HPA Control Valves: Scope of ManualYogurtu NngePas encore d'évaluation
- Alakliphiles ProjDocument24 pagesAlakliphiles ProjReshmi Jadwani100% (2)
- Chapter 13 CarbohydratesDocument15 pagesChapter 13 CarbohydratesShanna Sophia PelicanoPas encore d'évaluation
- Grasim Compre ReportDocument60 pagesGrasim Compre ReportManas KalraPas encore d'évaluation
- Test To Check Quality of Bitumen For Use in Road WorkDocument13 pagesTest To Check Quality of Bitumen For Use in Road WorkTajdaarPas encore d'évaluation
- Determining Back Pressure When Sizing For PRV - Relief Devices Forum - Cheresources - Com CommunityDocument5 pagesDetermining Back Pressure When Sizing For PRV - Relief Devices Forum - Cheresources - Com CommunityKyriakos MichalakiPas encore d'évaluation
- Lab 5 - PotentiometryDocument18 pagesLab 5 - PotentiometrychiuPas encore d'évaluation