Vous aimerez peut-être aussi
- Comme Il Faut - AmDocument2 pagesComme Il Faut - AmDarry GuiltterPas encore d'évaluation
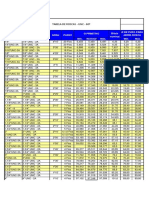
- Tablas de Torque - Ast PDFDocument2 pagesTablas de Torque - Ast PDFJOSE LOPEZPas encore d'évaluation
- Tabla Pandeo OmegaDocument1 pageTabla Pandeo OmegaAngel VegaPas encore d'évaluation
- Tabla de Perfiles Gerdau PDFDocument3 pagesTabla de Perfiles Gerdau PDFmevice63Pas encore d'évaluation
- Reducción Concéntrica: Normas de Diseño: Material: CédulaDocument2 pagesReducción Concéntrica: Normas de Diseño: Material: Cédulazulema guevaraPas encore d'évaluation
- Tee Acero SoldableDocument1 pageTee Acero Soldablebrady floresPas encore d'évaluation
- Thesis Yi ZHU 2004Document257 pagesThesis Yi ZHU 2004Djerboua OuahibaPas encore d'évaluation
- Manual IchaDocument58 pagesManual IchaPatricio Rodriguez ZuñigaPas encore d'évaluation
- EST P 002 - Rev - B Tensionado de PernosDocument9 pagesEST P 002 - Rev - B Tensionado de PernosPolita PolaPas encore d'évaluation
- Catalogue Ponts Roulants PDFDocument38 pagesCatalogue Ponts Roulants PDFBen TailleurPas encore d'évaluation
- Perfiles WDocument18 pagesPerfiles WJhon Alexander Buitrago DiazPas encore d'évaluation
- Maquina MK30 Mk40Document2 pagesMaquina MK30 Mk40MeniouraPas encore d'évaluation
- CodoDocument1 pageCodoMarco DiazPas encore d'évaluation
- En 12165 (Pages 1-26, 28-36) PDFDocument36 pagesEn 12165 (Pages 1-26, 28-36) PDFManpreet Singh100% (1)
- Aranceles Amdroc, 2021Document46 pagesAranceles Amdroc, 2021perfecto cigarroa salvadorPas encore d'évaluation
- Prontuario Arcelor MittalDocument44 pagesProntuario Arcelor MittalCamiloRestrepoAguilarPas encore d'évaluation
- Docshare - Tips - Tabela de Rosca Unc PDFDocument1 pageDocshare - Tips - Tabela de Rosca Unc PDFMarcos JuniorPas encore d'évaluation
- Asme B16.9Document46 pagesAsme B16.9frank.marcondes2416Pas encore d'évaluation
- Chavetas ANSI B17 1Document1 pageChavetas ANSI B17 1Elcio MarcioPas encore d'évaluation
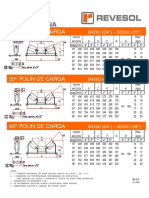
- Polines RevesolDocument52 pagesPolines Revesolrom100% (1)
- 1 Feipl Aiims Acad CHW Schematic Layout 29-09-2021 Hvac SchematicDocument1 page1 Feipl Aiims Acad CHW Schematic Layout 29-09-2021 Hvac Schematicngoc tanPas encore d'évaluation
- Course Pack For PoetryDocument37 pagesCourse Pack For PoetryLady MarupokPas encore d'évaluation
- Antosha Haimovich - Arpeggio For Jazz Saxophone PDFDocument9 pagesAntosha Haimovich - Arpeggio For Jazz Saxophone PDFRandy MarmerPas encore d'évaluation
- Ana MiléDocument2 pagesAna MiléCAMILO HERNANDEZ ARISTIZABALPas encore d'évaluation
- Imaniyath PDFDocument50 pagesImaniyath PDFMD.T.R. RehmanPas encore d'évaluation
- (Arreglos) - Mix Frankie Ruiz #2Document20 pages(Arreglos) - Mix Frankie Ruiz #2José Gabriel Siza AguilarPas encore d'évaluation
- ProbailityDocument42 pagesProbailityYassine Er-rabbanyPas encore d'évaluation
- El Liston Detu Pelo - Trompeta BB 2Document1 pageEl Liston Detu Pelo - Trompeta BB 2Felipe ChipanaPas encore d'évaluation
- Anexo - C1 - Trabajos en AlturaDocument1 pageAnexo - C1 - Trabajos en AlturaujeidohjahaotydhkfPas encore d'évaluation
- (Piano) Brigitte - Sauver Ma PeauDocument8 pages(Piano) Brigitte - Sauver Ma PeauPierre GauthierPas encore d'évaluation
- Paul Desmond - Samba Cantina PDFDocument4 pagesPaul Desmond - Samba Cantina PDFPeter PeukerPas encore d'évaluation
- Attention Mesdames Et Messieurs - GuitareDocument3 pagesAttention Mesdames Et Messieurs - GuitareNicolas SchiffPas encore d'évaluation
- I Got Rhythm - Trumpet in BB 4Document2 pagesI Got Rhythm - Trumpet in BB 4Adriano SilvaPas encore d'évaluation
- Finale 2009 - (100 Anos EL CONDOR PASA - Drum SetDocument2 pagesFinale 2009 - (100 Anos EL CONDOR PASA - Drum SetFactor David Esquivel ChavezPas encore d'évaluation
- Asi Fue B PDFDocument30 pagesAsi Fue B PDFJuanca ChugchilanPas encore d'évaluation
- Al Que Es Digno - Venció - Trompeta II - Mus PDFDocument2 pagesAl Que Es Digno - Venció - Trompeta II - Mus PDFMarvin RubenPas encore d'évaluation
- BOE-AUTORIZACION - Formulario - FrancaisDocument2 pagesBOE-AUTORIZACION - Formulario - FrancaisAnas BouraydaPas encore d'évaluation
- Flor Palida - TromboneDocument3 pagesFlor Palida - TromboneJhonny MorenoPas encore d'évaluation
- Calendarul Minerveiu Pe Anul 1909, Mica Enciclopedie Populara A Vietii Practice, 11, 1909Document356 pagesCalendarul Minerveiu Pe Anul 1909, Mica Enciclopedie Populara A Vietii Practice, 11, 1909Ciprian LupuPas encore d'évaluation
- Menu TigrisDocument28 pagesMenu Tigrisandani cakti prasetyaPas encore d'évaluation
- Peromira TrompasDocument1 pagePeromira TrompasLuis José ColomaPas encore d'évaluation
- Al Que Es Digno - Venció - Trompeta I.mus PDFDocument2 pagesAl Que Es Digno - Venció - Trompeta I.mus PDFRogelioPas encore d'évaluation
- 364-004923-1023-Edificio Mon Amour - Soporte de Losa - Piso 18Document1 page364-004923-1023-Edificio Mon Amour - Soporte de Losa - Piso 18melanie.1608.floPas encore d'évaluation
- Mix Antaño 2Document44 pagesMix Antaño 2Jhonatan Castro TorrealvaPas encore d'évaluation
- Finale 2005 - (CALLE LUNA CALLE SOL - 004G Piano)Document7 pagesFinale 2005 - (CALLE LUNA CALLE SOL - 004G Piano)josePas encore d'évaluation
- Got To Be RealDocument3 pagesGot To Be RealAlessandroPas encore d'évaluation
- OECD 223 Avian Acute Oral Toxicity Test 29072016Document28 pagesOECD 223 Avian Acute Oral Toxicity Test 29072016Ellóra Diniz GomesPas encore d'évaluation
- Decreto #37.2022 - Nomeia A Comissao Organizadora - Conferencia Municipal de EducacaoDocument1 pageDecreto #37.2022 - Nomeia A Comissao Organizadora - Conferencia Municipal de EducacaoNadia ReginaPas encore d'évaluation
- 2 - Opera Mercadorias 1Document20 pages2 - Opera Mercadorias 1DANIEL ALVES DA SILVAPas encore d'évaluation
- 1420 - 3e ÉTAGE+valves - 2022-07-22Document1 page1420 - 3e ÉTAGE+valves - 2022-07-22SébastienPas encore d'évaluation
- Una Aventura - Trompeta 1Document2 pagesUna Aventura - Trompeta 1OsvaldoUrzuaValdebenitoPas encore d'évaluation
- Finale 2005 - (MANTECA - 002G Piano)Document5 pagesFinale 2005 - (MANTECA - 002G Piano)josePas encore d'évaluation
- Plano Nuevo Codigo Urbano Añelo DefinitivoDocument1 pagePlano Nuevo Codigo Urbano Añelo Definitivojosedevp30Pas encore d'évaluation
- Casi Te Envidio - Trombon 1Document2 pagesCasi Te Envidio - Trombon 1Oscar Raul Clares QuispePas encore d'évaluation
- SALVE SALVE - Trumpet in BB 1Document1 pageSALVE SALVE - Trumpet in BB 1Edy Layme RiosPas encore d'évaluation
- Grupo 8918 Revision SistematicaDocument1 pageGrupo 8918 Revision SistematicaMARIANO SERGIO FABRICIO DE LA CRUZ RAMOSPas encore d'évaluation
- 24-Mambo No. 5 - Bass Tuba BB - MusDocument2 pages24-Mambo No. 5 - Bass Tuba BB - MusSTUDIO R.K.RPas encore d'évaluation
- Manual Eaton 9px 5-6kva PTDocument44 pagesManual Eaton 9px 5-6kva PTLeopoldo LopesPas encore d'évaluation
- PROPUESTA DRENAJE AGUAS LLUVIAS-Presentación1Document1 pagePROPUESTA DRENAJE AGUAS LLUVIAS-Presentación1via sitionuevofonsecaPas encore d'évaluation
- NF en Iso 3834-1Document17 pagesNF en Iso 3834-1VandebruggePas encore d'évaluation