Vous aimerez peut-être aussi
- Exercice 2 FCDocument1 pageExercice 2 FCNOURDINE EZZALMADIPas encore d'évaluation
- Exercice 1 FCDocument1 pageExercice 1 FCNOURDINE EZZALMADIPas encore d'évaluation
- Leadership Et Éthique: Définition Les Big Fives : Les 5 Traits Importants de La PersonnalitéDocument2 pagesLeadership Et Éthique: Définition Les Big Fives : Les 5 Traits Importants de La PersonnalitéNOURDINE EZZALMADIPas encore d'évaluation
- Corrigé Exercice 3 FCDocument2 pagesCorrigé Exercice 3 FCNOURDINE EZZALMADIPas encore d'évaluation
- Exercices Sur Le BilanDocument3 pagesExercices Sur Le BilanNOURDINE EZZALMADIPas encore d'évaluation
- STATUTDocument3 pagesSTATUTNOURDINE EZZALMADIPas encore d'évaluation
- Partie CibleDocument3 pagesPartie CibleNOURDINE EZZALMADIPas encore d'évaluation
- 52 RES HautChemin2 5 NotePresentationNonTechnique CompressedDocument45 pages52 RES HautChemin2 5 NotePresentationNonTechnique CompressedNOURDINE EZZALMADIPas encore d'évaluation
- INVETATIONDocument1 pageINVETATIONNOURDINE EZZALMADIPas encore d'évaluation
- CIBLE (AutoRecovered)Document4 pagesCIBLE (AutoRecovered)NOURDINE EZZALMADIPas encore d'évaluation
- 1030 Transaction ExtrajuridiciaireDocument3 pages1030 Transaction ExtrajuridiciaireNOURDINE EZZALMADIPas encore d'évaluation
- Luc Bégin, Lyse Langlois, Dany Rondeau (Dir.) - L'éthique Et Les Pratiques D'intervention en Organisation-Presses de L'université Laval (2015)Document292 pagesLuc Bégin, Lyse Langlois, Dany Rondeau (Dir.) - L'éthique Et Les Pratiques D'intervention en Organisation-Presses de L'université Laval (2015)NOURDINE EZZALMADIPas encore d'évaluation
- Certificat Détalonnage Et Constat de VérificationDocument5 pagesCertificat Détalonnage Et Constat de VérificationNOURDINE EZZALMADIPas encore d'évaluation
- LALADocument4 pagesLALANOURDINE EZZALMADIPas encore d'évaluation
- Les Conducteurs Et câblesPPDocument27 pagesLes Conducteurs Et câblesPPNOURDINE EZZALMADIPas encore d'évaluation
- Electronique de PuissanceDocument4 pagesElectronique de PuissanceNOURDINE EZZALMADIPas encore d'évaluation
- Presenatationassembleur 2010Document169 pagesPresenatationassembleur 2010NOURDINE EZZALMADIPas encore d'évaluation
- Exercice SDocument1 pageExercice SNOURDINE EZZALMADIPas encore d'évaluation
- COMPTE RenduDocument4 pagesCOMPTE Renduۥٰ ۥٰ ۥٰ ۥٰPas encore d'évaluation
- Rapport EREP Audit RomainvilleDocument105 pagesRapport EREP Audit RomainvilleStephane AyangmaPas encore d'évaluation
- II - Alliages Ferreux - Aciers & FontesDocument154 pagesII - Alliages Ferreux - Aciers & FontesTimo ShmittPas encore d'évaluation
- Calcul Tuyauterie BanidesDocument2 pagesCalcul Tuyauterie BanidesKadourSelloumPas encore d'évaluation
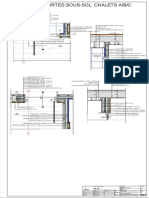
- A10-6 - Détails Portes Sous-SolDocument1 pageA10-6 - Détails Portes Sous-SolAndrei GoganPas encore d'évaluation
- XG 334V1 PDFDocument31 pagesXG 334V1 PDFMario Rodriguez JuradoPas encore d'évaluation
- 1chap1 (1) Bétons-GénéralitésDocument5 pages1chap1 (1) Bétons-GénéralitésAbd ElmalikPas encore d'évaluation
- Document 38Document240 pagesDocument 38xxxPas encore d'évaluation
- Les Systemes EtancheiteDocument10 pagesLes Systemes EtancheitemanuelaaaPas encore d'évaluation
- MAROC TUNISIE DA 9 Cartographie DéchetsTextilesDocument61 pagesMAROC TUNISIE DA 9 Cartographie DéchetsTextilesNawfal KettaniPas encore d'évaluation
- DallageDocument4 pagesDallageRifi MohamedPas encore d'évaluation
- Etude de La Centrale Hydrauliq - IDRISSI JAZOULI Asmaa - 2095 PDFDocument89 pagesEtude de La Centrale Hydrauliq - IDRISSI JAZOULI Asmaa - 2095 PDFmouadPas encore d'évaluation
- CCF Bac A OrduresDocument3 pagesCCF Bac A OrduresReda DahmanPas encore d'évaluation
- Memoire PDFDocument324 pagesMemoire PDFhammouchePas encore d'évaluation
- Autoclave VerticalDocument2 pagesAutoclave VerticalMarc Teissandier100% (1)
- Monter Etagere Sur Tasseaux PDFDocument4 pagesMonter Etagere Sur Tasseaux PDFKhaled GarrigusPas encore d'évaluation
- CourroieDocument16 pagesCourroiemessaoudiPas encore d'évaluation
- Note de Calcul PoteauDocument15 pagesNote de Calcul PoteauOlivier Rack Royal100% (1)
- Règlements de Classement - en Vigueur - 12072023Document26 pagesRèglements de Classement - en Vigueur - 12072023DJ MEGAPas encore d'évaluation
- Ec5 2003 Correction Exercices v1Document48 pagesEc5 2003 Correction Exercices v1raphael.dauchez100% (10)
- Corrosion Protection PDFDocument5 pagesCorrosion Protection PDFmaraghni_hassine7592Pas encore d'évaluation
- Nexans Outillage de PR Paration Pour...Document24 pagesNexans Outillage de PR Paration Pour...tekampatrick45Pas encore d'évaluation
- Différents Acier Pour Le Traitement Thermique - Sarl DassonvilleDocument7 pagesDifférents Acier Pour Le Traitement Thermique - Sarl DassonvilleAyoub BOUFTINIPas encore d'évaluation
- PAMITHERM CI Electronics Datasheet - 0Document1 pagePAMITHERM CI Electronics Datasheet - 0Toto TitiPas encore d'évaluation
- La Pose Du Papier-PeintDocument8 pagesLa Pose Du Papier-PeintYassou YasminouPas encore d'évaluation
- Chapitre VI Bétons Et Pathologies PDFDocument34 pagesChapitre VI Bétons Et Pathologies PDFAbdel Moussa100% (2)
- Améliorer votre mémoire: Un Guide pour l'augmentation de la puissance du cerveau, utilisant des techniques et méthodesD'EverandAméliorer votre mémoire: Un Guide pour l'augmentation de la puissance du cerveau, utilisant des techniques et méthodesÉvaluation : 5 sur 5 étoiles5/5 (2)
- Géobiologie de l'habitat et Géobiologie sacrée: Pour un lieu sainD'EverandGéobiologie de l'habitat et Géobiologie sacrée: Pour un lieu sainÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Technologie automobile: Les Grands Articles d'UniversalisD'EverandTechnologie automobile: Les Grands Articles d'UniversalisPas encore d'évaluation
- Électrotechnique | Pas à Pas: Bases, composants & circuits expliqués pour les débutantsD'EverandÉlectrotechnique | Pas à Pas: Bases, composants & circuits expliqués pour les débutantsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Revue des incompris revue d'histoire des oubliettes: Le Réveil de l'Horloge de Célestin Louis Maxime Dubuisson aliéniste et poèteD'EverandRevue des incompris revue d'histoire des oubliettes: Le Réveil de l'Horloge de Célestin Louis Maxime Dubuisson aliéniste et poèteÉvaluation : 3 sur 5 étoiles3/5 (3)
- Guide De Démarrage De L'Apiculture: Le Guide Complet Pour Élever Des AbeillesD'EverandGuide De Démarrage De L'Apiculture: Le Guide Complet Pour Élever Des AbeillesPas encore d'évaluation
- 20 Véritables remèdes de nos grands-mères pour maigrir vite et enfin perdre du poidsD'Everand20 Véritables remèdes de nos grands-mères pour maigrir vite et enfin perdre du poidsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Anatomie & 100 étirements essentiels pour le running: Principes de base, Techniques, Tableaux de séries, Précautions à prendre, Conseils, Programmes d'étirementsD'EverandAnatomie & 100 étirements essentiels pour le running: Principes de base, Techniques, Tableaux de séries, Précautions à prendre, Conseils, Programmes d'étirementsPas encore d'évaluation
- Anatomie & 100 étirements essentiels: Techniques, Bénéfices attendus, Précautions à prendre, Conseils, Tableaux de séries, DouleursD'EverandAnatomie & 100 étirements essentiels: Techniques, Bénéfices attendus, Précautions à prendre, Conseils, Tableaux de séries, DouleursPas encore d'évaluation
- L'Art de la guerre: Traité de stratégie en 13 chapitres (texte intégral)D'EverandL'Art de la guerre: Traité de stratégie en 13 chapitres (texte intégral)Évaluation : 4 sur 5 étoiles4/5 (3032)
- Production et propagation des sons: Les Grands Articles d'UniversalisD'EverandProduction et propagation des sons: Les Grands Articles d'UniversalisPas encore d'évaluation
- Affirmations positives : Perte de poids pour les femmesD'EverandAffirmations positives : Perte de poids pour les femmesPas encore d'évaluation
- L'Art de La Magie au Bougie Wicca: Le Guide du Débutant à la Pratique de la Magie au Bougie de WiccaD'EverandL'Art de La Magie au Bougie Wicca: Le Guide du Débutant à la Pratique de la Magie au Bougie de WiccaÉvaluation : 3 sur 5 étoiles3/5 (1)
- Secrets ancestraux d'un maître guérisseur: Un sceptique occidental, un maître oriental et les plus grands secrets de la vieD'EverandSecrets ancestraux d'un maître guérisseur: Un sceptique occidental, un maître oriental et les plus grands secrets de la vieÉvaluation : 5 sur 5 étoiles5/5 (2)
- Le B.A.-Ba de la communication: Comment convaincre, informer, séduire ?D'EverandLe B.A.-Ba de la communication: Comment convaincre, informer, séduire ?Évaluation : 3 sur 5 étoiles3/5 (1)