Vous aimerez peut-être aussi
- Apprendre À Réussir (André Giordan Etc.) (Z-Library)Document109 pagesApprendre À Réussir (André Giordan Etc.) (Z-Library)missi100% (1)
- Autobiographie LouteDocument32 pagesAutobiographie LouteLeïla SbaïPas encore d'évaluation
- Bilan Approfondi Alban FinDocument5 pagesBilan Approfondi Alban FinHélène HankartPas encore d'évaluation
- Injection Pump Inventory 7.16.2019Document130 pagesInjection Pump Inventory 7.16.2019Hussein SayedPas encore d'évaluation
- TGerland TC MemanjangDocument4 pagesTGerland TC MemanjangVinnPas encore d'évaluation
- Muestras Act 01 LEDDocument5 pagesMuestras Act 01 LEDjuan pablo moreno quinteroPas encore d'évaluation
- Gaby Muestras Act 01 CFLDocument5 pagesGaby Muestras Act 01 CFLHugo RuedaPas encore d'évaluation
- FSMP Non TraitéDocument7 pagesFSMP Non Traitémaxime.pfrenglePas encore d'évaluation
- Driholle Proy - CatalinaDocument72 pagesDriholle Proy - CatalinaWILLIAMPas encore d'évaluation
- A12 10314 ET OkDocument66 pagesA12 10314 ET OkAntonio Alonso Diaz ArriagaPas encore d'évaluation
- Asme B36.10 B36.19Document2 pagesAsme B36.10 B36.19ROSHANPas encore d'évaluation
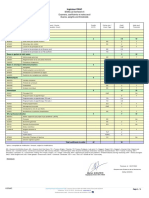
- Total Chemical Analysis Report 2022-2023 (10890)Document6 pagesTotal Chemical Analysis Report 2022-2023 (10890)sourajpatelPas encore d'évaluation
- Calculo de Kriging - JHAIR FERNANDO RAMOS CHAMBILLADocument3 pagesCalculo de Kriging - JHAIR FERNANDO RAMOS CHAMBILLAJhair Fernando Ramos ChambillaPas encore d'évaluation
- Beton 0.50%Document2 pagesBeton 0.50%Yoga SaputraPas encore d'évaluation
- Labels of Columns From Etabs ProgramDocument39 pagesLabels of Columns From Etabs Programahmed mostafaPas encore d'évaluation
- Test 50hzDocument200 pagesTest 50hzccy2422399207Pas encore d'évaluation
- Data AkselerometerDocument89 pagesData AkselerometerBang YosPas encore d'évaluation
- Error Indmgtg2Document18 pagesError Indmgtg2Carlos TamayoPas encore d'évaluation
- Lomas 2018 Eo Corr Esca InarDocument184 pagesLomas 2018 Eo Corr Esca InarEdwin Christian Choque AriasPas encore d'évaluation
- New Microsoft Excel WorksheetDocument107 pagesNew Microsoft Excel WorksheetIulian NgiPas encore d'évaluation
- Dimensiones de Tubos de Acero OctalSteelDocument6 pagesDimensiones de Tubos de Acero OctalSteelROGER ADELAIDO RIVERA BONFILPas encore d'évaluation
- MOMENTOSDocument4 pagesMOMENTOSCaleb Churano ShuanPas encore d'évaluation
- 1Document562 pages1kuwatPas encore d'évaluation
- 1Document562 pages1kuwatPas encore d'évaluation
- Espesores y Pesos de TuberiaDocument1 pageEspesores y Pesos de Tuberiaignaciolopez_calidadPas encore d'évaluation
- Atico 2017 Eo Corr Esca InarDocument69 pagesAtico 2017 Eo Corr Esca InarEdwin Christian Choque AriasPas encore d'évaluation
- KRP Painting For W.joint Factor - by - KumyiDocument1 pageKRP Painting For W.joint Factor - by - KumyiImran AliPas encore d'évaluation
- DATA - GEOLISTRIK AsyfRDocument46 pagesDATA - GEOLISTRIK AsyfRAchmad SyafriansyahPas encore d'évaluation
- PECP9067-07 - One Safe Source 2019 - WEB-201-300Document100 pagesPECP9067-07 - One Safe Source 2019 - WEB-201-300LEonardoPas encore d'évaluation
- SEME72RDocument2 pagesSEME72RAgus SubandiPas encore d'évaluation
- Level SheetDocument32 pagesLevel SheetajiboyePas encore d'évaluation
- Dimensiones-De-Tuberia 2Document1 pageDimensiones-De-Tuberia 2Cherie JohnsonPas encore d'évaluation
- Diseño Hidráulico de La Linea de ConduccionDocument15 pagesDiseño Hidráulico de La Linea de ConduccionBRINER SANCHEZPas encore d'évaluation
- DATA - GEOLISTRIK - 2 - Baru (1) LanjutDocument122 pagesDATA - GEOLISTRIK - 2 - Baru (1) LanjutAchmad SyafriansyahPas encore d'évaluation
- Workbook 2Document137 pagesWorkbook 2marioPas encore d'évaluation
- Approx Weight of ASME B16.9 90 °3D ElbowsDocument1 pageApprox Weight of ASME B16.9 90 °3D ElbowsYuan DiPas encore d'évaluation
- SurveyDocument4 pagesSurveyYKTLKYILYIÑYPas encore d'évaluation
- Datos Curva Calibracion AASDocument11 pagesDatos Curva Calibracion AASGiulianna AntoniaPas encore d'évaluation
- APPENDIX-D_DISPLACEMENT SUMMARYDocument26 pagesAPPENDIX-D_DISPLACEMENT SUMMARYashish shrivastavPas encore d'évaluation
- Zincite CIFDocument123 pagesZincite CIFBianca CalderonPas encore d'évaluation
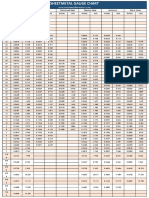
- Sheetmetal Gauge ChartDocument1 pageSheetmetal Gauge ChartJawed HakeemPas encore d'évaluation
- Caraveli 2007 Eo Corr Esca InarDocument203 pagesCaraveli 2007 Eo Corr Esca InarEdwin Christian Choque AriasPas encore d'évaluation
- Ra Bill - 12Document44 pagesRa Bill - 12chitti001Pas encore d'évaluation
- Displacement RAODocument6 pagesDisplacement RAOiandelupyPas encore d'évaluation
- Peso TeoricoDocument2 pagesPeso TeoricoKinesio FernandezPas encore d'évaluation
- Cement Aggreta MixtureDocument5 pagesCement Aggreta MixturePradeep KumarPas encore d'évaluation
- 2.1 Planilla de Metrados de Movimientos de Tierras - Volumenes Ordenados PDFDocument7 pages2.1 Planilla de Metrados de Movimientos de Tierras - Volumenes Ordenados PDFSaul Purihuaman OrdoñezPas encore d'évaluation
- PETDocument39 pagesPETJoão Pedro Gomes CoelhoPas encore d'évaluation
- No Te - de - Cal Cul Ae P Et Assain IssementDocument7 pagesNo Te - de - Cal Cul Ae P Et Assain IssementGaz Co2Pas encore d'évaluation
- Sondiha 1Document7 pagesSondiha 1Aman AnandPas encore d'évaluation
- COLUMNASDocument15 pagesCOLUMNASMick Tirado SilvaPas encore d'évaluation
- Calculos de La Red de DistribuciónDocument2 pagesCalculos de La Red de DistribuciónCharlie BrownPas encore d'évaluation
- Coeficientes AdimensionalesDocument6 pagesCoeficientes AdimensionalestomassotogPas encore d'évaluation
- Respon SpectrumDocument3 pagesRespon SpectrummunirulPas encore d'évaluation
- Extrait de Valeurs Normalisees NF en 20286 2 1Document10 pagesExtrait de Valeurs Normalisees NF en 20286 2 1atika kabouyaPas encore d'évaluation
- Porosidad y SaturacionDocument10 pagesPorosidad y Saturacionsantiago quispe mamaniPas encore d'évaluation
- AcelerogramaDocument1 pageAcelerogramaJopo KizamePas encore d'évaluation
- Mesh To MicronDocument1 pageMesh To MicronLONG LASTPas encore d'évaluation
- Pesos de Tubos de CobreDocument2 pagesPesos de Tubos de CobreJackson BravosPas encore d'évaluation
- Cenovnik 2015Document807 pagesCenovnik 2015Lakic AleksandarPas encore d'évaluation
- CTGDocument123 pagesCTGFaizpradanaPas encore d'évaluation
- Bba 520Document5 pagesBba 520Janos HallaPas encore d'évaluation
- Szervizintervallumok Tablazat A4 v5Document2 pagesSzervizintervallumok Tablazat A4 v5Janos HallaPas encore d'évaluation
- En Tmanual Proteco-AngieDocument4 pagesEn Tmanual Proteco-AngieJanos HallaPas encore d'évaluation
- Klimatoltet-5b21fd98b3969 (1) - 1Document24 pagesKlimatoltet-5b21fd98b3969 (1) - 1Györök PeterPas encore d'évaluation
- Klimatoltet-5b21fd98b3969 (1) - 1Document24 pagesKlimatoltet-5b21fd98b3969 (1) - 1Györök PeterPas encore d'évaluation
- CV BtsDocument1 pageCV Btscainri40Pas encore d'évaluation
- Entretien 1 PDFDocument3 pagesEntretien 1 PDFHamza ABBASSI100% (1)
- Fiche Coefs Et Notes Seuils IENAC22 - S5 v1 SignéeDocument1 pageFiche Coefs Et Notes Seuils IENAC22 - S5 v1 SignéePierre MALODPas encore d'évaluation
- 2023-Etape1-Valoriser Sa Formation-TransitionsDocument6 pages2023-Etape1-Valoriser Sa Formation-TransitionskorpasmagdalenaPas encore d'évaluation
- Rapport Depot RihabAzzouzDocument2 pagesRapport Depot RihabAzzouzMakki Ben SalemPas encore d'évaluation
- Test Corrigé - Avril 2022Document4 pagesTest Corrigé - Avril 2022Fame TechnologyPas encore d'évaluation
- GO Inference-BayesienneDocument11 pagesGO Inference-BayesienneLuc XuPas encore d'évaluation
- Implémentation D'openvpn FinalDocument26 pagesImplémentation D'openvpn Finalgibbonss1Pas encore d'évaluation
- Grandes Villes RabatDocument22 pagesGrandes Villes Rabatyouness.azzaoui3Pas encore d'évaluation
- 5255Document24 pages5255competitionPas encore d'évaluation
- Recommandations Pour Le Traitement Des Commandes de Livres Courants Destinés Aux BibliothèquesDocument12 pagesRecommandations Pour Le Traitement Des Commandes de Livres Courants Destinés Aux Bibliothèquesdoou138Pas encore d'évaluation
- FICHE - Pré - RE Inscription - DAEU A 2023 2024 FormDocument1 pageFICHE - Pré - RE Inscription - DAEU A 2023 2024 Formmagloiresangbate78Pas encore d'évaluation