Vous aimerez peut-être aussi
- Robots financiers et I.A.: Aspects pratiques et éthiquesD'EverandRobots financiers et I.A.: Aspects pratiques et éthiquesPas encore d'évaluation
- Reporting pilier 3 de solvabilité II: Guide pour la production des QRTD'EverandReporting pilier 3 de solvabilité II: Guide pour la production des QRTPas encore d'évaluation
- Grafica ActividadDocument11 pagesGrafica ActividadAmauri AlexisPas encore d'évaluation
- GRAFICA CONTROL 2020 (Septiembre)Document10 pagesGRAFICA CONTROL 2020 (Septiembre)Leydi Rojas VeizagaPas encore d'évaluation
- Gráficos de Control para VariablesDocument21 pagesGráficos de Control para VariablesEiber RojasPas encore d'évaluation
- THVT Tạm Tính 07 Phòng Điện + Các Phòng Còn Lại Cho 04 Ga Tầng Mặt ĐấtDocument166 pagesTHVT Tạm Tính 07 Phòng Điện + Các Phòng Còn Lại Cho 04 Ga Tầng Mặt Đấtnam nguyengiangPas encore d'évaluation
- Rendemen p28-6 Email TGL 27Document77 pagesRendemen p28-6 Email TGL 27Hanah DanielaPas encore d'évaluation
- Data ApaDocument21 pagesData ApaRatih Junia AnggraenyPas encore d'évaluation
- Lista de Materiales - R3Document5 pagesLista de Materiales - R3jose Carlos Franco ReyesPas encore d'évaluation
- Tabel Saluran Pembuang Bab 4Document1 pageTabel Saluran Pembuang Bab 4Afif NurPas encore d'évaluation
- Actividad Carta de Atributos UDocument2 pagesActividad Carta de Atributos UFabian BecerraPas encore d'évaluation
- Bluman App C Tables PDFDocument31 pagesBluman App C Tables PDFAngelique E. RanocoPas encore d'évaluation
- Planilla Tributaria-BernalDocument22 pagesPlanilla Tributaria-BernalBernal Vargas Hugo BernalPas encore d'évaluation
- Meza Valencia Grupo 1 Practica 8Document14 pagesMeza Valencia Grupo 1 Practica 8Ezequiel André Meza ValenciaPas encore d'évaluation
- Calibre de Bayas 12+Document4 pagesCalibre de Bayas 12+BeLliis MqcPas encore d'évaluation
- Pregunta 4Document7 pagesPregunta 4Ernesto Leonidas EspinozaPas encore d'évaluation
- Noelka UrbaezDocument67 pagesNoelka UrbaezjosePas encore d'évaluation
- CHARTDocument10 pagesCHARTHoang Thao NhiPas encore d'évaluation
- Hydrostatic Calculation 2112022 Final 2Document14 pagesHydrostatic Calculation 2112022 Final 2MD MUSTAFAPas encore d'évaluation
- Estimasi Nilai TFDocument3 pagesEstimasi Nilai TFPulungSeptianYahyaPas encore d'évaluation
- Elastic I DadDocument29 pagesElastic I DadSofia Orrego HincapiePas encore d'évaluation
- ES3 CC Industrias Grafica de Control LecheDocument11 pagesES3 CC Industrias Grafica de Control LecheFernando Stuar Campos MendozaPas encore d'évaluation
- Ejercicio 7.3 MaresDocument3 pagesEjercicio 7.3 Maresjosemaresh8Pas encore d'évaluation
- Tabela de Perda de Carga PVC PBA-DeFOFODocument6 pagesTabela de Perda de Carga PVC PBA-DeFOFOBruno CastroPas encore d'évaluation
- Datos Agurpados Clase 10Document6 pagesDatos Agurpados Clase 10ArianaPas encore d'évaluation
- Caractéristique Formule Nbre de Goutteur Q, Gout: OLIVIER10 5Document41 pagesCaractéristique Formule Nbre de Goutteur Q, Gout: OLIVIER10 5elmoudniPas encore d'évaluation
- Conversion FactorDocument7 pagesConversion FactorImran AliPas encore d'évaluation
- Calcul de La Van Et Du Tri Ppour Le ProjetDocument18 pagesCalcul de La Van Et Du Tri Ppour Le Projetbellaahou100% (2)
- Volumes ChausseeDocument3 pagesVolumes Chausseecyrine.alaya14Pas encore d'évaluation
- SoulDocument6 pagesSoulapakaurasa3Pas encore d'évaluation
- 324 DasdaDocument203 pages324 DasdaMichelle LouiPas encore d'évaluation
- Carte NDocument4 pagesCarte Nelyousfi chifaePas encore d'évaluation
- Hasil GADocument283 pagesHasil GAkhairul bastianPas encore d'évaluation
- Taller Matemáticas Financieras Semana 2Document14 pagesTaller Matemáticas Financieras Semana 2norlindamolinaPas encore d'évaluation
- Budget If Crredit Card Cancelled and MB For 6000 DepositDocument47 pagesBudget If Crredit Card Cancelled and MB For 6000 DepositCHARLES MATHEWPas encore d'évaluation
- تجربة1Document5 pagesتجربة1hamadmukhtar95Pas encore d'évaluation
- Dimensionnement Chiffrage1 Ventilation PDCDocument10 pagesDimensionnement Chiffrage1 Ventilation PDCManuel GonzalezPas encore d'évaluation
- Gráficas de ControlDocument13 pagesGráficas de ControlCangrejo DrawsPas encore d'évaluation
- Ejercicio 3Document24 pagesEjercicio 3Mara Caballero TicahuancaPas encore d'évaluation
- R-Calculation 2012Document13 pagesR-Calculation 2012Vivek PatilPas encore d'évaluation
- Helice 1Document1 pageHelice 1josePas encore d'évaluation
- Demanda EnergeticaDocument129 pagesDemanda EnergeticaAnderson VillarrealPas encore d'évaluation
- Control Estadistico Semana 2Document5 pagesControl Estadistico Semana 2Hector Anibal Barraza LopezPas encore d'évaluation
- Dimensiones de Tubos de Acero OctalSteelDocument6 pagesDimensiones de Tubos de Acero OctalSteelROGER ADELAIDO RIVERA BONFILPas encore d'évaluation
- Charges PoteauxDocument14 pagesCharges Poteauxdionguesaliou873Pas encore d'évaluation
- Tavole Valore Attuale 2Document12 pagesTavole Valore Attuale 2student.grfPas encore d'évaluation
- Tramo Iii AbrilDocument10 pagesTramo Iii AbrilHenry PautratPas encore d'évaluation
- Corrigé Rattrapage 2016Document4 pagesCorrigé Rattrapage 2016SoùFian AitPas encore d'évaluation
- Note de Calcule Ecl ExtDocument4 pagesNote de Calcule Ecl ExtMohamed RaaisPas encore d'évaluation
- Guia 5 SolDocument5 pagesGuia 5 SolGabriel LeguaPas encore d'évaluation
- Solow Model CompletedDocument14 pagesSolow Model CompletedAdamPas encore d'évaluation
- Calibre de Bayas Sup1 Lt4Document4 pagesCalibre de Bayas Sup1 Lt4BeLliis MqcPas encore d'évaluation
- Tabel Pengamatan Modul 2 - Kelompok 10Document13 pagesTabel Pengamatan Modul 2 - Kelompok 10mhmd qisamPas encore d'évaluation
- 0 Karena Aku DisiniDocument66 pages0 Karena Aku Disini02halizhanidyasPas encore d'évaluation
- Dimensionamento Beira 1Document5 pagesDimensionamento Beira 1marvinmuate77Pas encore d'évaluation
- Prod - Embarques Flame 19-20Document9 pagesProd - Embarques Flame 19-20Yohan sanchoPas encore d'évaluation
- Fundatii 1Document1 pageFundatii 12minimini12Pas encore d'évaluation
- 1 ContenedorDocument8 pages1 Contenedorjbm AlixcarPas encore d'évaluation
- GRAFICO DE CONTROL X.R. RESUELTO - EXAMEN 2o. CORTEDocument11 pagesGRAFICO DE CONTROL X.R. RESUELTO - EXAMEN 2o. CORTEJose Juan FloresPas encore d'évaluation
- Exercices CorrigésDocument5 pagesExercices CorrigésFodé Karifa KantéPas encore d'évaluation
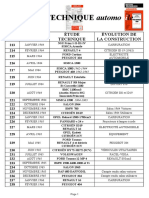
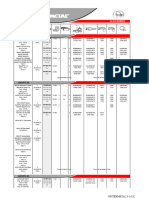
- Numérotation REVUE TECHNIQUE AutomobileDocument10 pagesNumérotation REVUE TECHNIQUE Automobilekevin berquierPas encore d'évaluation
- Depose Pose de L Assise Du Siege Conducteur Type 638Document3 pagesDepose Pose de L Assise Du Siege Conducteur Type 638rxt.215Pas encore d'évaluation
- Prix Pieces CaptivesDocument125 pagesPrix Pieces CaptivesL'Usine Nouvelle100% (1)
- Mercedes c400 - Recherche GoogleDocument1 pageMercedes c400 - Recherche Googleyann kerryPas encore d'évaluation
- Pentru Toate Componentele Vehiculelor Exista Cel Putin o Exigenta ReglementaraDocument26 pagesPentru Toate Componentele Vehiculelor Exista Cel Putin o Exigenta ReglementaraAlin MihaiPas encore d'évaluation
- User Manual Abrites Commander For Psa FrenchDocument25 pagesUser Manual Abrites Commander For Psa Frenchabo maremPas encore d'évaluation
- Wix Usa 23Document750 pagesWix Usa 23nigopoc937Pas encore d'évaluation
- Cti 2Document448 pagesCti 2leonardoagui100% (1)
- Wallys CarDocument12 pagesWallys CarFiras KACHROUDIPas encore d'évaluation
- Projet Sur l'AUDIDocument15 pagesProjet Sur l'AUDIKhemiri AzizPas encore d'évaluation
- Affectation Des Carburateurs Par Constructeurs Et Modeles de RENAULT A Fin de Liste PDFDocument15 pagesAffectation Des Carburateurs Par Constructeurs Et Modeles de RENAULT A Fin de Liste PDFAhmad HamoudaPas encore d'évaluation
- Alfa RomeoDocument4 pagesAlfa Romeoisrael.anedisPas encore d'évaluation
- 01 Apresentação 307 PDFDocument1 page01 Apresentação 307 PDFNuno VenâncioPas encore d'évaluation
- Acheter Ou Vendre Votre Renault 19 ALIZE 1.9DT Neuve Ou D'occasion. Comparez Les Offres Et Obtenez Le Meilleur PrixDocument1 pageAcheter Ou Vendre Votre Renault 19 ALIZE 1.9DT Neuve Ou D'occasion. Comparez Les Offres Et Obtenez Le Meilleur PrixKing GamePas encore d'évaluation
- Fiche Technique Kona Pour Le Web MarsDocument2 pagesFiche Technique Kona Pour Le Web MarsAchraf FettouhiPas encore d'évaluation
- Lista de Precios + Disp Cauchos 30-08-2022Document2 pagesLista de Precios + Disp Cauchos 30-08-2022Ruben Dario Perez MorenoPas encore d'évaluation
- 10 1301Document13 pages10 1301hanihichemPas encore d'évaluation
- Partiel 2017 S2Document8 pagesPartiel 2017 S2clarisse.dlny29Pas encore d'évaluation
- Catalogue Hyundai CretaDocument2 pagesCatalogue Hyundai CretaTaj Niouky100% (1)
- CAUDALIMETROSDocument41 pagesCAUDALIMETROSWilliam RamírezPas encore d'évaluation
- Cours Eleve Les Mecanismes de CarrosserieDocument7 pagesCours Eleve Les Mecanismes de CarrosseriefetniPas encore d'évaluation
- Brecav Bobinette 2010Document108 pagesBrecav Bobinette 2010ideamaPas encore d'évaluation
- AUDI Erwin Build GuideDocument24 pagesAUDI Erwin Build Guideossoski100% (1)
- Bunny Crochet TraductionDocument5 pagesBunny Crochet TraductionMariana Marian100% (1)
- Fiche Technique Jeep CompassDocument2 pagesFiche Technique Jeep Compasssayanze RESPECTPas encore d'évaluation
- Barème Ingrédients Et PeintureDocument1 pageBarème Ingrédients Et PeintureAissam EL KamelPas encore d'évaluation
- Tableau de Securite VHC - Rallye 2020Document1 pageTableau de Securite VHC - Rallye 2020melotPas encore d'évaluation
- MMC L200Document4 pagesMMC L200NDOUMOU SERGEPas encore d'évaluation
- Poblacion - Arg - MunDocument404 pagesPoblacion - Arg - MunenadesPas encore d'évaluation