Vous aimerez peut-être aussi
- 10.boite Vitesse AutomatiqueDocument6 pages10.boite Vitesse Automatiquealine leonardPas encore d'évaluation
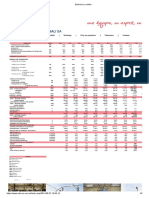
- Mali - EDM SA en Chiffre WebsiteDocument2 pagesMali - EDM SA en Chiffre WebsiteAboubacar N'dji CoulibalyPas encore d'évaluation
- Moteurs Asynchrone Ie4Document8 pagesMoteurs Asynchrone Ie4YùriJiroùÈchiroPas encore d'évaluation
- Analyse FactorielleDocument30 pagesAnalyse FactorielleZakaria KadiriPas encore d'évaluation
- Ejemplo PinchDocument25 pagesEjemplo PinchDIANA ROSA SOTO MEZARINOPas encore d'évaluation
- TP ÉconometrieDocument9 pagesTP ÉconometriebabasPas encore d'évaluation
- Etude de CasDocument8 pagesEtude de CasYasmine HammamiPas encore d'évaluation
- Récapitulatif de La Liste Des MatériauxDocument3 pagesRécapitulatif de La Liste Des MatériauxMohamed Amine LemdaniPas encore d'évaluation
- Barêmes Des Salaires 2009 PDFDocument38 pagesBarêmes Des Salaires 2009 PDFAhmadouaisha BaPas encore d'évaluation
- Moteur Electrique Triphase Alu Doc 00Document6 pagesMoteur Electrique Triphase Alu Doc 00ferhat amazighPas encore d'évaluation
- Fiche Technique MultiDocument4 pagesFiche Technique MultiFAALPas encore d'évaluation
- Pareto TP Maintenance-TP2bDocument3 pagesPareto TP Maintenance-TP2bFrédéric GauthierPas encore d'évaluation
- Les OHL - Grands AxesDocument1 pageLes OHL - Grands AxesPapa Yakhia DiopPas encore d'évaluation
- Tabel Hasil Penentuan Nilai R Dengan Kode Warna Dan Perhitungan Rangkaian SeriDocument4 pagesTabel Hasil Penentuan Nilai R Dengan Kode Warna Dan Perhitungan Rangkaian SeriZakiya FitriPas encore d'évaluation
- Question 1Document10 pagesQuestion 1Ndiaye BoubacarPas encore d'évaluation
- Cables TelephoniquesDocument19 pagesCables TelephoniquesAachari BrahimPas encore d'évaluation
- Le Circuit de Charge MotoDocument13 pagesLe Circuit de Charge MotoAli AhmiaPas encore d'évaluation
- Calculos LosasDocument9 pagesCalculos LosasDiego PradaPas encore d'évaluation
- Point EgkDocument2 pagesPoint EgkFranck AdjoviPas encore d'évaluation
- Boîte de Vitesses PK4: CaractéristiquesDocument5 pagesBoîte de Vitesses PK4: CaractéristiquesDAGORNPas encore d'évaluation
- Paket Hyundai Januari 2023 PDFDocument1 pagePaket Hyundai Januari 2023 PDFhyundai andalanjakartaPas encore d'évaluation
- Moran-949 MergedDocument4 pagesMoran-949 MergedAmal LouanatePas encore d'évaluation
- 9.boite Vitesse MécaniqueDocument5 pages9.boite Vitesse Mécaniquealine leonardPas encore d'évaluation
- Fiche de Paie SalaireDocument2 pagesFiche de Paie SalaireTalha AmjadPas encore d'évaluation
- CollecteursDocument47 pagesCollecteursMAPas encore d'évaluation
- 03 AdquisicionDocument13 pages03 AdquisicionWilliams Urrutia CamposPas encore d'évaluation
- Specifications Techniques PehdDocument10 pagesSpecifications Techniques PehdIlyas AissiPas encore d'évaluation
- Grafico de MediasDocument3 pagesGrafico de MediasBRENDA ADRIANA CUELLAR ANNASPas encore d'évaluation
- Bualo - Tangga BaritoDocument11 pagesBualo - Tangga Baritozul PobelaPas encore d'évaluation
- Projet SteeveDocument2 pagesProjet Steevechacha ndam abdou abdalPas encore d'évaluation
- Fiche TD02Document2 pagesFiche TD02mouloudPas encore d'évaluation
- Plan D'affaires Afma Abobo AvocatierDocument5 pagesPlan D'affaires Afma Abobo AvocatierKOUASSIPas encore d'évaluation
- Laboratorio - Probeta Acero Estructural A-36Document12 pagesLaboratorio - Probeta Acero Estructural A-36Sergio AlbertoPas encore d'évaluation
- Catalogo Rastelli 6Document27 pagesCatalogo Rastelli 6Anonymous 80HAPYsoPas encore d'évaluation
- Tango WashPipe Specifications EncryptDocument1 pageTango WashPipe Specifications Encryptreza badriPas encore d'évaluation
- Actividad 4 CECDocument22 pagesActividad 4 CECUbaldo TrevinoPas encore d'évaluation
- ENTREVOUS BETON de 12 CM - H 17 (12 + 5)Document1 pageENTREVOUS BETON de 12 CM - H 17 (12 + 5)Mouaad MAPas encore d'évaluation
- Guide D'installation Du Système Anténaire - FINAL - v1.11 - ANNEXEDocument4 pagesGuide D'installation Du Système Anténaire - FINAL - v1.11 - ANNEXEOlivier KnechtPas encore d'évaluation
- Cable AcsrDocument1 pageCable Acsr20uv1322Pas encore d'évaluation
- Charge MotoDocument27 pagesCharge Motodominique91andryPas encore d'évaluation
- Projet ENRDocument5 pagesProjet ENRTamsir DIOPPas encore d'évaluation
- Catalogo Rastelli 14Document68 pagesCatalogo Rastelli 14Anonymous 80HAPYsoPas encore d'évaluation
- Puissance Electrique Et Debit D'eauDocument1 pagePuissance Electrique Et Debit D'eauzellegPas encore d'évaluation
- CUMUL2011Document11 pagesCUMUL2011derbalijalelPas encore d'évaluation
- My Catalogue - TUBESDocument14 pagesMy Catalogue - TUBESgiuseppePas encore d'évaluation
- PDF ExcelDocument3 pagesPDF Excelapi-641813963Pas encore d'évaluation
- PROY. LíneasDocument11 pagesPROY. LíneasJavier MorenoPas encore d'évaluation
- Buse Ain DeflaDocument2 pagesBuse Ain Deflatidus00_3Pas encore d'évaluation
- Buse Ain DeflaDocument2 pagesBuse Ain DeflachoaybPas encore d'évaluation
- Buse Ain DeflaDocument2 pagesBuse Ain DeflaBetech BetechPas encore d'évaluation
- MoisDocument3 pagesMoisJerome LEGROSPas encore d'évaluation
- TEWI Si COP-tabelDocument1 pageTEWI Si COP-tabelIon ZabetPas encore d'évaluation
- TD2 - CorrigéDocument4 pagesTD2 - CorrigéBOUDOUNIT YounesPas encore d'évaluation
- Columbusjack/Regent: Variable Height Tripod JackDocument1 pageColumbusjack/Regent: Variable Height Tripod JackManuel BenavidesPas encore d'évaluation
- Classeur 1Document3 pagesClasseur 1hala shooowPas encore d'évaluation
- Gamme D - EBSDocument1 pageGamme D - EBSmohamedamine.amaddahPas encore d'évaluation
- Tables Student Et FisherDocument3 pagesTables Student Et FishermaxxerPas encore d'évaluation
- PL 7 TahunDocument1 pagePL 7 TahunNerwilis 1223Pas encore d'évaluation
- Le syndrome périodique associé à la cryopyrine (CAPS)D'EverandLe syndrome périodique associé à la cryopyrine (CAPS)Pas encore d'évaluation
- Khảo Sát - QuangDocument2 pagesKhảo Sát - QuangQuang NguyễnPas encore d'évaluation
- Haydn German Dance in D MajorDocument1 pageHaydn German Dance in D MajorChristos LimperopoulosPas encore d'évaluation
- Rapport de Stage Tunisie TelecomDocument41 pagesRapport de Stage Tunisie TelecomAhmed Mkadem67% (27)
- These Abdellatif BERKATDocument180 pagesThese Abdellatif BERKATmaamriaPas encore d'évaluation
- Rombaut Ego Sum Pastor BonusDocument3 pagesRombaut Ego Sum Pastor BonusLarkhill choirPas encore d'évaluation
- MY HEART WILL GO ON (Quartet) - Full Score PDFDocument5 pagesMY HEART WILL GO ON (Quartet) - Full Score PDFMehdimonadiPas encore d'évaluation
- Acordes Liturgia 15 DiciembreDocument5 pagesAcordes Liturgia 15 DiciembreJosé Waldemar PradoPas encore d'évaluation
- Torna A Surriento - 006 Sax TenoreDocument1 pageTorna A Surriento - 006 Sax TenoreLeonardo RossiPas encore d'évaluation
- Aurillac Infos 84Document20 pagesAurillac Infos 84Glls AudifaxPas encore d'évaluation
- Amis Et Compagnie 3-Livre CommunicationDocument2 pagesAmis Et Compagnie 3-Livre CommunicationFrancoisePas encore d'évaluation
- Le Langage de Programmation MatlabDocument26 pagesLe Langage de Programmation MatlabbabisoPas encore d'évaluation
- Westsidestory America ViolaDocument2 pagesWestsidestory America ViolaReynard SimamoraPas encore d'évaluation
- Arcana List1Document97 pagesArcana List1api-680462898Pas encore d'évaluation
- Esthétique Du Spectacle VivantDocument53 pagesEsthétique Du Spectacle VivantPauline HéroïnePas encore d'évaluation
- El Alma en Los LabiosDocument1 pageEl Alma en Los LabiosANGEL GANAZHAPAPas encore d'évaluation
- Rei e Santo (Canção e Louvor) - Partituras e PartesDocument64 pagesRei e Santo (Canção e Louvor) - Partituras e PartesJefferson Fernandes Cardoso86% (7)
- ABCD - Leon Cardona - GuitarraDocument2 pagesABCD - Leon Cardona - GuitarraMario Sanabria HernandezPas encore d'évaluation
- Vrai Amateur Montrant Son Énorme Pénis Noir #67705246 - PICTOADocument1 pageVrai Amateur Montrant Son Énorme Pénis Noir #67705246 - PICTOAJoël BenjiPas encore d'évaluation
- Coconut Mall - Baritone Saxophone 1Document4 pagesCoconut Mall - Baritone Saxophone 1Rob Potterf100% (1)
- Antigone Etude Texte Revision Pour Exam RegioDocument20 pagesAntigone Etude Texte Revision Pour Exam RegioChahdae Bakhat67% (3)
- Noel Blanc Chanson de Noel Partitions Piano SoloDocument3 pagesNoel Blanc Chanson de Noel Partitions Piano SoloFrançois VeilleuxPas encore d'évaluation
- Arbeau - Belle Qui Tiens Ma VieDocument1 pageArbeau - Belle Qui Tiens Ma Vieaura2022023Pas encore d'évaluation
- Compte Rendu TP Éléctronique InptDocument9 pagesCompte Rendu TP Éléctronique Inptzak80% (5)
- Kalkulus Edisi Kesembilan Jilid 1 PDFDocument434 pagesKalkulus Edisi Kesembilan Jilid 1 PDFIrka Vilum100% (1)
- Flor Palida PianoDocument2 pagesFlor Palida Pianoelkin100% (1)
- Icolor Cove MX Powercore InstallDocument8 pagesIcolor Cove MX Powercore InstallNMTĐ A Vương Phòng kỹ thuậtPas encore d'évaluation
- Exposés BTS EL2APDocument2 pagesExposés BTS EL2APAlexandre FoulardPas encore d'évaluation
- Telcoma NOIREDocument2 pagesTelcoma NOIREGabriele Gabri PerriPas encore d'évaluation
- Conductor Score: Jim EvansDocument15 pagesConductor Score: Jim EvansElle ChPas encore d'évaluation
- Chapitre 3 Filtrage Signaux Deterministes Temps ContinuDocument7 pagesChapitre 3 Filtrage Signaux Deterministes Temps Continuarbaoui11Pas encore d'évaluation