CONFORMIDAD A NORMAS
ISO 7005‐1: Bridas metálicos: Bridas de acero.
ISO 7005‐2: Bridas metálicas: Bridas de fundición
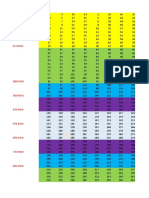
MEDIDAS (mm)
Distancia de los centros de los Altura del
Diámetro exterior de la brida (D) Espesor de la brida ISO 7005‐1 (b) Espesor de la brida ISO 7005‐2 (b)
DN agujeros de los pernos (a) asiento (e)
PN 10 PN 16 PN 25 PN 40 PN 10 PN 16 PN 25 PN 40 PN 10 PN 16 PN 25 PN 40 PN 10 PN 16 PN 25 PN 40 PN 10‐40
50 165 165 165 165 125 125 125 125 20 20 20 20 19 19 19 19 2
65 185 185 185 185 145 145 145 145 20 20 22 22 19 19 19 19 2
80 200 200 200 200 160 160 160 160 20 20 24 24 19 19 19 19 2
100 220 220 235 235 180 180 190 190 22 22 26 26 19 19 19 20 2
125 250 250 270 270 210 210 220 220 22 22 28 28 19 19 20 21 2
150 285 285 300 300 240 240 250 250 24 24 30 30 19 19 20 26 2
200 340 340 360 375 295 295 310 320 24 26 32 36 20 20 22 30 2
250 395 405 425 450 350 355 380 385 26 28 35 42 22 22 24.5 34.5 2
300 445 460 485 515 400 410 430 450 28 32 38 48 24.5 24.5 27.5 39.5 2
350 505 520 555 580 460 470 490 510 30 35 42 55 24.5 26.5 30 44 2
400 565 580 620 660 515 525 550 585 32 38 46 60 25.5 28 32 48 2
450 615 640 670 685 565 585 600 610 35 42 50 66 26.5 30 34.5 49 2
500 670 715 730 755 620 650 660 670 38 46 56 72 30 31.5 36.5 52 2
600 780 840 845 890 725 770 770 795 42 52 68 84 32.5 36 42 58 2
700 895 910 960 995 840 840 875 900 ‐ 60 ‐ ‐ 35 39.5 46.5 ‐ 5
800 1015 1025 1085 1140 950 950 990 1030 ‐ 68 ‐ ‐ 37.5 43 51 ‐ 5
900 1115 1125 1185 1250 1050 1050 1090 1140 ‐ 76 ‐ ‐ 40 46.5 55.5 ‐ 5
1000 1230 1255 1320 1360 1160 1170 1210 1250 ‐ 84 ‐ ‐ 45 50 60 ‐ 5
Diámetro de los agujeros de los
Diámetro del asiento de la junta (c) N° de agujeros de los pernos Dimensión nominal de los pernos
DN pernos (f)
PN 10 PN 16 PN 25 PN 40 PN 10 PN 16 PN 25 PN 40 PN 10 PN 16 PN 25 PN 40 PN 10 PN 16 PN 25 PN 40
50 99 99 99 99 18 18 18 18 4 4 4 4 M16 M16 M16 M16
65 118 118 118 118 18 18 18 18 8 8 8 8 M16 M16 M16 M16
80 132 132 132 132 18 18 18 18 8 8 8 8 M16 M16 M16 M16
100 156 156 156 156 18 18 22 22 8 8 8 8 M16 M16 M20 M20
125 184 184 184 184 18 18 26 26 8 8 8 8 M16 M16 M24 M24
150 211 211 211 211 22 22 26 26 8 8 8 8 M20 M20 M24 M24
200 266 266 274 284 22 22 26 29.5 8 12 12 12 M20 M20 M24 M27
250 319 319 330 345 22 26 29.5 32.5 12 12 12 12 M20 M24 M27 M30
300 370 370 389 409 22 26 29.5 32.5 12 12 16 16 M20 M24 M27 M30
350 429 429 448 465 22 26 32.5 35.5 16 16 16 16 M20 M24 M30 M33
400 480 480 503 535 26 29.5 35.5 39 16 16 16 16 M24 M27 M33 M36
450 530 548 548 560 26 29.5 35.5 39 20 20 20 20 M24 M27 M33 M36
500 582 609 609 615 26 32.5 35.5 42 20 20 20 20 M24 M30 M33 M39
600 682 720 720 735 29.5 35.5 39 48 20 20 20 20 M27 M33 M36 M45
700 794 794 820 ‐ 29.5 35.5 42 48 24 24 24 24 M27 M33 M39 M45
800 901 901 928 ‐ 32.5 39 48 56 24 24 24 24 M30 M36 M45 M52
900 1001 1001 1028 ‐ 32.5 39 48 56 28 28 28 28 M30 M36 M45 M52
1000 1112 1112 1140 ‐ 35.5 42 55 56 28 28 28 28 M33 M39 M52 M52
TORQUE ‐ PROCEDIMIENTO
Apriete con llave garantizando que queden 2 – 3 pasos de rosca
sobre la tuerca.
Apriete cada perno hasta un tercio del torque final requerido
siguiendo el patrón.
Incremente el torque hasta dos tercios siguiendo el patrón.
Incremente el torque hasta torque total siguiendo el patrón. MARCADO DEL CUERPO
Ejecute un pase final en cada perno trabajando en sentido de las
Brida ISO 7005‐1: bridas de acero
agujas del reloj desde el perno 1, hasta el torque completo final.
Vous aimerez peut-être aussi
- Flange ComparisionDocument13 pagesFlange Comparisionsjk_akolPas encore d'évaluation
- IS 9523.2000 - PN 10 FlangeDocument1 pageIS 9523.2000 - PN 10 FlangeSiddharth TirolePas encore d'évaluation
- Brida 7005-2 HDDocument1 pageBrida 7005-2 HDMmant LeonardoPas encore d'évaluation
- Bridas de HD NTP ISO 7005-2 PDFDocument1 pageBridas de HD NTP ISO 7005-2 PDFJuan Carlos Arhuata MoralesPas encore d'évaluation
- Bridas de HD NTP ISO 7005-2 PDFDocument1 pageBridas de HD NTP ISO 7005-2 PDFJuan Carlos Arhuata MoralesPas encore d'évaluation
- Jis B2220Document9 pagesJis B2220mhd.kamal59Pas encore d'évaluation
- Rodamientos 3-9-23 (Autoguardado)Document18 pagesRodamientos 3-9-23 (Autoguardado)Susana CabreraPas encore d'évaluation
- Rodamientos 3-9-23Document16 pagesRodamientos 3-9-23Susana CabreraPas encore d'évaluation
- Bang Tra Thep Dinh HinhDocument23 pagesBang Tra Thep Dinh HinhThaihuy DangPas encore d'évaluation
- Gabarit PDFDocument1 pageGabarit PDFmeryPas encore d'évaluation
- GabaritDocument1 pageGabaritYassir QarrouPas encore d'évaluation
- GabaritDocument1 pageGabaritmeryPas encore d'évaluation
- Technical Information Jis Flange DimensionsDocument3 pagesTechnical Information Jis Flange DimensionsIsma YantiPas encore d'évaluation
- Tabel Baut Dan Mur ISO StandardDocument2 pagesTabel Baut Dan Mur ISO StandardwawanPas encore d'évaluation
- MV70 291Document2 pagesMV70 291sdsdsPas encore d'évaluation
- Dimensiones BridasDocument1 pageDimensiones BridasjonbilbaoPas encore d'évaluation
- Section NodesDocument37 pagesSection NodesSeymur AkbarovPas encore d'évaluation
- Prirubnice Prema EN 1092 PDFDocument9 pagesPrirubnice Prema EN 1092 PDFAmirPas encore d'évaluation
- PDF 다운로드 - 플랜지 규격표 - jisDocument2 pagesPDF 다운로드 - 플랜지 규격표 - jis박선호Pas encore d'évaluation
- UNI 6094-67 PN 25 and UNI 6095-67 PN 40 Blind FlangesDocument2 pagesUNI 6094-67 PN 25 and UNI 6095-67 PN 40 Blind FlangesMina RemonPas encore d'évaluation
- PDF 다운로드 - 플랜지 규격표 - dinDocument3 pagesPDF 다운로드 - 플랜지 규격표 - din박선호Pas encore d'évaluation
- MountingDocument3 pagesMountingDesign GRPas encore d'évaluation
- 2280uniset 2Document1 page2280uniset 2Sandeep SinghPas encore d'évaluation
- Bridas Groove - TongueDocument3 pagesBridas Groove - TongueMartin Augusto Torrau CayoPas encore d'évaluation
- DIN-Blind-Flange 2527Document4 pagesDIN-Blind-Flange 2527zaharievPas encore d'évaluation
- Planilha Corte CertoDocument16 pagesPlanilha Corte CertoCleison MonteiroPas encore d'évaluation
- Peña de La Rosa Yumitzi-Info6203Document26 pagesPeña de La Rosa Yumitzi-Info6203Ramirez AlexanderPas encore d'évaluation
- Spectacle FlangesDocument3 pagesSpectacle FlangesSandeep SinghPas encore d'évaluation
- UNI 6098-67 PN 160 and UNI 6099-67 PN 250 Blind FlangesDocument1 pageUNI 6098-67 PN 160 and UNI 6099-67 PN 250 Blind FlangesMina RemonPas encore d'évaluation
- Flange 2575, 2576, 2577Document3 pagesFlange 2575, 2576, 2577eljammalPas encore d'évaluation
- Column Splicestandard 24 - ModelDocument1 pageColumn Splicestandard 24 - Modelhope indianPas encore d'évaluation
- Ignition Table - StandartDocument5 pagesIgnition Table - StandartLeiden O'SullivanPas encore d'évaluation
- 08.1 Joint de Démontage AutobutéDocument2 pages08.1 Joint de Démontage AutobutéFOUZIA BANNOURPas encore d'évaluation
- Flange JISDocument2 pagesFlange JIS김종민Pas encore d'évaluation
- Caracteristicas Motores Abb Fundicion HierroDocument10 pagesCaracteristicas Motores Abb Fundicion HierronotengofffPas encore d'évaluation
- SKF Khe Ho Vong Bi CauDocument3 pagesSKF Khe Ho Vong Bi CauNguyen AnPas encore d'évaluation
- Checking Flo ControlDocument10 pagesChecking Flo ControlRaymond BalladPas encore d'évaluation
- Proyecto Cartas de Control 2Document24 pagesProyecto Cartas de Control 2SONIA KARELY MONTIEL RAMOSPas encore d'évaluation
- 7 Pre Ensamble ExcelDocument3 pages7 Pre Ensamble ExcelJoséPas encore d'évaluation
- Informacje TechniczneDocument7 pagesInformacje TechnicznePaweł PietrowskiPas encore d'évaluation
- Kemampuan Hantar Arus KabelDocument1 pageKemampuan Hantar Arus KabelBusur KeongsPas encore d'évaluation
- DIN Flange Bolting Specifications PN6 PN10 PN16 PN25 PN40 PN64 DimensionsDocument2 pagesDIN Flange Bolting Specifications PN6 PN10 PN16 PN25 PN40 PN64 DimensionsHarris TLPas encore d'évaluation
- Ejemplo Diferencias AcumuladasDocument25 pagesEjemplo Diferencias AcumuladasNico SarahPas encore d'évaluation
- Data IrigasiDocument4 pagesData IrigasiDion MepePas encore d'évaluation
- Brides Plates A Souder PN 10Document1 pageBrides Plates A Souder PN 10Mohamed ChahidPas encore d'évaluation
- Brides Plates A Souder PN 10Document1 pageBrides Plates A Souder PN 10www.2micPas encore d'évaluation
- Costos Excel 349384Document6 pagesCostos Excel 349384Abigail RomeroPas encore d'évaluation
- Din6885-1 - Ansi B17.1-1967Document11 pagesDin6885-1 - Ansi B17.1-1967LuisFernandoDegrandiPas encore d'évaluation
- Indicateur DiesseDocument28 pagesIndicateur Diessealmoez JbeliPas encore d'évaluation
- UNI 2284-67 PN 40 (DIN 2635 ND40) Weld Neck FlangesDocument6 pagesUNI 2284-67 PN 40 (DIN 2635 ND40) Weld Neck FlangesMina RemonPas encore d'évaluation
- Bolt Sizes For FlangesDocument6 pagesBolt Sizes For Flangesapi-3712612100% (2)
- Radial Internal ClearanceDocument7 pagesRadial Internal Clearancemohamed bakryPas encore d'évaluation
- Table of Z Number PDFDocument1 pageTable of Z Number PDFENGGAR IBNU FPas encore d'évaluation
- LTM 1300NXDocument16 pagesLTM 1300NXNattaphan SuperCranePas encore d'évaluation
- Dim FPDocument1 pageDim FPHidramarin TecnicoPas encore d'évaluation
- Especificacion Tecnica Brida Slip On Iso 7005-2 PN10, PN25, PN40 PDFDocument1 pageEspecificacion Tecnica Brida Slip On Iso 7005-2 PN10, PN25, PN40 PDFWilliam CaicedoPas encore d'évaluation
- Pedido CorreasDocument1 pagePedido CorreasJonathan ChaconPas encore d'évaluation
- PN 6 & 10Document1 pagePN 6 & 10prabakaranPas encore d'évaluation
- J'ai déchiffré les hiéroglyphes: La langue des akans/agnis est celle des pharaons et du peuple de l'Égypte antiqueD'EverandJ'ai déchiffré les hiéroglyphes: La langue des akans/agnis est celle des pharaons et du peuple de l'Égypte antiquePas encore d'évaluation
- Marie, Jean-Jacques CronstadtDocument492 pagesMarie, Jean-Jacques CronstadtAnonymous 7qrD1TnWPas encore d'évaluation
- La Vraie Carte Du Site de TroieDocument13 pagesLa Vraie Carte Du Site de Troieroger bPas encore d'évaluation
- La 1ère Guerre Mondiale-Evaluation en PlusDocument3 pagesLa 1ère Guerre Mondiale-Evaluation en Plussbt.jaunaiePas encore d'évaluation
- Discours Albert Camus Prix Nobel PDFDocument3 pagesDiscours Albert Camus Prix Nobel PDFlefrancaisaflorence100% (1)
- Histoire:deuxieme Guerre MondialeDocument20 pagesHistoire:deuxieme Guerre MondialeEriola MehmetajPas encore d'évaluation
- BreguetDocument26 pagesBreguet117kitchener100% (1)
- Manuel MI6 2020v6 08Document1 pageManuel MI6 2020v6 08Minuit MinuitPas encore d'évaluation
- 30.ONS CommuniquéRapportONUsurMali MAI2023Document5 pages30.ONS CommuniquéRapportONUsurMali MAI2023Abdul-Jalal MaigaPas encore d'évaluation
- Taj Livres171012 100Document100 pagesTaj Livres171012 100gilles4755Pas encore d'évaluation
- Parti Communiste Du KampuchéaDocument23 pagesParti Communiste Du KampuchéaStephan LewisPas encore d'évaluation
- The African Students' Journal - No 1Document91 pagesThe African Students' Journal - No 1asri_asso100% (2)
- Agier - Identifications Dans L'exil. Les Réfugiés Du Camp de L'vlaheba (Zambie)Document226 pagesAgier - Identifications Dans L'exil. Les Réfugiés Du Camp de L'vlaheba (Zambie)Joana Catela100% (1)
- Pour Une Parcelle de GloireDocument50 pagesPour Une Parcelle de GloireViệt Nam cổ sự quánPas encore d'évaluation
- La Force Des Idées, Le Pouvoir Des Mots: Zineb Ali-BenaliDocument19 pagesLa Force Des Idées, Le Pouvoir Des Mots: Zineb Ali-BenaliMyriam BrahimiPas encore d'évaluation
- BossaNouveauDocument7 pagesBossaNouveauAtsushi YanakaPas encore d'évaluation
- Le Cercle Proudhon, Esprit FrancaisDocument6 pagesLe Cercle Proudhon, Esprit Francaislaotrasociologia129Pas encore d'évaluation
- WFB - La - Fin - Des Temps - Chapitre - 5 - La - Révolte - de - Mallobaude - Guide - de - Jeu.v1.4Document36 pagesWFB - La - Fin - Des Temps - Chapitre - 5 - La - Révolte - de - Mallobaude - Guide - de - Jeu.v1.4FlorianDoussot100% (1)
- Le SaharaDocument37 pagesLe SaharaAnonymous HLBjNdHuPas encore d'évaluation
- A Fort at The Edge of The EmpireDocument23 pagesA Fort at The Edge of The Empiredaliana0Pas encore d'évaluation
- Alger La Noire - Maurice AttiaDocument362 pagesAlger La Noire - Maurice AttiajewelgoodremPas encore d'évaluation
- MecanismeDocument157 pagesMecanismeJhonPas encore d'évaluation
- D Day 1944 Guide Du Visiteur PDFDocument76 pagesD Day 1944 Guide Du Visiteur PDFachlihiPas encore d'évaluation
- 20111006ged416@memento D Anglais de L EEM PDFDocument97 pages20111006ged416@memento D Anglais de L EEM PDFAnonymous DGFrtY7100% (1)
- Operation Whitebox WWII FRDocument156 pagesOperation Whitebox WWII FRMister ZombiePas encore d'évaluation
- Plein Droit - 058 - Des Camps Pour ÉtrangersDocument85 pagesPlein Droit - 058 - Des Camps Pour Étrangerszaboub mohamedPas encore d'évaluation
- L Archipel de L e CritureDocument226 pagesL Archipel de L e CritureHong TRANPas encore d'évaluation
- Captain America Civil War TelechargerDocument2 pagesCaptain America Civil War Telechargersedatequantity418Pas encore d'évaluation
- Guerre de CoreeDocument8 pagesGuerre de Coreeismaeltsubasa2020Pas encore d'évaluation
- CESAT Cahiers 8Document148 pagesCESAT Cahiers 8chasaPas encore d'évaluation