Vous aimerez peut-être aussi
- Association Pour La Certification Des Materiaux Isolants: Certificat Acermi #05/018/408Document3 pagesAssociation Pour La Certification Des Materiaux Isolants: Certificat Acermi #05/018/408Deeneesh moturPas encore d'évaluation
- Note de Calcul RadierDocument7 pagesNote de Calcul RadierDebonnaire Crispo YindaPas encore d'évaluation
- Delcorte Catalogue 1 PDFDocument56 pagesDelcorte Catalogue 1 PDFArunkumar Durairaj100% (1)
- ANNALE PC EXO de 1SDocument55 pagesANNALE PC EXO de 1Skountiyou92% (13)
- aMiniP 2017 S2 Déphosphatation Des Eaux Usées 1Document25 pagesaMiniP 2017 S2 Déphosphatation Des Eaux Usées 1Mohammed Chafi100% (1)
- Béton AutoDocument3 pagesBéton AutoAnis LAOUARPas encore d'évaluation
- Activité 1 - Rappel Atomes Et Molécules-306Document2 pagesActivité 1 - Rappel Atomes Et Molécules-306lunadebostonPas encore d'évaluation
- TP 8 Portraits de FamillesDocument1 pageTP 8 Portraits de Famillesdavidron2008Pas encore d'évaluation
- Controle 1 - 7 S1 3AC InterDocument2 pagesControle 1 - 7 S1 3AC InterAchraf NaciPas encore d'évaluation
- Machine de Torsion de Limes Dentaires: Département de La Formation PréparatoireDocument8 pagesMachine de Torsion de Limes Dentaires: Département de La Formation PréparatoireTELAILIA AYA CHAIMAPas encore d'évaluation
- Classification Des Peintures V2Document7 pagesClassification Des Peintures V2Ahmed Ben AlayaPas encore d'évaluation
- Répertoire Normatif de 2004 À 1995 (Concordance)Document24 pagesRépertoire Normatif de 2004 À 1995 (Concordance)Pierre MackenziePas encore d'évaluation
- Cycle de L'eauDocument30 pagesCycle de L'eauabderrahimnPas encore d'évaluation
- Procedes AdoucissementDocument2 pagesProcedes AdoucissementaliPas encore d'évaluation
- 02 Fabrication Du PlatreDocument17 pages02 Fabrication Du PlatreÀs MàPas encore d'évaluation
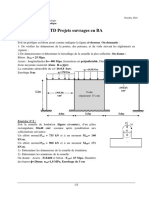
- TD Projet - Ouvrages - en - BA - 2021Document3 pagesTD Projet - Ouvrages - en - BA - 2021Zinedine AyadPas encore d'évaluation
- Le SoudageDocument13 pagesLe SoudagewoukouoPas encore d'évaluation
- Fiche Technique Optima InterrupteurDocument1 pageFiche Technique Optima InterrupteuralexPas encore d'évaluation
- Ch2 - Moulage en Moules PermanentsDocument60 pagesCh2 - Moulage en Moules PermanentsYounes AblePas encore d'évaluation
- PDS HEMPADUR MASTIC 45881 FR-FR PDFDocument3 pagesPDS HEMPADUR MASTIC 45881 FR-FR PDFMohamed InedjarPas encore d'évaluation
- Volet Traditionnel - SJ FermeturesDocument8 pagesVolet Traditionnel - SJ FermeturesBenou DDPas encore d'évaluation
- Les Planchers (Cour BTP)Document24 pagesLes Planchers (Cour BTP)Berra AbderraoufPas encore d'évaluation
- AsmaCatalogueVersionWeb PDFDocument54 pagesAsmaCatalogueVersionWeb PDFVladimirBodirogaPas encore d'évaluation
- Notecalcul PasserelleDocument21 pagesNotecalcul Passerelleconstantine2008Pas encore d'évaluation
- Guide Comprendre Isolation ThermiqueDocument36 pagesGuide Comprendre Isolation ThermiqueLyora DavPas encore d'évaluation
- Pétrole Brut Et Produit Pétroliers - SAIED - 2016 - 3Document278 pagesPétrole Brut Et Produit Pétroliers - SAIED - 2016 - 3Mouloud Sayad100% (8)
- Mode D'emploi Laveur-DésinfecteurDocument64 pagesMode D'emploi Laveur-DésinfecteurFatima VessaliusPas encore d'évaluation
- Correction SDMDocument9 pagesCorrection SDMAmina DinariPas encore d'évaluation
- NF T 65-000 Bitume DefDocument9 pagesNF T 65-000 Bitume Defrktm.avotraPas encore d'évaluation
- Céramiques de Bâtiment - Carreaux Et Produits Sanitaires (CDocument2 pagesCéramiques de Bâtiment - Carreaux Et Produits Sanitaires (CjabranePas encore d'évaluation