Vous aimerez peut-être aussi
- Gros OeuvreDocument8 pagesGros Oeuvrehalim.savecontrol6179Pas encore d'évaluation
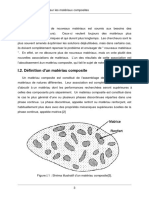
- Matériau CompositeDocument9 pagesMatériau CompositeREGUIEG YSSAAD DEHIBAPas encore d'évaluation
- TD Elec NumDocument10 pagesTD Elec NumdayangPas encore d'évaluation
- C L2 Chimie MineraleDocument106 pagesC L2 Chimie MineraleFoufa BePas encore d'évaluation
- Devis Poste CaleDocument3 pagesDevis Poste CaleDobai Siddi boubaPas encore d'évaluation
- Recommandations Professionnelles Toitures-Terrasses Avec Etancheite Jonctions Avec Parois Verticales EnterreesDocument56 pagesRecommandations Professionnelles Toitures-Terrasses Avec Etancheite Jonctions Avec Parois Verticales EnterreesMaxime Amirault100% (1)
- TitaniumDocument8 pagesTitaniumAchref anayaPas encore d'évaluation
- 4 ProgrammeDocument3 pages4 ProgrammedayangPas encore d'évaluation
- Fiche DaserDocument4 pagesFiche DaserdayangPas encore d'évaluation
- 2ndes Seq 5Document2 pages2ndes Seq 5dayangPas encore d'évaluation
- TableurDocument24 pagesTableurdayangPas encore d'évaluation
- 0284 Cours Developpement LogicielDocument58 pages0284 Cours Developpement LogicieldayangPas encore d'évaluation
- E Algebre PDFDocument4 pagesE Algebre PDFdayangPas encore d'évaluation
- Le Traitement de Texte Word PDFDocument25 pagesLe Traitement de Texte Word PDFdayangPas encore d'évaluation
- DistributeursDocument7 pagesDistributeursdayangPas encore d'évaluation
- Premier Devoir D'auto 2nd Trimestre 2019-2020 2 Pages Par FeuilleDocument1 pagePremier Devoir D'auto 2nd Trimestre 2019-2020 2 Pages Par FeuilledayangPas encore d'évaluation
- Soudage 3Document13 pagesSoudage 3dayangPas encore d'évaluation
- Devoir TP PF1Document4 pagesDevoir TP PF1dayangPas encore d'évaluation
- Bitumes Fluidifies R. BalbaDocument35 pagesBitumes Fluidifies R. BalbaChafiq OufridPas encore d'évaluation
- Gran Baristo Class Parts DiagramDocument9 pagesGran Baristo Class Parts Diagrameddystoel2653100% (1)
- Medajoint DilDocument2 pagesMedajoint DilManiaPas encore d'évaluation
- Presentation MemoireDocument108 pagesPresentation MemoireHoussem MessadiPas encore d'évaluation
- Règles D'exécutions Des Travaux de Construction D'ouvrages enDocument63 pagesRègles D'exécutions Des Travaux de Construction D'ouvrages enBazizi AbdelghaniPas encore d'évaluation
- 9667H-0000-JSD-1300-0001-0 Spec Gener STD TuyoDocument32 pages9667H-0000-JSD-1300-0001-0 Spec Gener STD TuyoAHMED AMIRA100% (1)
- 2007 ActualitChimique 308-309 79-93Document16 pages2007 ActualitChimique 308-309 79-93Mehdi BnsPas encore d'évaluation
- Sequelec GM 02 V1Document17 pagesSequelec GM 02 V1niyamei noomPas encore d'évaluation
- Soppec Construction FRDocument36 pagesSoppec Construction FRrheochronosPas encore d'évaluation
- Cours Prof Cap Les VitragesDocument9 pagesCours Prof Cap Les VitragesgaterPas encore d'évaluation
- Oxydation Des Metaux Dans L Air Resume de Cours 3Document2 pagesOxydation Des Metaux Dans L Air Resume de Cours 3saidPas encore d'évaluation
- FR Gamme de Machines Pour L'hygiene Publique (Lavage - Desinfection)Document6 pagesFR Gamme de Machines Pour L'hygiene Publique (Lavage - Desinfection)Sanji VinsmokePas encore d'évaluation
- CliniqueDocument73 pagesCliniqueFatima Gz100% (1)
- Titrages Acide BaseDocument22 pagesTitrages Acide BaseramiPas encore d'évaluation
- Emulseur Foam Master 3f 6Document3 pagesEmulseur Foam Master 3f 6AkramKassisPas encore d'évaluation
- TP RKIK 2 (Enregistré Automatiquement)Document7 pagesTP RKIK 2 (Enregistré Automatiquement)zouaidiameni9Pas encore d'évaluation
- TD EM 60Document11 pagesTD EM 60nina1999131Pas encore d'évaluation
- s2 c03 Enveloppe DiapoDocument116 pagess2 c03 Enveloppe Diapouchiwaitachi973Pas encore d'évaluation
- Chapitre IiDocument12 pagesChapitre IiIs Lam EdPas encore d'évaluation
- Examen 2014 CorrectionDocument4 pagesExamen 2014 CorrectionUlrich Toukam100% (1)
- ATEx A Cycle Terre Cloison BTC 2911Document50 pagesATEx A Cycle Terre Cloison BTC 2911Jaouad IDBOUBKERPas encore d'évaluation
- Pfe GC 0336Document115 pagesPfe GC 0336marius fangangPas encore d'évaluation
- 1 Cours Procedes 2 Ge 2023-2024Document108 pages1 Cours Procedes 2 Ge 2023-2024Salma LatifiPas encore d'évaluation
- Aluminium 2Document11 pagesAluminium 2Carmen AdlerPas encore d'évaluation