Vous aimerez peut-être aussi
- Chapitre 6 - Guidage en TranslationDocument13 pagesChapitre 6 - Guidage en Translationahidouri100% (3)
- SDH (Système Du Design Humain) - 4typesDocument15 pagesSDH (Système Du Design Humain) - 4typesExperience Electrique100% (12)
- Equivalent Sable - CorrectionDocument7 pagesEquivalent Sable - CorrectionAyoub BAHIJ0% (1)
- CorrigéOlympiades 7 C T1 M2020Document4 pagesCorrigéOlympiades 7 C T1 M2020Hmd SidiPas encore d'évaluation
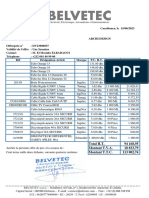
- Devis ARCHIDESIGN - 230531 - 3Document1 pageDevis ARCHIDESIGN - 230531 - 3yaaninvestPas encore d'évaluation
- Les Methodes DenseignementDocument8 pagesLes Methodes DenseignementAhmad KonyPas encore d'évaluation
- Relations Économiques Internationales - Copie S6Document112 pagesRelations Économiques Internationales - Copie S6Hayate Zaher50% (2)
- 25goutte A GoutteDocument4 pages25goutte A GoutteDJIDJIKPas encore d'évaluation
- TD 05Document1 pageTD 05SeVILLA8DzPas encore d'évaluation
- TextesDocument16 pagesTextesDOULEZEROPas encore d'évaluation
- Les Moments de La Séance D - OralDocument2 pagesLes Moments de La Séance D - OralHicham30Pas encore d'évaluation
- Exercices D'électrotechnique (Transformateur)Document34 pagesExercices D'électrotechnique (Transformateur)belilimane180Pas encore d'évaluation
- After Market Catalogue Edition2 2013 FRDocument226 pagesAfter Market Catalogue Edition2 2013 FRdiraw100% (2)
- Trape 3Document6 pagesTrape 3Istvan MadacsyPas encore d'évaluation
- Resumé HistoireDocument11 pagesResumé HistoireOlfaPas encore d'évaluation
- Le Secret de La Richesse - Recherche Google 3Document1 pageLe Secret de La Richesse - Recherche Google 3Hamed SaidPas encore d'évaluation
- PROSEHA Version Finale Nov 2016Document108 pagesPROSEHA Version Finale Nov 2016OUSMANPas encore d'évaluation
- NF en 12591Document29 pagesNF en 12591AMENZOU OMARPas encore d'évaluation
- French HandoutDocument25 pagesFrench HandoutAlvaro FloresPas encore d'évaluation
- Jean Houssaye Triange PedagogiqueDocument18 pagesJean Houssaye Triange PedagogiqueL'As De Pique100% (1)
- Fraisage S3 3Document4 pagesFraisage S3 3aiglePas encore d'évaluation
- CI102 Acidite Boisson ColaDocument16 pagesCI102 Acidite Boisson ColaChrist AngePas encore d'évaluation
- Atelier DESIGN THINKING - INSAT2023Document26 pagesAtelier DESIGN THINKING - INSAT2023Bochra ArfaouiPas encore d'évaluation
- Equilibres Doxydo-RéductionDocument42 pagesEquilibres Doxydo-Réductionlahcen essPas encore d'évaluation
- Adjectif Qualificatif cm1 45 4 01Document2 pagesAdjectif Qualificatif cm1 45 4 01mirelutza86Pas encore d'évaluation
- EMD1314Document5 pagesEMD1314mohammed8nizarPas encore d'évaluation
- Groupe N°5 Exposé PVTDocument6 pagesGroupe N°5 Exposé PVTSani yaou AbdoullahiPas encore d'évaluation
- Cours Exploitation PortuaireDocument75 pagesCours Exploitation PortuaireMaher FriouiPas encore d'évaluation
- Rapport Prelim RGPH3 2019 - Ver - FinalDocument98 pagesRapport Prelim RGPH3 2019 - Ver - FinalVololoniaina RAHOLISONPas encore d'évaluation
- Tsgo Eff Corrige V1 PDFDocument5 pagesTsgo Eff Corrige V1 PDFDon Yassine33% (3)
- 7 Techniques Pour Augmenter Vos Revenus: Rentabilisez vos passions, Testez vos idées et Lancez votre business sans risqueD'Everand7 Techniques Pour Augmenter Vos Revenus: Rentabilisez vos passions, Testez vos idées et Lancez votre business sans risqueÉvaluation : 2.5 sur 5 étoiles2.5/5 (3)
- Le marketing d'affiliation en 4 étapes: Comment gagner de l'argent avec des affiliés en créant des systèmes commerciaux qui fonctionnentD'EverandLe marketing d'affiliation en 4 étapes: Comment gagner de l'argent avec des affiliés en créant des systèmes commerciaux qui fonctionnentPas encore d'évaluation
- La comptabilité facile et ludique: Il n'a jamais été aussi simple de l'apprendreD'EverandLa comptabilité facile et ludique: Il n'a jamais été aussi simple de l'apprendreÉvaluation : 2 sur 5 étoiles2/5 (1)
- Le trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsD'EverandLe trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsÉvaluation : 3.5 sur 5 étoiles3.5/5 (19)
- Le jardin des vertueux: Riyad al-SalihinD'EverandLe jardin des vertueux: Riyad al-SalihinÉvaluation : 5 sur 5 étoiles5/5 (1)
- Investir pour les débutants - Démarrer en 10 étapes facilesD'EverandInvestir pour les débutants - Démarrer en 10 étapes facilesÉvaluation : 3.5 sur 5 étoiles3.5/5 (2)
- Le Scalping est Amusant!: Partie 1: Le trading rapide avec Heikin AshiD'EverandLe Scalping est Amusant!: Partie 1: Le trading rapide avec Heikin AshiÉvaluation : 5 sur 5 étoiles5/5 (1)
- Ce que vos commerciaux ne font pas et qui vous coûte des millionsD'EverandCe que vos commerciaux ne font pas et qui vous coûte des millionsÉvaluation : 4 sur 5 étoiles4/5 (2)
- Comment Développer Votre Entreprise de Marketing de Réseau en 15 Minutes Par Jour : Rapide ! Efficace ! Fantastique !D'EverandComment Développer Votre Entreprise de Marketing de Réseau en 15 Minutes Par Jour : Rapide ! Efficace ! Fantastique !Évaluation : 4 sur 5 étoiles4/5 (8)
- Maîtriser l'Art de la Lettre de Motivation: ...et décrocher plus d'entretiens d'embaucheD'EverandMaîtriser l'Art de la Lettre de Motivation: ...et décrocher plus d'entretiens d'embaucheÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- L'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésD'EverandL'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésÉvaluation : 3.5 sur 5 étoiles3.5/5 (4)
- Le Bon Accord avec le Bon Fournisseur: Comment Mobiliser Toute la Puissance de vos Partenaires Commerciaux pour Réaliser vos ObjectifsD'EverandLe Bon Accord avec le Bon Fournisseur: Comment Mobiliser Toute la Puissance de vos Partenaires Commerciaux pour Réaliser vos ObjectifsÉvaluation : 4 sur 5 étoiles4/5 (2)