Académique Documents
Professionnel Documents
Culture Documents
Halloumi Anouar Diff
Halloumi Anouar Diff
Transféré par
dsgdfhfdhdffhdCopyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Halloumi Anouar Diff
Halloumi Anouar Diff
Transféré par
dsgdfhfdhdffhdDroits d'auteur :
Formats disponibles
N dordre : 2011 EMSE 0595
THSE
prsente par
Anouar HALLOUMI
pour obtenir le grade de
Docteur de lcole Nationale Suprieure des Mines de Saint-tienne
Spcialit : Science et Gnie des Matriaux
Modlisation mcanique et thermique
du procd de laminage asymtrique
soutenue Saint-Etienne, le 17/01/2011
Membres du jury
Prsidente : Brigitte BACROIX
Directeur de recherche CNRS, LPMTM, Paris13
Rapporteurs : Patrick DENEUVILLE
Eric FELDER
Ingnieur de recherche, ALCAN
Docteur s-Sciences, Matre de recherche,
CEMEF, Mines-ParisTech
Examinateur(s) : Edgar RAUCH
Jean-Denis MITHIEUX
Directeur de recherche CNRS, SIMAP, Grenoble
Ingnieur de recherche, ArcelorMittal Stainless
Europe
Directeur(s) de thse : Christophe DESRAYAUD
Frank MONTHEILLET
Matre assistant, ENSMSE, Saint-Etienne
Directeur de recherche CNRS, Saint-Etienne
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Spcialits doctorales : Responsables :
SCIENCES ET GENIE DES MATERIAUX
MECANIQUE ET INGENIERIE
GENIE DES PROCEDES
SCIENCES DE LA TERRE
SCIENCES ET GENIE DE LENVIRONNEMENT
MATHEMATIQUES APPLIQUEES
INFORMATIQUE
IMAGE, VISION, SIGNAL
GENIE INDUSTRIEL
MICROELECTRONIQUE
J. DRIVER Directeur de recherche Centre SMS
A. VAUTRIN Professeur Centre SMS
G. THOMAS Professeur Centre SPIN
B. GUY Matre de recherche Centre SPIN
J. BOURGOIS Professeur Centre SITE
E. TOUBOUL Ingnieur Centre G2I
O. BOISSIER Professeur Centre G2I
JC. PINOLI Professeur Centre CIS
P. BURLAT Professeur Centre G2I
Ph. COLLOT Professeur Centre CMP
Enseignants-chercheurs et chercheurs autoriss diriger des thses de doctorat (titulaires dun doctorat dtat ou dune HDR)
AVRIL
BATTON-HUBERT
BENABEN
BERNACHE-ASSOLANT
BIGOT
BILAL
BOISSIER
BOUCHER
BOUDAREL
BOURGOIS
BRODHAG
BURLAT
COLLOT
COURNIL
DAUZERE-PERES
DARRIEULAT
DECHOMETS
DESRAYAUD
DELAFOSSE
DOLGUI
DRAPIER
DRIVER
FEILLET
FOREST
FORMISYN
FORTUNIER
FRACZKIEWICZ
GARCIA
GIRARDOT
GOEURIOT
GRAILLOT
GROSSEAU
GRUY
GUY
GUYONNET
HERRI
INAL
KLCKER
LAFOREST
LERICHE
LI
LONDICHE
MALLIARAS
MOLIMARD
MONTHEILLET
PERIER-CAMBY
PIJOLAT
PIJOLAT
PINOLI
STOLARZ
SZAFNICKI
THOMAS
TRIA
VALDIVIESO
VAUTRIN
VIRICELLE
WOLSKI
XIE
Stphane
Mireille
Patrick
Didier
Jean-Pierre
Essad
Olivier
Xavier
Marie-Reine
Jacques
Christian
Patrick
Philippe
Michel
Stphane
Michel
Roland
Christophe
David
Alexandre
Sylvain
Julian
Dominique
Bernard
Pascal
Roland
Anna
Daniel
Jean-Jacques
Dominique
Didier
Philippe
Frdric
Bernard
Ren
Jean-Michel
Karim
Helmut
Valrie
Rodolphe
Jean-Michel
Henry
George Grgory
Jrme
Frank
Laurent
Christophe
Michle
Jean-Charles
Jacques
Konrad
Grard
Assia
Franois
Alain
Jean-Paul
Krzysztof
Xiaolan
MA
MA
PR 1
PR 0
MR
DR
PR 1
MA
PR 2
PR 0
DR
PR 2
PR 1
PR 0
PR 1
IGM
PR 1
MA
PR 1
PR 1
PR 2
DR 0
PR 2
PR 1
PR 1
PR 1
DR
MR
MR
MR
DR
MR
MR
MR
DR
PR 2
PR 2
DR
CR
CR CNRS
EC (CCI MP)
MR
PR 1
MA
DR 1 CNRS
PR 2
PR 1
PR 1
PR 0
CR
MR
PR 0
MA
PR 0
MR
DR
PR 1
Mcanique & Ingnierie
Sciences & Gnie de l'Environnement
Sciences & Gnie des Matriaux
Gnie des Procds
Gnie des Procds
Sciences de la Terre
Informatique
Gnie Industriel
Gnie Industriel
Sciences & Gnie de l'Environnement
Sciences & Gnie de l'Environnement
Gnie industriel
Microlectronique
Gnie des Procds
Gnie industriel
Sciences & Gnie des Matriaux
Sciences & Gnie de l'Environnement
Mcanique & Ingnierie
Sciences & Gnie des Matriaux
Gnie Industriel
Mcanique & Ingnierie
Sciences & Gnie des Matriaux
Gnie Industriel
Sciences & Gnie des Matriaux
Sciences & Gnie de l'Environnement
Sciences & Gnie des Matriaux
Sciences & Gnie des Matriaux
Gnie des Procds
Informatique
Sciences & Gnie des Matriaux
Sciences & Gnie de l'Environnement
Gnie des Procds
Gnie des Procds
Sciences de la Terre
Gnie des Procds
Gnie des Procds
Microlectronique
Sciences & Gnie des Matriaux
Sciences & Gnie de l'Environnement
Mcanique et Ingnierie
Microlectronique
Sciences & Gnie de l'Environnement
Microlectronique
Mcanique et Ingnierie
Sciences & Gnie des Matriaux
Gnie des Procds
Gnie des Procds
Gnie des Procds
Image, Vision, Signal
Sciences & Gnie des Matriaux
Sciences & Gnie de l'Environnement
Gnie des Procds
Microlectronique
Sciences & Gnie des Matriaux
Mcanique & Ingnierie
Gnie des procds
Sciences & Gnie des Matriaux
Gnie industriel
CIS
SITE
CMP
CIS
SPIN
SPIN
G2I
G2I
DF
SITE
SITE
G2I
CMP
SPIN
CMP
SMS
SITE
SMS
SMS
G2I
SMS
SMS
CMP
CIS
SITE
SMS
SMS
SPIN
G2I
SMS
SITE
SPIN
SPIN
SPIN
SPIN
SPIN
CMP
SMS
SITE
SMS
CMP
SITE
CMP
SMS
SMS
SPIN
SPIN
SPIN
CIS
SMS
SITE
SPIN
CMP
SMS
SMS
SPIN
SMS
CIS
Glossaire : Centres :
PR 0
PR 1
PR 2
MA(MDC)
DR
Ing.
MR(DR2)
CR
EC
IGM
Professeur classe exceptionnelle
Professeur 1
re
catgorie
Professeur 2
me
catgorie
Matre assistant
Directeur de recherche
Ingnieur
Matre de recherche
Charg de recherche
Enseignant-chercheur
Ingnieur gnral des mines
SMS
SPIN
SITE
G2I
CMP
CIS
Sciences des Matriaux et des Structures
Sciences des Processus Industriels et Naturels
Sciences Information et Technologies pour lEnvironnement
Gnie Industriel et Informatique
Centre de Microlectronique de Provence
Centre Ingnierie et Sant
Dernire mise jour le : 9 mars 2010
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Remerciements
A la fin de ces trois annes de travaux, il me reste le plus agrable faire : remercier
les personnes qui ont contribu mindiquer les questions essentielles, les directions
prendre, ventuellement les destinations atteindre, mais aussi celles que jai eu le
plaisir de ctoyer quotidiennement.
Je souhaite tout dabord exprimer ma reconnaissance Frank Montheillet et
Christophe Desrayaud mes directeurs de thse, qui ont bien voulu maccorder leur
confiance pour effectuer ces travaux. Ils se sont montrs, chacun sa manire,
soucieux du bon droulement de ceux-ci et ont toujours t disponibles pour en
discuter. Sans leurs encouragements, ces travaux auraient t sans doute moins
aboutis.
Je tiens galement remercier Eric Felder, de CEMEF Mines ParisTech, et Patrick
Deneuville, de ALCAN, qui ont accept dtre les rapporteurs de cette thse, ainsi
que les autres membres du jury, Brigitte Bacroix, de LPMTM, Paris13 Jean-Denis
Mithieux, de ArcelorMittal Stainless Europe et Edgar Rauch, de SIMAP, Grenoble qui
a bien voulu assurer la prsidence du jury ; je len remercie.
David Piot sest intress ces travaux tout au long de leur droulement. Quil trouve
mes sincres remerciements pour ses conseils aviss, ses apprciations et son
encadrement pour la partie texture.
Parmi toutes les personnes avec jai eu loccasion de discuter de manire informelle
au cours de ces annes, je tiens adresser des remerciements particuliers Michel
Darrieulat et Cdric Bosch.
Par ailleurs, je ne remercierai jamais assez .
A mes parents,
Sans qui je ne serai pas l aujourdhui. Tout ce que jai accompli dans ma vie, cest
grce Allah et vous, votre soutien, votre amour et vos sacrifices. Merci
infiniment
A mon oncle Taieb,
Tu es mon exemple de courage, tes encouragements incessants me donnent des
ailes. Merci beaucoup
A mes grand-parents
Votre soutien et votre amour font ma force. Vous avez toujours veill sur moi et
mavez toujours conseill. Merci pour votre amour ternel
A mes surs
A mes surs pour leur prsence et leur soutien. Ainsi que pour les petits anges un
gros bisou
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
A toute ma famille
Pour toute ma famille, qui ma soutenu sans faillir pendant ces trois annes, et tout le
long de ma thse. Un grand merci
A toute ma belle famille
Je rserve un remerciement tout spcial toute ma belle famille, qui ma soutenu le
long des derniers moments. Et a Sarrourti qui ma apport encore bien plus, je lui
tmoigne ici ma profonde gratitude.
Ces annes stphanoises resteront un priode heureuse sur le plan personnel,
notamment grce au groupe damis avec qui jai partag de trs bons moments
mon arriv : Walid, Quentin, Nabil, Olivier, Adeline, ... auxquels se sont joints au fur
et mesure des annes Fethi, Yamin, Nedjoua, Christophe, Mlanie, JB, Grgoire,
et tous les autres sans oubli toute lquipe de Nature Orientation Saint-Etienne.
Toutes ces personnes mont enrichi.
Merci enfin tous ceux que jai peut-tre oubli en esprant quils ne men tiendront
pas rigueur.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
iii
Table des matires
Table de matires iii
Table des figures et des tableaux vi
Notations xiv
Introduction gnrale xv
I. Synthse bibliographique..... 1
I.1 Procd du laminage asymtrique (ASR) .. 3
I.1.1 Prsentation du procd 3
I.1.2 Laminage froid et Laminage chaud ......... 4
I.1.3 Aspect mtallurgique.. 6
I.1.4 Dfauts de laminage ...... 8
I.2 Modlisation numrique de laminage : mthodes de calcul . 10
I.2.1 Mthode de lnergie de dformation ... 10
I.2.2 Mthode des tranches .... 10
I.2.3 Mthode de la borne suprieure .... 11
I.2.4 Mthode des lignes dcoulement . 12
I.2.5 Prise en compte des aspects thermiques .... 13
I.2.6 Mthode des diffrences finies .. 15
I.2.7 Mthode des lments finis ... 18
I.3 Modlisations et tudes exprimentales du laminage asymtrique ..... 20
I.3.1 Modlisations mcanique .. 20
I.3.2 Modlisation thermique . 25
I.3.3 Etudes exprimentales ... 26
I.4 Texture du laminage .... 28
I.4.1 Gnralits . 28
I.4.2 Reprsentation et Simulations des textures de laminage .. 28
I.4.3 Investigations des textures de laminage .... 32
Conclusions du chapitre I .. 37
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
iv
II. Modlisation mcanique 39
II.1 Mthode du champ uniforme .... 41
II.1.1 Gomtrie et cinmatique ......... 41
II.1.2 Dformations et vitesses de dformation .. 43
II.1.3 Puissance dissipe . 45
II.1.4 Couples de laminage . 47
II.1.5 Rsultats ........ 48
II.2 Mthode des trajectoires (lignes dcoulement) ... 56
II.2.1 Gomtrie du modle . 56
II.2.2 Hypothses. 56
II.2.3 Equations des trajectoires... 57
II.2.4 Domaine de validit de a...... 60
II.2.5 Organigramme 62
II.2.6 Champ des vitesses. 63
II.2.7 Diffrentes grandeurs mcaniques..... 64
II.2.8 Puissance dissipe.. 65
II.2.9 Rsultats et interprtation.. 67
II.3 Mthode des lments finis ... 84
II.3.1 Description du laminoir. 84
II.3.2 Maillage de la tle.. 84
II.3.3 Gestion des contacts et de la tribologie.. 85
II.3.4 Conditions aux limites 86
II.3.5 Etapes de calculs.... 87
II.3.6 Quelques rsultats.. 87
Conclusions du chapitre II 92
III. Modlisation thermique ... 95
III.1 Equation de la chaleur . 96
III.2 Modlisation par diffrence finies ... 99
III.2.1 Introduction ... 99
III.2.2 Le maillage 99
III.2.3 Les conditions aux limites . 100
III.2.4 Discrtisation . 104
III.2.5 Rsolution du systme 109
III.2.6 Affinement des calculs de drive partielle... 110
III.3 Modlisation par lments finis 112
III.3.1 Introduction ... 112
III.3.2 Paramtres thermiques .. 112
III.3.3 Rhologie .. 113
III.3.4 Paramtres mcaniques . 113
III.3.5 Mise en place du programme . 114
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
v
III.4 Rsultats et interprtations . 115
III.4.1 Champ de temprature sans prise en compte du frottement .. 116
III.4.2 Champ de temprature avec prise en compte du frottement . 118
Conclusions du chapitre III ... 119
IV. Exploitation du modle ....
121
IV.1 Influence des diffrents paramtres de laminage . 123
IV.1.1 Influence des rayons des cylindres
1
R et
2
R 123
IV.1.2 Influence des coefficients de frottement
1
m et
2
m ...... 125
IV.1.3 Influence du rapport de rduction r ... 129
IV.1.4 Influence de lpaisseur de la tle lentre
e
h 133
IV.1.5 Influence de lcrouissage n . 135
IV.2 Cumul de passes ... 138
IV.2.1 Les rotations de la tle .. 138
IV.2.2 Cumul de deux passes ... 139
IV.2.3 Dformations . 143
IV.3 Texture de laminage 146
IV.3.1 Principe de la mthode .. 146
IV.3.2 Simulation de la texture de laminage asymtrique 147
IV.3.3 Comparaison avec Robert [2005] .. 155
Conclusions chapitre IV 160
V. Conclusions gnrale ... 161
Annexes .. 165
A. Projection strographique et figures de ples . 166
B. Angles dEuler .. 168
C. Calcul de la longueur de lentrefer 170
D. Estimation de la dformation quivalente en laminage asymtrique 172
E. Exemples de trajectoires pour diffrentes valeurs de a... 176
F. Courbes iso-valeurs de ,
xx xy
e e et e .
177
G. Mthode du simplexe (polygone) . 179
H. Calcul complet de la temprature . 181
I. Efforts et couples calculs avec Abaqus ... 184
J. Tenseur gradient des vitesses de dformation .. 185
K. Cumul de deux passes ... 186
Rfrences bibliographiques . 188
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
vi
Table des figures et des tableaux
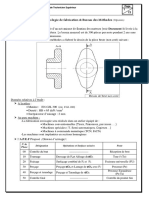
- Figure I.1.1 La gomtrie du laminage asymtrique 3
- Figure I.1.2 Schma dune cage quarto de laminage 4
- Figure I.1.3 Train de laminage 5
- Figure I.1.4 Recristallisation dynamique au cours du laminage chaud 5
- Figure I.1.5 Cintique de recristallisation statique 7
- Figure I.1.6 Principales interactions multiphysiques lors de la dformation
chaud
9
- Figure I.2.1 Bilan des forces sur une tranche 11
- Tableau I.1 coefficient de Taylor Quinney pour diffrents matriaux [Baque,
1973]
14
- Figure I.2.2 Principe des diffrences finies 16
- Figure I.3.1 Confrontation des efforts de laminage calcul aux rsultats
exprimentaux [HWANG et al., 1995].
20
- Figure I.3.2 Contraintes de cisaillement interne pour diffrents rapports de
vitesses [TZOU et HWANG 1994]
21
- Figure I.3.3 (a) Efforts et (b) couples de laminage pour diffrents rapport de
rduction
21
- Figure I.3.4 Relation entre met m 22
- Figure I.3.5 Variation du coefficient de frottement men fonction : (a) rapports
des vitesses (b) rapports de rductions
22
- Figure I.3.6 Variation des efforts de laminage en fonction des rapports des
vitesses pour diffrentes valeurs de r
23
- Figure I.3.7 Courbes iso-valeurs de
11
h s pour (a) 0.2 r (b) 0.6 r 23
- Figure I.3.8 : courbure de la tle en fonction du rapport de rduction 24
- Figure I.3.9 (a) Efforts (b) Couples de laminage en fonction du rapport des
vitesses
24
- Figure I.3.10 Efforts et couples de laminage en fonction du rapport des vitesses 25
- Figure I.3.11 Comparaison de leffort de laminage entre un modle analytique et
des rsultats exprimentaux
26
- Figure I.3.12: Comparaison de la courbure de la tle entre un modle analytique
et les rsultats exprimentaux
27
- Figure I.4.1 Numrotation des axes 29
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
vii
- Figure I.4.2 Exemple figure de ples (111) et (100) pour un alliage daluminium
lamin par laminage asymtrique [Jin et Lloyd, 2005]
29
- Figure I.4.3 Exemple de fonction des orientations cristallines pour le laminage
chaud dun alliage daluminium. Coupes 2 = Cste
30
- Tableau I.2 Exemples de composantes idales utilises pour le calcul des
fractions volumiques et leurs angles dEuler, dans un alliage CFC lamin
chaud.
31
- Figure I.4.4 Reprsentation schmatique dune demi bande de laminage, du
cylindre du laminoir, de la longueur
c
l .
33
- Figure II.1.1 Reprsentation schmatique de la gomtrie du laminage
asymtrique
42
- Figure II.1.2 Influence du rapport de vitesse de rotation sur la dformation
normale, le cisaillement, et la dformation quivalente de von Mises pour les
deux rapports de rduction : (a) r = 0,1 ( = 1,11), (b) r = 0,2 ( = 1,25).
48
- Figure II.1.3 Influence du rapport des vitesses de rotation des cylindres sur les
diffrentes composantes de la puissance dissipe : plastique
P
W ,
frottement
1 2 F F
W etW , et sur la discontinuit
D
W
49
- Figure II.1.4 Influence du rapport des vitesses de rotation des cylindres sur la
vitesse d'entre de la tle
e
u , et les vitesses de la matire en contact avec les
cylindres suprieur et infrieur
1
u et
2
u , respectivement. Les vitesses
tangentielles extrieures des cylindres
1 1
R et
2 2
R sont galement
reprsentes ;(a) 0.1 r (b) 0.2 r
50
- Figure II.1.5 Influence du coefficient de frottement m sur la vitesse d'entre
pour deux degrs d'asymtrie ; (a) 0.6
r
V (b) 0.8
r
V
51
- Figure II.1.6 Influence du rapport des vitesses de rotation sur les deux couples de
laminage C1 et C2 pour le laminage asymtrique (a) dune tle mince (he = 0,5
mm), et (b) d'une tle paisse (he = 10 mm). Trois sries de rsultats sont
confrontes : les rsultats du modle actuel (cercles), en supposant que
2 2 e
u R (triangles), et le modle de Tzou (losanges). Le couple total
1 2
C C C est aussi reprsent.
54
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
viii
- Figure II.1.7 Influence du rapport des vitesses de rotation Vr sur le couple
moyen. Trois sries de rsultats pour diffrentes valeurs de r sont compares
avec ceux de Farhat-Nia et al. [2006].
55
- Figure II.2.1 Gomtrie du modle de la mthode des lignes dcoulement 56
- Figure II.2.2 Allure de la fonction parabolique
0
( )
s
y f y 58
- Figure II.2.3 Influence de a sur les trajectoires pour 0.2 r 61
- Figure II.2.4 Puissances en fonction de
r
V pour un rapport de rduction
0.1 r : (a) mthode des trajectoires ; (b) mthode du champ uniforme
68
- Figure II.2.5 Vitesses en fonction de
r
V pour un rapport de rduction 0.1 r :
(a) mthode des trajectoires ; (b) mthode du champ uniforme
68
- Figure II.2.6 Puissances en fonction de
r
V pour un rapport de rduction
0.2 r : (a) mthode des trajectoires ; (b) mthode du champ uniforme
69
- Figure II.2.7 Vitesses en fonction de
r
V pour un rapport de rduction 0.2 r :
(a) mthode des trajectoires ; (b) mthode du champ uniforme
69
- Figure II.2.8 Graphe des puissances et des vitesses calcules par la mthode des
trajectoires
1 2 1 e
R = 100 mm; R = 100 mm; = 15 tr/min ; h = 10mm;
1 2
m = m = 1; = 1.25 (r = 0.2) l
70
- Figure II.2.9 Vitesses de dformation
xx
e ,
xy
e et dformation gnralise
0.13 ;
r
V
2
( =2 tr/min)
72
- Figure II.2.10 Vitesses de dformation
xx
e ,
xy
e et dformation gnralise
0.87 ;
r
V
2
( =13tr/min)
73
- Figure II.2.11 Dformations en fonction de
r
V 74
- Figure II.2.12 Couples exercs par les cylindres 75
- Figure II.2.13 Influence du rapport des vitesses de rotation sur les deux couples
de laminage C1 et C2 pour : (a) l'ASR dune tle mince (he = 0,5 mm), et (b)
l'ASR d'une tle d'paisseur (he = 10 mm). Trois sries de rsultats sont
confront : les rsultats du modle de champ uniforme (cercles), le modle de
Tzou [1994] (losanges), et le modle des trajectoires (triangles).
76
- Figure II.2.14 Effort de laminage en fonction de
r
V
78
- Figure II.2.15 Positions des points neutres en fonction de
r
V 79
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
ix
- Figure II.2.16 Schma de calcul du rayon de courbure 79
- Figure II.2.17 Inclinaison de droites initialement verticales 80
- Figure II.2.18 Influence du rapport des vitesses sur la courbure la tle : (a) angles
dinclinaison des droites ; (b) rayons de courbure
81
- Figure II.2.19 Variation de g et
app
g suivant lpaisseur de la tle 82
- Figure II.2.20 Relation entre g et
app
g 82
- Figure II.2.21 Variation de e enx L 83
- Figure II.3.1 Maillage de la tle 85
- Figure II.3.2 Relation entre m et mdaprs Tzou (1997) 86
- Figure II.3.3 Contraintes de Von Mises 88
- Figure II.3.4 Contraintes de Cisaillement 88
- Figure II.3.5. Angle de courbure de la tle 89
- Figure II.3.6 Courbure le la tle 90
- Figure II.3.7 Courbure le la tle 91
- Figure III.2.1 Reprsentation schmatique du maillage 99
- Figure III.2.2 Reprsentation schmatique des indices du maillage 100
- Figure III.2.3 Schmatisation des conditions aux limites 101
- Figure III.2.4 Diffusion de la chaleur dans un corps massif semi-infini partir de
la surface
102
- Tableau III.1 Energie dactivation apparente en ( / ) kJ mole [Montheillet, 2006] 105
- Figure III.2.5 Reprsentation schmatique des indices du maillage 110
- Figure III.2.6 les nuds de calcul ; (a) calcul plus proche de la ralit (b) calcul
approch
111
- Figure III.3.1 Maillage de la tle 113
- Figure III.3.2 Champ de temprature en ngligeant le frottement (Vr=0.3) (a)
Elments finis (b) Diffrences finies
117
- Figure III.3.3 Champ de temprature avec prise en compte du frottement
(Vr=0.3) (a) Elments finis (b) Diffrences finies
118
- Figure IV.1.1 Influence de
2
R sur : (a) la puissance dissipe ; (b) les vitesses
124
- Figure IV.1.2 Influence de
2
R sur la courbure de la tle
125
- Figure IV.1.3 Influence de
2
m sur : (a) la puissance dissipe ; (b) les vitesses
125
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
x
- Figure IV.1.4 Efforts de laminage : (a)
1
1 m (b)
1 2
m m m(laminage
symtrique)
126
- Figure IV.1.5 Couples de laminage pour 0.3
r
V : (a)
1
1 m ; (b)
1 2
m m m
127
- Figure IV.1.6 Influence de m sur la vitesse dentre ( 0.3
r
V )
127
- Figure IV.1.7 Influence de m (
1 2
m m m) sur la courbure de la tle 128
- Figure IV.1.8 Influence des coefficients de frottement sur la courbure de la tle 129
- Figure IV.1.9 Influence des coefficients de frottement sur la courbure de la tle 129
- Figure IV.1.10 Influence de r sur : (a) la puissance dissipe ; (b) les vitesses 130
- Figure IV.1.11 Influence de r sur : (a) l'effort de laminage ; (b) les couples de
laminage
131
- Figure IV.1.12 Inclinaison de droites initialement verticales : (a) marquages : (b)
rsultats Zuo et al., [2008]
132
- Figure IV.1.13 Influence de r sur linclinaison de droites initialement verticales 132
- Figure IV.1.14 Influence de
e
h sur : (a) la puissance dissipe ; (b) les vitesses
133
- Figure IV.1.15 Influence de
e
h sur : (a) l'effort de laminage ; (b) les couples de
laminage
134
- Figure IV.1.16 Influence de
e
h sur linclinaison de droites initialement
verticales
134
- Figure IV.1.17 Variation du paramtre du champ a en fonction de n pour
0.3
r
V
135
- Figure IV.1.18 Influence de n sur : (a) l'effort de laminage ; (b) les couples de
laminage
136
- Figure IV.1.19 Influence de n sur linclinaison de droites initialement
verticales
137
- Figure IV.2.1 Schmatisation des diffrentes rotations possibles entre deux
passes
139
- Figure IV.2.2 Variation suivant l'paisseur de la tle ; (a) de la dformation
yy
e
(b) du cisaillement
xy
e pour le chemin (a)
140
- Figure IV.2.3 Variation de e suivant l'paisseur de la tle pour le chemin (a) 141
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
xi
- Figure IV.2.4 Variations suivant l'paisseur de la tle (a) de la dformation
yy
e ;
(b) du cisaillement
xy
e pour le chemin (b)
141
- Figure IV.2.5 Variation de e suivant l'paisseur de la tle pour le chemin (b) 142
- Figure IV.2.6 Variations suivant l'paisseur de la tle (a) de la dformation
yy
e ;
(b) du cisaillement
xy
e dans le cas symtrique
143
- Figure IV.2.7 Variation de e suivant l'paisseur de la tle dans le cas
symtrique
143
- Figure IV.2.8 Variations de e suivant l'paisseur de la tle pour les trois
chemins de laminage
144
- Figure IV.2.9 Variations de e suivant l'paisseur de la tle pour un mme
rapport de rduction pour les deux passes (triangles), et des rapports de rduction
diffrents (losanges)
145
- Figure IV.3.1 Gradient des vitesses pour la trajectoire
0
0.5mm y en fonction
de la position x
147
- Figure IV.3.2 Variations de
13
e et
13
w pour la trajectoire
0
0.5mm y en
fonction de la position x
148
- Figure IV.3.3 Composantes du tenseur gradient des vitesses dans lpaisseur :
(a)
13
d ; (b)
31
d (les carrs correspondent la trajectoire y
0
= 0)
149
- Figure IV.3.4 Composante
11
d du tenseur gradient des vitesses dans lpaisseur
(les carrs correspondent la trajectoire y
0
= 0)
149
- Figure IV.3.5 Evolution de la composante
13
e du tenseur vitesse de dformation
dans lpaisseur
150
- Figure IV.3.6 Evolution des vitesses de rotation
13
w dans lpaisseur
150
- Figure IV.3.7 Figures de ples {111} et {100} aprs une passe de laminage pour
les profondeurs
0
6 y mm,
0
0 y ,
0
6 y mm
152
- Figure IV.3.8 Variation de
e
en
x L
suivant lpaisseur
153
- Figure IV.3.9 Figures de ples {111} et {100} la mi-paisseur (
0
0 y ) ;
volution de la texture au cours de cinq passes de laminage.
154
- Figure IV.3.10 Rapport de rduction au cours de chaque passe 155
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
xii
- Figure IV.3.11 Comparaison pour la composante
x
V
des vitesses entre les
rsultats de la prsente tude (points bleus) et ceux de Robert [2005], (pour la
passe 4 de la gamme A ? et pour diffrentes profondeurs, nud 1 mi-paisseur
et nud 12 la surface)
156
- Figure IV.3.12 Gradient des vitesses pour la trajectoire situe 60% de la mi-
paisseur, en fonction de la positionx , pour la passe 10
156
- Figure IV.3.13 Figures de ples {111} et {100} 60%de la mi-paisseur aprs 20
passes de laminage symtrique : (a) notre simulation ; (b) mesures par RX [Robert,
2005]
157
- Figure IV.3.14 Mesures de Robert des ODF 60%de la mi-paisseur aprs 20
passes de laminage symtrique
158
- Figure IV.3.15 Calcul des ODF 60%de la mi-paisseur aprs 20 passes de
laminage symtrique, l'aide du prsent modle
159
- Figure IV.4.1 Influence de quelques paramtres sur la courbure de la tle 160
- Figure A.1 Description d'une orientation par une figure de ples : principe de
construction d'une figure de ples {100} : (a) Intersection de la direction <100>
avec la sphre de rfrence. (b) Projection strographique sur le plan quatorial.
(c) Figure de ples {100}.
166
- Figure B.1 Description d'une orientation par les angles d'Euler dfinis selon la
convention de Bunge (
1 2
, , j f j ).
168
- Figure C.1 Reprsentation schmatique d'une passe de laminage asymtrique, et
dfinition des paramtres gomtriques associs.
170
- Figure D.1 Schma de la dformation d'un lment de matire en compression
plane-cisaillement simple
172
- Figure D.2 Evolution du cisaillement apparent en fonction du rapport de
rduction, suivant la relation (D.12) (lignes continues) et la relation de Gracio et
al. [2010] (traits interrompus), pour a = 0,5 (violet) et a = 1 (noir).
174
- Figure E.1 Trajectoires pour diffrentes valeurs de a 176
- Figure F.1 Vitesses de dformation
xx
e ,
xy
e et dformation gnralise
2
=9 tr/min
177
- Figure F.2 Vitesses de dformation
xx
e ,
xy
e et dformation gnralise
2
=15tr/min (cas symtrique)
178
- Tableau G.1 Mthode du simplexe [Press et al., 1986] 180
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
xiii
- Figure H.1 Reprsentation schmatique des indices du maillage 181
- Figure I.1 : Efforts et couples de laminage 184
- Figure J.1 det L pour
2
3 /min tr
185
- Figure K.1 Variations de
yy
e suivant l'paisseur de la tle pour les trois chemins
de laminage
186
- Figure K.2 Variations de
xy
e suivant l'paisseur de la tle pour les trois chemins
de laminage
187
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
xiv
Notations
1, 2 Indices respectifs des moitis suprieure et infrieure du systme
1 2
, R R Rayons des cylindres suprieur et infrieur
1 2
, m m Coefficients de frottement de Tresca respectivement suprieur et infrieur
m
Coefficient de frottement de Coulomb
r Rapport de rduction
2
e
h Epaisseur de la tle lentre
2
s
h Epaisseur de la tle la sortie
L Longueur de lemprise
1 2
, h h Tranches dpaisseur de la tle lentre, respectivement suprieure et
infrieure, relatives un repre centr sur la mi-paisseur de la tle la
sortie (
1 2
2
e
h h h )
1 2
,
Vitesses angulaires des cylindres suprieur et infrieur
,
x y
V V Vitesses de la matire en tout point
, ,
xx yy xy
e e e Vitesses de dformation
e e
Vitesses de dformation gnralise et dformation quivalente (von Mises)
0
s
Contrainte dcoulement
, , ,
D P Fi
W W W W
Puissances dissipes, respectivement totale, sur la discontinuit, dans
lcoulement et par frottement
1 2
, ,
e
u u u
Vitesses de la matire respectivement lentre, la sortie en contact avec
le cylindre suprieur et la sortie en contact avec le cylindre infrieur
a Paramtre du champ
T Temprature
, q b
Angles associs la courbure de la tle
0
,
s
y y
Ordonnes des trajectoires respectivement lentre et la sortie de la cage
de laminage
1 2
, C C
Couples de laminage exercs par les cylindres
F Effort de laminage
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
xv
Introduction gnrale
Dans tous les domaines de lindustrie, la notion de mise en forme des matriaux
intervient soit en amont, en aval ou en cours de production. Lobjectif premier est de
confrer une pice mtallique des dimensions situes dans une fourchette de tolrances
donnes ainsi que des caractristiques demploi, notamment mcaniques, prcises. Parmi les
techniques de formage les plus rpandues dans lindustrie on trouve le laminage. Cette
opration de mise en forme par dformation plastique, destine rduire la section dun
produit de grande longueur, s'effectue par passage de celui-ci entre deux ou plusieurs
cylindres tournant autour de leur axe ; cest la rotation des outils qui entrane le produit dans
lemprise par lintermdiaire du frottement.
Le laminage engendre un gradient de dformation suivant lpaisseur de la tle. Le
cisaillement est plus ou moins intense en surface, mais nul mi-paisseur de la tle.
Lhtrognit des grandeurs mcaniques induit une htrognit de la texture et de la
microstructure des produits lamins. Ces problmes dhtrognit et danisotropie de
proprits mcaniques des matriaux ayant subi une grande dformation plastique ainsi que
diffrents traitements thermiques ont une importance cruciale au niveau industriel.
Le principal dveloppement attendu est alors de pouvoir prvoir, voire de contrler,
les caractristiques mcaniques et leurs variations dans lpaisseur de la tle. En effet,
commercialement, cest la limite basse des caractristiques mcaniques des pices qui
dtermine la valeur retenue la vente et qui sert de rfrence au dimensionnement des
structures. Surtout, il est indispensable didentifier, dans tout le processus qui mne du
matriau de coule la pice finale, les tapes qui sont dterminantes dans lapparition
et/ou le contrle des htrognits. La connaissance des conditions de dveloppement des
htrognits des grandeurs mcanique et de texture est donc primordiale ainsi que la mise
au point dune procdure numrique permettant de les prdire.
Le procd de mise en forme quon a tudi dans ce travail est le laminage asymtrique ;
il permet de rduire lpaisseur dune tle (ou dun produit) par passage entre deux cylindres
qui nont pas les mmes diamtres (asymtrie gomtrique) ou/et ne tournent pas a la mme
vitesse (asymtrie cinmatique) ou/et nont pas les mmes tats des surfaces ou/et ou de
temprature diffrente. Lasymtrie peut aussi tre engendre par une asymtrie dans les
proprits de la tle lentr comme : un gradient de temprature entre le haut et le bas ou
une diffrence des paramtres rhologiques de cette dernire.
Notre travail s'est inscrit dans le cadre dun programme ANR dont lobjectif global
tait de dvelopper un outil permettant de crer de nouvelles microstructures, de les
caractriser et de calculer les proprits mcaniques caractristiques de ces microstructures.
Ce projet, appel MICA a t lanc sous le titre : Microstructures Innovantes pour
Caractristiques Amliores. Loutil retenu est un laminoir pilote, capable d'effectuer du
laminage asymtrique, procd mis au point pour la premire fois par Sachs et Klinger en
1947, diffrentes tempratures, et est oprationnel sur deux sites (Villetaneuse et
Grenoble) qui sont nos partenaires dans le projet depuis janvier 2008, dans une version
froid uniquement.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
xvi
Les microstructures cibles en priorit taient dune part celles issues dun processus
de laminage asymtrique. Dans la littrature, divers auteurs considrent quune opration
de laminage asymtrique permettrait dimposer de plus amples cisaillements, susceptibles
damliorer les caractristiques de la tle lamine (avec si possible fragmentation des
grains). Dautre part les microstructures complexes rencontres dans les matriaux
multiphass, pour lesquels le contrle de la microstructure passe par une meilleure
comprhension des mcanismes de transformation de phase lors de traitements
thermomcaniques.
Nous nous sommes concentrs dans ce travail sur la modlisation mcanique et
thermique de ce nouveau procd, tandis que les microstructures ont t tudies Paris et
Grenoble. La prsente tude concerne lanalyse mcanique et thermique du laminage
asymtrique. Nous nous sommes intresss en particulier la distribution des dformations,
et notamment du cisaillement, dans lpaisseur de la tle.
Cette thse est divise en quatre chapitres, eux mme subdiviss en sections. Aprs
une synthse bibliographique concernant les laminages symtrique et asymtrique, les
mthodes de calculs gnralement utilises, ainsi que divers travaux scientifiques
concernant ce procd et la prvision de texture associe, (chapitre I), le chapitre II expose
en dtail les trois mthodes utilises ici pour la modlisation mcanique, les grandeurs que
l'on peut prdire, les limites des diffrents modles, ainsi que les confrontations des rsultats
des trois modles entre eux.
Dans le chapitre III, on prsente la modlisation thermique du procd de laminage
asymtrique par diffrences finies et lments finis et les rsultats obtenus sont compars.
Enfin au chapitre IV, nous validons les modles et nous les exploitons, notamment la
mthode variationnelle utilisant les lignes dcoulement. Il est subdivis en trois parties
consacres respectivement l'influence des paramtres de laminage, l'tude du cumul de
deux passes et une premire prvision de la texture.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
1
Chapitre I
Synthse bibliographique
Sommaire
Introduction -------------------------------------------------------------------------------------------- 3
I.1 Procd du laminage asymtrique (ASR) ----------------------------------------------- 3
I.1.1 Prsentation du procd ------------------------------------------------------------------- 3
I.1.2 Laminage froid et Laminage chaud -------------------------------------------------- 4
I.1.2.a Le rchauffage ------------------------------------------------------------------------ 6
I.1.2.b Le laminage --------------------------------------------------------------------------- 6
I.1.3 Aspect mtallurgique ---------------------------------------------------------------------- 6
I.1.3.a Ecrouissage et restauration du mtal pendant la dformation ------------------ 6
I.1.3.b Recristallisation statique------------------------------------------------------------- 7
I.1.3.c Recristallisation dynamique -------------------------------------------------------- 7
I.1.4 Dfauts de laminage ------------------------------------------------------------------------ 8
I.1.4.a Dfauts gomtriques ---------------------------------------------------------------- 8
I.1.4.b Dfauts mtallurgiques et microstructuraux -------------------------------------- 8
I.1.4.c Dfauts de surface -------------------------------------------------------------------- 9
I.2 Modlisation numrique de laminage : mthodes de calcul ----------------------- 10
I.2.1 Mthode de lnergie de dformation -------------------------------------------------- 10
I.2.2 Mthode des tranches --------------------------------------------------------------------- 10
I.2.3 Mthode de la borne suprieure --------------------------------------------------------- 11
I.2.4 Mthode des lignes dcoulement ------------------------------------------------------- 12
I.2.5 Prise en compte des aspects thermiques ------------------------------------------------ 13
I.2.5.a Les sources de chaleur surfacique ------------------------------------------------ 13
I.2.5.b Chaleur dissipe par la dformation plastique ---------------------------------- 14
I.2.5.c Effets du milieu environnant ------------------------------------------------------- 15
I.2.6 Mthode des diffrences finies ---------------------------------------------------------- 15
I.2.6.a Mailler le domaine ------------------------------------------------------------------ 16
I.2.6.b Discrtisation ------------------------------------------------------------------------- 16
I.2.6.c Conditions aux limites -------------------------------------------------------------- 17
I.2.6.d Rsoudre le systme ---------------------------------------------------------------- 17
I.2.7 Mthode des lments finis -------------------------------------------------------------- 18
I.3 Modlisations et tudes exprimentales du laminage asymtrique --------------- 20
I.3.1 Modlisations mcanique ---------------------------------------------------------------- 20
I.3.1.a Modlisations analytique ----------------------------------------------------------- 20
I.3.1.b Modlisations par lments finis -------------------------------------------------- 23
I.3.2 Modlisation thermique ------------------------------------------------------------------ 25
I.3.3 Etudes exprimentales -------------------------------------------------------------------- 26
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
2
I.4 Texture du laminage ------------------------------------------------------------------------ 28
I.4.1 Gnralits ---------------------------------------------------------------------------------- 28
I.4.2 Reprsentation et Simulations des textures de laminage ---------------------------- 28
I.4.2.a Conventions et reprsentations ------------------------------------------------------- 28
I.4.2.b Simulations des textures de dformation -------------------------------------------- 32
I.4.3 Investigations des textures de laminage ------------------------------------------------ 32
Conclusions du chapitre I -------------------------------------------------------------------------- 37
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
3
Introduction
Cette partie a pour but de rappeler les notions utiles la comprhension et la
modlisation du procd de laminage et de classer les divers travaux qui ont t raliss sur le
laminage asymtrique, objet principal de ltude. Lide du procd du laminage asymtrique
est relativement ancienne, mais les recherches intenses pour la comprhension du phnomne
ne sont pas nombreuses.
La premire partie rappellera quelques gnralits sur le procd de laminage et en
particulier le laminage asymtrique, ainsi que les mthodes de calcul les plus utilises pour la
modlisation des procds de mise en forme des alliages mtalliques.
Par la suite la classification de diffrentes tudes sera ralise, suivant la mthode de
modlisation utilise (Analytique, EF) ainsi que la prsentation de quelques travaux
exprimentaux raliss dans le domaine, peu nombreux du fait que le dispositif exprimental
nest pas courant.
Finalement, une synthse est effectue, de quelques travaux qui tudient la texture
dveloppe par, une ou plusieurs passes, de laminage asymtrique et leur comparaison aux
textures de rfrence en laminage.
I.1 Procd du laminage asymtrique (ASR)
I.1.1 Prsentation du procd
Chacun peut dfinir le laminage en fonction de ce quil cherche :
Le laminage est une opration de mise en forme par dformation plastique, destine
rduire la section dun produit de grande longueur, par passage entre deux ou plusieurs outils
tournant autour de leur axe ; cest la rotation des outils qui entrane le produit dans lemprise
par lintermdiaire du frottement. Cest la dfinition du gnraliste.
R
1
R
2
x
y
2h
e
2h
F
O
1
O
2
.
.
Figure I.1.1 La gomtrie du laminage asymtrique
Dun point de vue mtallurgique, cest obtenir des caractristiques mcaniques ou
mtallurgiques suprieures ; lopration prcdente, qui peut tre la coule, ne donnant pas
satisfaction sur ce point. Dans le cas du laminage chaud, les structures de solidification sont
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
4
dtruites ou au moins modifies. Les soufflures sont crases, allonges et mme souvent
ressoudes.
Dun point de vue mcanique, on met en uvre des forces, des puissances, des masses, des
organes souvent importants, pour lobtention de la gomtrie adquate pour le produit final.
Le procd de laminage asymtrique permet de rduire lpaisseur dune tle (ou dun
produit) par passage entre deux cylindres qui nont pas les mmes diamtres (asymtrie
gomtrique) ou/et ne tournent pas a la mme vitesse (asymtrie cinmatique) ou/et nont pas
les mmes tats des surfaces ou/et ou de temprature diffrente.
Lasymtrie peut aussi tre engendre par une asymtrie dans les proprits de la tle
lentr comme : un gradient de temprature entre le haut et le bas ou une diffrence des
paramtres rhologiques de cette dernire.
I.1.2 Laminage froid et Laminage chaud
Le laminage chaud simpose pour deux raisons capitales [Bataille, 2003] et
[Montmitonnet ,2002]: la premire est que la rsistance chaud du mtal dcrot trs
rapidement avec la temprature. La seconde est dordre mtallurgique. Le laminage froid
provoque un crouissage du mtal. Le laminage ne peut se poursuivre au-del de la limite de
rupture, par ailleurs lcrouissage peut entraner un dpassement des capacits de puissance
du systme de laminage froid.
En pratique, les premires sries de rductions commencent chaud afin datteindre
facilement de fortes dformations du matriau et dajuster les proprits mtallurgiques du
produit. Le passage froid est ensuite ncessaire pour obtenir les caractristiques
gomtriques et mcaniques adquates, ainsi quun bon tat de surface.
Figure I.1.2 Schma dune cage quarto de laminage
Les cages des laminoirs sont gnralement quarto , composes de deux cylindres de
travail de faible diamtre (de lordre de 10 cm), assurant le laminage, et de deux cylindres
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
5
dappui de diamtre plus grand, comme schmatis sur la Figure I.1.2. Diffrents actionneurs
de la cage (vis de serrage, vrins, etc.) permettent de rgler lpaisseur correcte en sortie
demprise.
Le laminage froid est gnralement ralis sur laminoirs rversibles multicylindres, o
plusieurs cages se succdent, on parlera d'un train de laminage (figure I.1.3). Deux bobineuses
sont disposes de chaque ct des cages pour assurer la traction et contre-traction de la bande.
Le laminage seffectue sous film dhuile minrale afin de faciliter lcoulement du mtal,
liminer la chaleur produite par le laminage et lubrifier les quipements internes de la cage de
laminage.
Figure I.1.3 Train de laminage
A froid, un traitement thermique peut tre fait pour restaurer la structure et viter la
rupture par endommagement. Au contraire pendant le laminage chaud, la recristallisation
dynamique seffectue au cours de la dformation tant que la temprature du produit le permet
(figure I.1.4).
Le laminage froid nest ncessaire gnralement que pour obtenir des tolrances
serres, et un bon tat de surface. Dun point de vue pratique, la diffrence entre le procd
chaud et le procd froid tient donc surtout la diffrence des gomtries des produits quils
traitent. En loccurrence, plus pais pour les laminages chaud et plus minces pour les
laminages froid.
Figure I.1.4 Recristallisation dynamique au cours du laminage chaud
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
6
Les diffrentes tapes du laminage chaud sont :
I.1.2.a Le rchauffage
Le rchauffage des aciers au carbone et des aciers microallis comporte trois objectifs
principaux :
Le premier, dordre mcanique, est simplement de porter le mtal une temprature
suffisante pour diminuer les efforts de formage, accrotre la ductilit de lacier de faon
pouvoir lui appliquer des dformations importantes, et de finir le laminage dans le domaine
austnitique.
Le second objectif, qui est plutt une consquence favorable du premier, est de se placer
dans le domaine austnitique avec, pour consquences, deffacer partiellement la structure trs
grossire issue de la solidification et de rduire les gradients de composition dus au
phnomne de sgrgation.
Enfin, lobjectif essentiel de cette phase de rchauffage est la remise en solution des
prcipits apparus au cours de la solidification, en premier lieu parce quils sont trop gros, et
donc pas assez nombreux pour contribuer au durcissement de lacier temprature ambiante,
et parce que les lments tels que le niobium, le titane ou le vanadium jouent un rle trs
important sur lvolution de la structure au cours du laminage et de la transformation
allotropique ? lorsquils sont en solution solide [Fabrgue, 2000].
I.1.2.b Le laminage
Dun point de vue mtallurgique, le laminage apparat comme une succession de
dformations (des passes) qui vont engendrer un crouissage (et restauration ventuellement)
du mtal, et de temps dattente (les inters passes) pendant lesquels la structure de lacier
pourra voluer.
Le laminage asymtrique a le mme aspect opratoire que le laminage classique sauf
que les rayons, les vitesses et les rugosits des cylindres peuvent tre diffrentes (Figure
I.1.1).
I.1.3 Aspect mtallurgique
I.1.3.a Ecrouissage et restauration du mtal pendant la dformation
La dformation lastique de tout matriau cristallin se produit par distorsion rversible
de son rseau. La dformation plastique se produit alors par ruptures et reconstructions des
liaisons mtalliques qui assurent la continuit du rseau cristallin, phnomnes ncessitant en
thorie une nergie considrable. La prsence des dislocations et leur dplacement suivant des
plans privilgis vont permettre de raliser les ruptures et reconstructions des liaisons, non pas
simultanment mais de faon discrte, rduisant ainsi de faon considrable lnergie stocke
sous forme de dislocations.
Dans le prsent travail nous traitons la dformation plastique, dans ce cadre le nombre
de dislocations va rapidement crotre ce qui va conduire au durcissement de lacier, et est
couramment appel : Phnomne dcrouissage.
A la cration de ces dislocations vont tre opposs diffrents mcanismes conduisant
leur limination et donc ladoucissement du matriau ; ce sont les phnomnes de
restauration et recristallisation.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
7
Il est galement ncessaire de distinguer ladoucissement qui se produit simultanment
la dformation, cest la restauration ou recristallisation dynamique, de celui qui intervient
aprs la dformation, cest la restauration et recristallisation statique ou post-dynamique.
I.1.3.b Recristallisation statique
Comme il a dj t voqu ci dessus, la recristallisation procde par germination et
croissance de nouveaux grains. La recristallisation complte est atteinte lorsque les grains
crouis ont t intgralement limins et remplacs par des grains exempts dcrouissage. La
recristallisation statique se produisant aprs larrt de la dformation, sa cintique est de ce
fait exprime en fonction du temps ; elle prsente une allure spcifique (figure I.1.5) qui est
bien traduite par une loi de type Avrami [Fabrgue, 2000] :
( ) 1 exp( )
n
FRt kt (I.1)
FR: fraction de recristallisation statique ;t : temps ; k et n : deux constantes caractrisant la
cintique. ( 2 5) n
Figure I.1.5 Cintique de recristallisation statique
I.1.3.c Recristallisation dynamique
Comme pour la recristallisation statique, la recristallisation dynamique en phase
austnitique procde par germination et croissance de nouveaux grains. La premire
spcificit de la recristallisation dynamique rside dans le fait que lenvironnement du
nouveau grain recristallis continue de scrouir avec le ralentissement de sa croissance. La
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
8
recristallisation dynamique conduit donc un affinement trs important de la structure, au
moins jusqu larrt de la dformation. La seconde spcificit du phnomne est que la
structure peut recristalliser plusieurs fois de suite au cours de la dformation.
Contrairement au cas de la recristallisation statique, lavance de la recristallisation
dynamique ne dpend pas du temps mais de la dformation applique. Les cintiques sont
galement exprimes sous la forme dune loi dAvrami o le paramtre temps est remplac
par le paramtre dformation [Fabrgue, 2000].
( ) 1 exp( )
n
FRt ke (I.2)
I.1.4 Dfauts de laminage
I.1.4.a Dfauts gomtriques
Les machines et les outils (cylindres, cages) ne sont pas infiniment rigides, se
dforment, et cdent lastiquement sous les efforts appliqus. Cela perturbe aussi la
gomtrie des produits, crant des problmes de profil et de planit des produits plats. Des
problmes de rglage des outils de production peuvent avoir des consquences du mme
ordre.
Des dfauts gomtriques peuvent apparatre la suite de la dformation locale du
rouleau en contact avec la tle dans lemprise [Fabrgue, 2000] : Les contraintes de pression
dans le contact sont relaxe par llargissement de la tle qui est fort si les rapports
paisseur/largeur et paisseur/longueur de contact sont grands (cest le cas du laminage
chaud ). Cet largissement est faible car inhib par le frottement des outils dans le cas du
laminage froid; les contraintes de contact, donc les dformations des cylindres, seront trs
fortes si on lamine des produits minces parce que les effets du frottement seront exacerbs par
le grand rapport surface/volume. Le rle des efforts de tension et contre tension imposes par
les moteurs de bobinage est dans ce cas primordial pour minimiser ces dfauts.
A ces dfauts dorigine mcaniques se superposent des dformations dorigine
thermiques, lies la dilatation, qui conduit une htrognit du diamtre du cylindre le
long de son axe. Ces dilatations peuvent entraner des htrognits dpaisseur des produits
finaux.
I.1.4.b Dfauts mtallurgiques et microstructuraux
Les dfauts microstructuraux sont trs dpendants de lalliage considr. Ce sont des
tailles de grains htrognes, des textures cristallographiques mal orientes, des inclusions
non mtalliques, des porosits, des fissures. Certains de ces dfauts sont hrits des structures
de coule [Farhi, 1989].
Les discontinuits (porosits, fissures et criques), qui relvent des phnomnes et
mcanismes dendommagement des matriaux, sont engendres par la conjugaison dtats de
contrainte de tension et de lexistence dhtrognits : do un couplage
mcanique/mtallurgie lchelle microscopique [Montheillet et al. 1998].
De plus les paramtres de structure granulaire et de texture voluent autant par la
dformation elle-mme que lors des recristallisations induites par la dformation chaud
(recristallisation dynamique) ou lors des traitements thermiques (recristallisation statique).
Leur prvision passe par lutilisation des modles de mtallurgie physique appropris, eux-
mmes coupls la thermomcanique [Bunge et al. 1997].
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
9
I.1.4.c Dfauts de surface
Parmi les dfauts de surface se distinguent les dfauts de type chimique comme la
corrosion, incrustation doxyde, pollutions par les lubrifiants ou des dfauts de rugosits. Ce
dernier cas est trs directement contrl par la mcanique du contact produit-cylindre
[Montmitonnet ,2002]. Des microfissures peuvent provenir de contraintes de traction
superficielle, des porosits peuvent tre la consquence du pigeage de lubrifiants (poches
dhuile) ou de phnomnes de corrosion, du rebouchage incomplet de trous initiaux induits
par un dcapage par exemple.
Pour minimiser ces dformations ou corriger ces dfauts, on peut recourir des
actionneurs de profil, en pratique des vrins dquilibrage du cylindre de travail ou de
cambrage des cylindres dappui. Le pilotage de ces actionneurs nest toutefois pas ais.
Dautres techniques de correction peuvent tre utilises : la translation des cylindres de
travail (roll shifting) [Berger, 87], le refroidissement ou la lubrification diffrentielle, ou
encore le dsaxement des cylindres haut / bas (pair-cross)Touts ces problmes de
gomtrie ne seront pas pris en compte dans notre modlisation.
Et pour conclure, on peut rsumer les principales interactions, mtallurgiques,
thermiques et mcaniques par le schma si dessous (figure I.1.6) :
C
1
C
2
Force
Force
Mcanique
Thermique
Mtallurgie
I
n
p
a
c
t
d
e
l
a
m
i
c
r
o
s
t
r
u
c
t
u
r
e
s
u
r
l
e
s
p
r
o
p
r
i
s
m
c
a
n
i
q
u
e
s
I
n
f
u
e
n
c
e
d
e
l
a
d
f
o
r
m
a
t
i
o
n
s
u
r
l
a
m
i
c
r
o
s
t
r
u
c
t
u
r
e
E
n
e
r
g
i
e
d
e
d
f
o
r
m
a
t
i
o
n
T
h
e
r
m
o
s
e
n
s
i
b
i
l
i
t
d
e
s
p
a
r
a
m
t
r
e
s
d
e
l
a
l
o
i
d
e
c
o
m
p
o
r
t
e
m
e
n
t
Chaleur latente de transformation
Influence sur les mcanismes microstructuraux:
restauration,recristallisation,transformation de phase...
Figure I.1.6 Principales interactions multiphysiques lors de la dformation chaud
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
10
I.2 Modlisation numrique de laminage : mthodes de calcul
Le choix de la mthode de modlisation du procd de laminage, dpend de la nature du
problme traiter (laminage chaud, froid avec ou sans bobinage), des questions poses
et des rsultats recherchs. Dans cette partie on va prsenter les principales mthodes de
calcul, les avantages, les inconvnients et les lments de choix. Nous justifierons ensuite les
mthodes que nous allons choisir pour la partie modlisation.
I.2.1 Mthode de lnergie de dformation
La mthode se rsume en deux simplifications (hypothses) et une formule : pour tout le
volume dform plastiquement V on choisit :
- Une vitesse de dformation uniforme e .
- Une valeur uniforme de la contrainte dcoulement
0
s .
- La puissance de dformation plastique scrit :
0 i
W V s e
Lavantage de cette mthode est quelle fournit trs rapidement un ordre de grandeur des
efforts moteurs et de lnergie mise en jeu dans le procd.
Cependant la premire hypothse nest gnralement pas vrifie et surtout dans notre
cas o les gradients de vitesse de dformation jouent un rle trs important.
Cette mthode ne fait pas intervenir :
- La forme des outils.
- La nature des contacts mtal-outil.
Enfin elle nglige deux formes de travaux dissips :
- Le travail de frottement.
- Le travail de dformation redondant (htrognit de la dformation).
Les valeurs obtenues pour la force et le travail sont donc des valeurs approches par
dfaut qui ne peuvent tre quun premier ordre de grandeur.
I.2.2 Mthode des tranches
Lobjectif de la mthode des tranches est de calculer, en tenant compte des frottements,
une valeur approche des efforts moteurs et de la distribution de pression au contact des
outils.
Cette mthode consiste :
- dcouper par la pense le matriau en tranches verticales infiniment minces.
- Faire le bilan de lensemble des forces appliques une tranche et en dduire
lquation dquilibre.
- Une hypothse sur le modle de frottement donne la valeur de la cission en
fonction de la contrainte normale.
- Le critre de plasticit est crit dans le cadre de lhypothse de linvariance
des contraintes principales dans une tranche. Il permet de trouver une relation entre
les contraintes principales.
- Lapplication de la loi dcoulement au mode simplifi de dformation donne
une relation entre les contraintes.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
11
- Lquation dquilibre se ramne alors une quation diffrentielle pour les
contraintes principales ; une condition la limite permet dobtenir par intgration la
distribution des contraintes.
- Les efforts moteurs se calculent alors par intgration des contraintes sur les
surfaces de contact.
R
1
R
2
x
y
2h
e
2h
F
P
1
P
2
t
1
t
2
o
x
+do
x
o
x
t
o1
t
o2
t
i1
t
i2
Figure I.2.1 Bilan des forces sur une tranche
Lintrt de la mthode des tranches est de prendre en compte le frottement du matriau
sur les outillages, or les simplifications ncessaires aboutissent une contradiction de base :
On tient compte des frottements sur une tranche au niveau global des efforts exercs sur la
tranche mais non au niveau local de la distribution des contraintes dans la tranche (absence de
cisaillement). Donc les rsultats de la mthode des tranches seront dautant meilleurs que le
travail de frottement sera grand par rapport au travail de dformation, donc que la surface
frottante sera grande par rapport la surface libre. Ces modles sont donc plus pertinents pour
le laminage des tles minces avec des grands diamtres de cylindres.
De plus, cette mthode ne permet pas de prvoir les gradients des grandeurs mcaniques
suivant lpaisseur de la tle.
I.2.3 Mthode de la borne suprieure
La mthode de la borne suprieure est un outil de calcul des procds de mise en forme
qui se classe parmi les mthodes dencadrement. Car, rsoudre un problme de mise en
forme, cest dabord obtenir une valeur approche des principales grandeurs (couples de
laminage, force de poinonnage, etc.). Par ailleurs, il est souhaitable dobtenir ces
informations au moyen de calculs relativement simples. Le calcul algbrique est
principalement utilis.
Le principe gnral de la mthode qui dcoule du sens physique de la mthode ; Pour
rendre compte des dplacements imposs la matire par les outillages, on invente un champ
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
12
dcoulement qui dissipe une certaine puissance par dformation et frottement. Mais
lcoulement normal, plus conome, dissipe moins dnergie , comporte toujours les tapes
suivantes :
a. Calcul de la puissance des forces motrices extrieures
Les forces motrices extrieures sexercent par lintermdiaire doutils se dplaant
(rotation des cylindres, translation dune matrice, ). La puissance de ces forces extrieurs se
met sous la forme du produit de deux grandeurs ; "la force" par "la vitesse de dplacement".
Pour le laminage, cest le couple multipli par la vitesse angulaire.
b. Calcul approch de la puissance dissipe par dformation plastique
Supposer un champ de vitesses incompressiblesu ,qui vrifie les conditions aux limites
sur les vitesses, et destin approcher lcoulement rel de la matire.
Calcul de la puissance dissipe par unit de volume
0 v
W s e , en tout point o la
vitesse est continue.
Calcul de la puissance dissipe par unit de surface
0
3
s
W u
s
, en tout point des
surfaces de discontinuit.
Par la suite, intgrer
v
W dans tout le volume et
s
W sur toutes les surfaces de
discontinuit. La somme donne la puissance totale dissipe par dformation plastique
P
W .
c. Calcul approch de la puissance dissipe par frottement
Aux interfaces outil-matire, on calcule la puissance dissip par unit de
surface
0
3
f
W m u
s
d .
u d : La vitesse relative de loutil et de la matire dans son mouvement fictif.
Intgration de
f
W sur les interfaces qui donne
F
W .
d. Et finalement le bilant approch de lnergie
E P F
W W W (I.3)
Le membre droite est calcul.
Le membre de gauche contient la grandeur technologiquement inconnue (exemples :
paramtres du champ, vitesse dentre de la tle, ), dont lintgration de (I.3) fournit
lapproximation par excs.
I.2.4 Mthode des lignes dcoulement
La dtermination des vitesses de dformation et des contraintes dans un coulement par
cette mthode sappuie sur la donne exprimentale du champ de vitesses, ou encore (comme
nous le ferons par la suite) dun champ de vitesse suppos a priori.
La mthode des lignes dcoulement nest valable que pour les coulements
stationnaires de corps rigide plastiques et viscoplastiques, ce qui est bien vrifi dans notre
cas. En rgime stationnaire, cette mthode est appele aussi mthode des trajectoires.
Pour un tel coulement, on peut photographier au cours de lopration, les dformes
des lignes initialement parallles la direction de lcoulement. Ces dformations sont les
lignes dcoulement (confondues avec les trajectoires puisque le problme est stationnaire) et
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
13
leur connaissance jointe lincompressibilit plastique permet de dterminer le champ de
vitesse et de dterminer toutes les grandeurs cherches.
Lenchanement des calculs est synthtis dans lorganigramme ci-dessous (paragraphe
II.2.5).
Pour rsumer, on peut dire que les mthodes des tranches et dencadrement sont des
mthodes prdictives et globales
- prdictives car fondes sur des schmatisations a priori du procd, schmatisations
guides par le sens physique de lingnieur.
- globales par les rsultats quelles fournissent : encadrement de la charge, allure
gnrale de lcoulement, valeur moyenne des contraintes.
A linverse, les Mthodes variationnelles fondes sur linterprtation de lexprience ou
limagination du champ des vitesses, permettent datteindre des grandeurs locales lies au
procd de dformation : vitesses de dformation et contraintes locales par exemple.
I.2.5 Prise en compte des aspects thermiques
Dune manire gnrale, lensemble des travaux de modlisation thermique, sappuient
sur lquation classique de conservation de lnergie, dite " quation de la chaleur " qui scrit
sous sa forme la plus gnrale comme suit :
. ( )
p p vol
T
C C v gradT div gradT w
t
r r l (I.4)
T dsigne le champ de temprature
r la masse volumique exprim en
3
. kg m
p
C la capacit calorifique exprime en
1 1
. . J kg K
l la conductivit thermique exprime en
1 1
. . W m K
v Le champ de vitesses matriel
vol
w reprsente des ventuelles sources volumiques de chaleurs
Le terme convectif . v gradT doit tre pris en compte dans les calculs eulriens qui
peuvent savrer intressants pour le laminage o la matire scoule travers les rouleaux
dont le centre reste une position fixe. Gnralement , r
p
C et l sont considre comme des
constantes bien quelles soient dpendantes de la temprature.
I.2.5.a Les sources de chaleur surfacique
Les sources de chaleurs sont plus particulirement considres comme des flux de
chaleur imposs de type Fourier. Elles sont souvent localises linterface outil/matire et on
les formalise comme suit :
.
d
gradT n l (I.5)
O
d
est le flux de chaleur surfacique impos et n , la normale extrieure la matire
sur la surface de contacte.
d
peut alors reprsenter plusieurs phnomnes selon les auteurs.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
14
Flux surfacique : Il peut reprsenter le flux surfacique comme une partie de lnergie de
frottement. La chaleur libre par frottement entre les cylindres et la tle se partage la fois
dans la matire et dans les outils. Donc mme si le modle ne considre pas les cylindres, un
coefficient de partage doit tre introduit afin de quantifier la quantit de chaleur se propageant
uniquement dans la tle. Pour cela, [Baque et al., 1973] introduisent leffusivit,
P
e C r l et donc la condition aux limites devient :
d matire
matire cylindre
e
e e
(I.6)
Cette expression du coefficient de partage a t tablie dans le cadre dun problme
thermique unidimensionnel pour deux corps semi-infinis dont les proprits thermiques sont
constantes. Cette expression peut alors donner une valeur indicative du coefficient dchange
entre loutil et les plaques.
I.2.5.b Chaleur dissipe par la dformation plastique
On supposant que la contrainte dcoulement
0
s est constante pendant la dformation
et e est la dformation subie par un lment de matire de volumeV .
Lnergie de dformation plastique dissipe dans la matire est
0
V s e . A cette
dissipation correspond un accroissement dnergie interne.
Soit r sa masse volumique et c la chaleur massique. On constate quune fraction
seulement de la puissance de dformation sert lchauffement de la matire. Le reste va
servir comme nergie dcrouissage. Lexpression de lnergie plastique transforme en
chaleur est donne par la relation :
0
d
vol
W s e (I.7)
O
d
peut tre assimil au coefficient de Taylor-Quinney. Il est en gnral voisin de
0.9 (voir tableau I.1). En outre, pour la majorit des mtaux, on ne connat pas sa valeur
exacte.
Mtal
d
Cuivre
Aluminium
Acier doux
0.92
0.92
0.87
Tableau I.1 coefficient de Taylor Quinney pour diffrents matriaux [Baque et al., 1973]
Ltablissement de cette source de chaleur ncessite aussi de coupler le modle
thermique au modle mcanique, afin dobtenir les champs de vitesses de dformation et de
contraintes.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
15
I.2.5.c Effets du milieu environnant
Ce paragraphe est consacr aux conditions aux limites reprsentant les interactions entre
la tle et le milieu extrieur. Les surfaces en contact avec lair ambiant, ont des conditions au
limite de type convection naturelle, modlises par un coefficient dchange :
. ( ) gradT n h T T l (I.8)
Les surfaces en contact avec lair ambiant ont un coefficient dchange, indpendant de
la temprature, reportes de
2 1
10 . . W m K et
2 1
30 . . W m K suivant les auteurs, pour une
valeur T de20 C . Il est aussi possible dinclure dans ces conditions des changes
thermiques par rayonnement :
4 4
) . . (T T Tn es l (I.9)
O s est la constante de Stefan (
8 4 2
5.67.10 . . s W K m ) et e lmissivit de la tle.
On nglige ces changes dans nos calculs.
I.2.6 Mthode des diffrences finies
Si on sintresse uniquement la modlisation thermique on peut utiliser la mthode des
diffrences finies en tenant compte le cas chant du champ de vitesse subi par le matriau,
dans le terme de drive particulaire de la temprature.
Lquation de la chaleur dans le cas gnrale scrit :
0
( ) ( )
d
c vgrad T T r l s e (I.10)
Quon peut lcrire sous cette forme :
2 2
/ , ,
2 2
/ ,
, / ,
/ ,
0
. .
x
i j i j
y
i j
i j i j
i j
d
T
v
x
T T
T v x y
y
c r l s e (I.11)
Le principe de cette mthode pour la rsolution de cette EDP est prsent ci-dessous.
0 1
2
0 T f sur
T T sur
T
g sur
n
O
Ay
Ax
y
x
I
1
I
2
n
i i+1 i-1
j
j+1
j-1
Figure I.2.2 Principe des diffrences finies
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
16
I.2.6.a Mailler le domaine
Un maillage est un ensemble de points du domaine de dfinition sur lequel on va
appliquer la mthode des diffrences finies (Figure I.2.2). Pour une application dfinie sur un
segment (dimension 1), on ajoutera en gnral les deux extrmits du segment ; pour un
maillage en dimension suprieure, on sera amen choisir, ventuellement, des points du
contour du domaine de dfinition.
I.2.6.b Discrtisation
Pour calculer
( ) n
j
T , on utilise les points situs de part et dautre de
j
x .Considrons les
dveloppements en sries de Taylor autour de x, de la fonctionT :
' ( ) 1
1 1
' ( ) 2
2 2
( ) ( ) . ( ) ... ( )
!
( ) ( ) . ( ) ... ( 1) ( )
!
n
n
n
n n
h
T x h T x h T x T x
n
h
T x h T x h T x T x
n
(I.12)
Soit
,
( , )
i j i j
T T x y
Pour
i
x x et
j
y y , on obtient partir du dveloppement prcdent lordre 2 :
1, 1,
,
, 1 , 1
,
2.
2.
i j i j
i j
i j i j
i j
T T
T
x x
T T
T
y y
(I.13)
En additionnant les dveloppements en sries de Taylor des fonctions
1
( ) T x h et
2
( ) T x h lordre 2, on obtient :
2
1, , 1,
2 2
,
2
, 1 , , 1
2 2
,
2.
2.
i j i j i j
i j
i j i j i j
i j
T T T
T
x x
T T T
T
y y
(I.14)
Et finalement
2
1, 1, 1, 1 1, 1 1, 1 1, 1
,
2. 4. .
i j i j i j i j i i i j
i j
T T T T T T
T
y x y x x y
(I.15)
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
17
I.2.6.c Conditions aux limites
En gnral, on impose sur le contour (en tout point), des conditions aux limites de type
Dirichlet ou Neumann.
En mathmatiques, une condition aux limites de Dirichlet est impose une quation
diffrentielle (ED) ou une quation aux drives partielles (EDP) lorsque l'on spcifie les
valeurs que la solution doit vrifier sur les frontires/limites du domaine. Cest la valeur de
T dans notre cas. Cependant, une condition aux limites de Neumann (nomme d'aprs Carl
Neumann) est impose ED ou EDP lorsque l'on spcifie les valeurs des drives que la
solution doit vrifier sur les frontires/limites du domaine. Soit le gradient de T dans notre
exemple.
I.2.6.d Rsoudre le systme
Pour rsoudre ces quations, on est en gnral amen rsoudre des systmes
dquations de tailles consquentes. La mthode utilise pour la rsolution de ce systme va
jouer un rle trs important sur le temps de calcul.
Il y a plusieurs mthodes de rsolution des systmes. Pour les systmes linaires, on
utilise les mthodes directes ; qui sont des mthodes dans lesquelles la solution est obtenue de
faon exacte (, aux erreurs darrondis machine prs) en un nombre fini doprations. Le
prototype de mthode directe est la mthode du pivot de Gauss. Et des mthodes itratives ; le
vecteur solution du systme est obtenu comme limite, quand elle existe, dune suite itrative
de vecteurs dfinie par une rcurrence linaire. Parmi les itratives on cite la mthode de
Jacobi et la mthode de Gauss-Seidel ou de relaxation. Parmi les mthodes de rsolution des
systmes non linaire, on mentionne la mthode de Newton-Raphson.
Pour conclure :
Les avantages de la mthode des diffrences finies :
- grande simplicit dcriture ;
- faible cot de calcul.
Les inconvnients de la mthode des diffrences finies :
- limitation de la gomtrie des domaines de calculs ;
- difficults de prise en compte des conditions aux limites ;
- en gnral, absence de rsultats de majoration derreurs.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
18
I.2.7 Mthode des lments finis
La mthode des lments finis consiste rechercher une solution approche de la
solution exacte sous la forme d'un champ ( , ) F M t dfini par morceaux sur des sous domaines
de . Les n sous domaines
i
doivent tre tels que
1
n
i i j
i
et i j
O
i
dsigne l'intrieur de
i
. Autrement dit, les
i
sont une partition de . Les
champs ( , )
i
f M t , dfinis sur chaque sous domaines sont des champs choisis parmi une famille
arbitraire de champs (gnralement polynmiaux). La famille de champs locaux est appele
espace des fonctions d'interpolation de l'lment. La famille de champs globaux ( , ) F M t ,
obtenus par juxtaposition des champs locaux est appele espace des fonctions d'interpolation
du domaine .
Le champ dans chaque sous domaine
i
est dtermin par un nombre fini de valeurs du
champ (ou de valeurs de ses drives) en des points choisis arbitrairement dans le sous
domaine, et appels nuds. Le champ local est une interpolation entre les valeurs aux nuds.
Le sous domaine muni de son interpolation est appel lment.
Chercher une solution par lments finis consiste donc dterminer quel champ local on
attribue chaque sous domaine pour que le champ global ( , ) F M t obtenu par juxtaposition de
ces champs locaux soit proche de la solution du problme.
Parmi les contraintes qu'on impose la solution approche cherche, il y a souvent au
moins une continuit simple la frontire entre les sous domaines.
La qualit de la solution approche dpend de la division en sous domaines (nombre et
dimensions des sous domaines), du choix de la famille de champs locaux dans chaque sous
domaine, et des conditions de continuit qu'on impose aux frontires des sous domaines. Une
fois ces choix faits, il reste rechercher, une combinaison de champs locaux qui satisfait
approximativement les quations.
Pour rsoudre un problme par la mthode des lments finis, on procde donc par
tapes successives :
1. On se pose un problme physique sous la forme d'une quation diffrentielle ou aux
drivs partielles satisfaire en tout point d'un domaine , avec des conditions aux limites
sur le bord ncessaires et suffisantes pour que la solution soit unique.
2. On construit une formulation intgrale du systme diffrentiel rsoudre et de ses
conditions aux limites : C'est la formulation variationnelle du problme.
3. On divise en sous domaines : C'est le maillage. Les sous domaines sont appels
mailles.
4. On choisit la famille de champ locaux, c'est dire la fois la position des nuds dans
les sous domaines et les polynmes (ou autres fonctions) qui dfinissent le champ local en
fonction des valeurs aux nuds (et ventuellement des drives). La maille complte par
ces informations est alors appele lment.
5. On ramne le problme un problme discret : C'est la discrtisation. En effet, toute
solution approche est compltement dtermine par les valeurs aux nuds des lments.
Il suffit donc de trouver les valeurs attribuer aux nuds pour dcrire une solution
approche. Le problme fondamental de la mthode des lments finis peut se rsumer en
deux questions : Comment choisir le problme discret dont la solution est "proche" de la
solution exacte? Quelle signification donner au mot "proche"?
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
19
Les tapes 1, 2, 3, 4 et 5 sont souvent rassembles sous le nom de prtraitement.
6. On rsout le problme discret: C'est la rsolution
7. On peut alors construire la solution approche partir des valeurs trouves aux nuds
et en dduire d'autres grandeurs: C'est le post-traitement.
8. On visualise et on exploite la solution pour juger de sa qualit numrique et juger si
elle satisfait les critres du cahier des charges : C'est l'exploitation des rsultats.
Pour rsumer :
Les avantages de la mthode des lments finis :
- traitement possible de gomtries complexes ;
- dtermination plus naturelle des conditions aux limites ;
- possibilit de dmonstrations mathmatiques de convergence et de majoration
derreurs.
Les inconvnients de la mthode des lments finis :
- complexit de mise en oeuvre ;
- cot en temps de calcul et en mmoire.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
20
I.3 Modlisations et tudes exprimentales du laminage asymtrique
Dans cette partie, une investigation de la littrature a pour but de rappeler et de classer
les divers travaux qui ont t raliss sur le laminage asymtrique. Ils sont groups suivant la
formulation choisie: modlisation analytique ou semi-analytique, modlisation par la
mthode des diffrences ou lments finis et finalement quelques tudes exprimentales.
I.3.1 Modlisations mcanique
I.3.1.a Modlisations analytique
Ce procd, a t mis au point pour la premire fois par Sachs et Klinger en 1947. Ils se
sont concentrs sur les mcanismes de la roue motrice (un cylindre est libre en rotation,
entrain par la tle). Ils ont modlis le laminage asymtrique par la mthode des tranches. Ils
ont une rgion dite de cisaillement, o les forces de friction des deux roues motrices agissent
sur la tle dans deux directions opposes. La courbure dveloppe la sortie serait due cette
rgion. Leur modle est dvelopp par Holbrook et Zorowski [1966], o on introduit la non
symtrie de la distribution de la pression sur les cylindres. Ce modle permet de prdire la
courbure de la tle la sortie de la cage de laminage.
Figure I.3.1 Confrontation des efforts de laminage calculs aux rsultats
exprimentaux [Hwang et al., 1995].
Un modle analytique a t propos par Hwang et al [1995] pour du laminage
asymtrique froid avec les hypothses ordinaires ; des cylindres indformables, le matriau
de la tle a un comportement parfaitement plastique, la dformation est plane et la tle sort
avec une vitesse uniforme. Le frottement est de type Tresca avec 1 m . Les auteurs ont
utilis la mthode de flux et la mthode de la borne suprieure pour tudier lcoulement
plastique des tles sandwich dans lemprise. Leur modle est confront avecsuccs des
rsultats exprimentaux (efforts de laminage Figure I.3.1, courbure de la tle, et puissance de
laminage).
La mthode des tranches est la plus utilise pour la modlisation analytique du laminage
classique ou asymtrique. Hwang et Tzou [1994] ont exploit cette mthode, comme plusieurs
autres travaux, pour modliser le procd du laminage asymtrique chaud. Ces derniers ont
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
21
pris en compte une diffrence de distribution des pressions entre les cylindres et ont vu leffet
des contraintes de cisaillement sur le comportement de la tle. Leur modle prdit les
positions des points neutres, les efforts et les couples de laminage, pour 1.02 1.08 V
r
.
Figure I.3.2 Contraintes de cisaillement interne pour diffrents rapports de
vitesses [Tzou et Hwang 1994]
Ils concluent partir de la figure I.3.2 que la zone de cisaillement croise slargit avec
laugmentation du rapport des vitesses de rotation des cylindres. Leur modle prdit aussi les
efforts et les couples de laminage pour diffrents paramtres (Figure I.3.3). Toujours pour
1 1.08 V
r
ou une paisseur de la tle a lentre de 1mm.
De mme, la mthode des tranches, a t utilise pour modliser le laminage
asymtrique par Hwang et Tzou [1994] pour comparer deux modles de frottement : le
frottement de Coulomb p t m et le frottement de Tresca mk t . Ces tudes ont permis
dtablir une relation entre les coefficients et m. En tenant compte de leffet des vitesses
des cylindres, du rapport de rduction, les diamtres des cylindres et des tensions inter cages.
Voir Figure I.3.4. Dans cette tude lpaisseur de la tle a lentre est de lordre de 1mm
(tle mince).
(a) (b)
Figure I.3.3 (a) Efforts et (b) couples de laminage pour diffrents rapport de rduction
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
22
Figure I.3.4 Relation entre met m
Dans ce travail ont aussi t tudies les relations entre :
- les rapports des vitesses et le coefficient de frottement mdune part,
- les rapports de rductions et m
Elles sont illustres sur les figures I.3.5 (a) et (b). Ces calculs sont faits pour des tles
minces (1 ) mm .
(a) (b)
Figure I.3.5 Variation du coefficient de frottement men fonction : (a) rapports
des vitesses (b) rapports de rductions
Salimi (2002 et 2004) et son groupe ont tudi le laminage asymtrique par diffrentes
mthodes. Ils ont utilis dans ce contexte la mthode des tranches, dans le cadre des
dformations planes. Leurs modles prdisent les efforts (Figure I.3.6), les couples et les
positions des points neutres.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
23
Figure I.3.6 Variation des efforts de laminage en fonction des rapports des
vitesses pour diffrentes valeurs de r
I.3.1.b Modlisations par lments finis
Vu la complexit de la modlisation mcanique et thermique du laminage asymtrique,
plusieurs chercheurs choisissent la mthode des lments finis (FEM) pour modliser le
procd. Richelsen [1997] a tudi le laminage asymtrique par FEM pour un matriau
viscoplastique et le cas de la dformation plane. Lauteur tudie linfluence du rapport de
rduction et lpaisseur initiale sur la courbure de la tle et la distribution des contraintes
(Figure I.3.7).
Figure I.3.7 Courbes iso-valeurs de
11
s ,
sup
inf
1.667
m
m
pour (a) 0.2 r (b) 0.6 r
Cette tude permet de conclure que la courbure augmente avec laugmentation de
rapport de rduction tant quil est infrieur 30%. Par contre pour un rapport de rduction
suprieur 30%, la tle a tendance se redresser.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
24
Lu et al. [2000] ont ralis une simulation par lments finis du procd du laminage
asymtrique. Lhypothse de dformation plane est prise dans leur modle, les cylindres sont
rigides. La temprature de la tle est constante durant le laminage. Ils concluent quune
augmentation de lpaisseur dentre entrane un redressement de la tle. Une augmentation du
rapport de rduction augmente en revanche la courbure de la tle. Linfluence du rapport de
rduction est plus importante que celle de lpaisseur dentre. Une augmentation de la
moyenne des diamtres des cylindres, a une grande influence sur laugmentation de la courbure
de la tle. Cette influence se manifeste plus pour les tles minces que les tles paisses.
Figure I.3.8 : courbure de la tle en fonction du rapport de rduction
La flexion de la tle dpendant de son paisseur initiale, du rapport de rduction et de la
moyenne des diamtres des cylindres, daprs la figure I.3.8, on peut optimiser ces paramtres
de telle sorte que la tle sorte horizontale de la cage de laminage.
(a) (b)
Figure I.3.9 (a) Efforts (b) Couples de laminage en fonction du rapport des
vitesses
Dans dautres travaux Salimi, Farhat-Nia et Movahhedy [2006] ont tudi le laminage
asymtrique par la mthode des lments finis, avec une formulation ALE (Arbitrairement
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
25
Lagrangien-Eulrien). Un matriau isotrope crouissable est utilis. Cette approche prvoit la
courbure dveloppe la sortie due la diffrence de ltat des surfaces des cylindres. Et les
efforts et les couples en fonction du rapport des vitesses (1 1.08) V
r
(Figure I.3.9).
Figure I.3.10 Efforts et couples de laminage en fonction du rapport des vitess es
Une analyse numrique en trois dimensions est conduite par Akbari et al. [2007].
Linfluence de divers paramtres a t tudie par une simulation numrique sur ABAQUS
explicite. Ils ont considr un matriau qui suit la loi de Hollomon, des cylidres rgides, une
combinaison entre le frottement de Coulomb et celui de Tresca min( , ) p mk t m .
Avec
3
k
s
, leurs rsultats des couples et des efforts sont reprsents sur la figure I.3.10
pour un laminage quasi-symtrique (1 1.12) V
r
.
De manire gnrale, il est important de remarquer que tous les modles prsents ici
sont valables pour le cas des tles minces, ou pour un rapport des vitesses de rotation proche
du cas de laminage symtrique. Si on ne respecte pas ces hypothses fondamentales, ou si on
sloigne de ces conditions, les rsultats doivent tre considrs avec prudence.
I.3.2 Modlisation thermique
Bien que la majorit des tudes sur le laminage asymtrique soient ralises en
isotherme pour dcrire une asymtrie mcanique on relve des analyses lments finis dont
Lenard et al. [1994], du laminage, rendu asymtrique du fait dune distribution dsquilibre
de la temprature suivant lpaisseur de la tle. Dvoikin et al. [1995] ont tudi, par lments
finis, linfluence de lasymtrie due une diffrence des tempratures des cylindres suprieur
et infrieur sur la distribution des contraintes dans la cage de laminage. Ils ont conclu que la
tle se courbe de cot du cylindre le moins chaud.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
26
I.3.3 Etudes exprimentales
Une tude exprimentale devient dautant laborieuse que le nombre des paramtres qui
entrent en jeux est plus grand. Ce qui est le cas du laminage asymtrique. Autant, la non
disponibilit des dispositifs exprimentaux ou le cot de les mettre en place, limite encore les
tudes exprimentales pour ce procd.
Les premires tudes exprimentales du laminage asymtrique sont reportes dans les
travaux de Oekmarev et Nefedou [1956] qui ont fait des essais sur le plomb, lacier et
laluminium, puis suivis des tudes de Boxton et Browning [1972] qui ont lamin des bandes
de pte. Ces deux travaux exprimentaux avaient confirm que le laminage asymtrique est
un moyen de rduire leffort de laminage et que sous des conditions de laminage une
rduction de leffort et du couple de laminage de 40% est possible.
Ghobrial [1989] a utilis la mthode exprimentale pour tudier la dispersion des
contraintes sur larc du contact. Il a conclu que lasymtrie due la diffrence des diamtres
des cylindres na pas un grand effet sur la largeur de la zone de cisaillement crois. Et la
position du pic de leffort normal sur le cylindre de plus petit diamtre ne concide pas
ncessairement avec la position du point neutre.
Paralllement au modle analytique fait par Hwang et al. [1995], une tude
exprimentale tait conduite sur lAluminium, le cuivre et un acier doux. Et la comparaison
des rsultats entre le modle analytique et lexprimental tait examine.
Hwang et Tzou [1997] ont dvelopp leurs ancien modle pour un modle de laminage
asymtrique chaud et froid par la mme mthode (mthode des tranches). Le frottement
entre la tle et le cylindre est de type Tresca. Une srie dessais de laminage froid de
laluminium ont t faits et les efforts ont t mesurs.
Leur modle peut estimer le coefficient de frottement une fois que le glissement est
mesur. Ce coefficient est utilis pour calculer analytiquement leffort de laminage et le
comparer avec lexprimental. Les hypothses du premier modle Hwang et Tzou [1995] sont
conserves pour ce modle.
Figure I.3.11 Comparaison de leffort de laminage entre un modle analytique et
des rsultats exprimentaux
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
27
Les grandeurs mesures exprimentalement sont pratiquement celles quon mesure pour
le laminage symtrique. Cest le cas des efforts de laminage par exemple. Dautres grandeurs
comme les couples sur les cylindres, leurs tempratures sont mesures indpendamment pour
le cylindre suprieur et infrieur contrairement au laminage classique. Enfin on doit mesurer
la courbure de la tle la sortie de la cage de laminage et la dforme dun segment de droite
initialement parallle la direction normale.
Dans tous ces travaux, la comparaison entre les modles (analytiques ou par lments
finis) et les rsultats exprimentaux montrent une diffrence sensible. Sur les courbes qui
reprsentent les efforts de laminages, les valeurs calcules analytiquement sont suprieures
aux valeurs de mesures exprimentales. Cette diffrence est dautant plus importante que la
tle est plus paisse. Tous les auteurs dfendent lide que cette diffrence est due la non
prise en compte (sous estim) du cisaillement suivant lpaisseur de la tle.
Figure I.3.12: Comparaison de la courbure de la tle entre un modle analytique
et les rsultats exprimentaux
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
28
I.4 Texture du laminage
I.4.1 Gnralits
Les problmes dhtrognits et danisotropie de proprits mcaniques des matriaux
ayant subi une grande dformation plastique ainsi que diffrents traitements thermiques ont
une importance cruciale au niveau industriel. En ce qui concerne leurs causes dapparition,
plusieurs domaines entrent en jeu [Solas, 1997] :
- Les htrognits de dformation.
- Microscopiques consquence dun adoucissement local intragranulaire (bandes
de glissement).
- Msoscopiques dues aux proprits mtallurgiques du matriau et la prsence
de zones dures et de zones molles (grains restaurs ou recristalliss, bandes de
cisaillement,).
- Macroscopiques dues au processus de dformation lui-mme (phnomnes de
friction, gradient de temprature, procd, etc.).
- Lhtrognit des traitements thermiques entrepris suite cette dformation et
rgissant certaines des proprits mtallurgiques du matriau (essentiellement la
trempe).
Au niveau de la microstructure du matriau plusieurs voies de description sont
importantes:
- Les htrognits de texture cristallographique.
- La texture morphologique et/ou topologique.
- Les htrognits de recristallisation.
I.4.2 Reprsentation et Simulations des textures de laminage
I.4.2.a Conventions et reprsentations
Au cours des dernires dcennies, de nombreux travaux ont t mens sur les textures
cristallographiques. Du fait des problmatiques industrielles, ces travaux concernent pour la
plupart la mise en forme par laminage chaud de matriaux de structure cristalline cubique,
voire plus particulirement des alliages d'aluminium. Nanmoins, pour une structure
cristallographique donne (par exemple CFC), tous les matriaux prsentent des textures
cristallographiques familires, la variable physique influant tant l'nergie de faute
d'empilement [Bacroix et Jonas, 1988]. Il est mme possible de faire le lien entre les textures
des CFC et des CC [Kocks et al., 2001].
Pour reprsenter les textures cristallographiques dun matriau, il existe plusieurs
mthode et possibilits qui se sont dveloppes ces dernires dcennie. Tout d'abord, des
outils mathmatiques pour la description quantitative des textures ont t proposs : le calcul
de Fonction de Distribution des Orientations Cristallines (FDOC, ODF en anglais). Et dautre
qualitative : Figures de ples (directes et inverses). A ces deux mthodes sajoutent : les
fractions volumiques de composantes de texture et les textures discrtes sous forme de listes
dangles dEuler.
En plus, des dispositifs exprimentaux de laboratoire visant reproduire les modes de
dformation industriels ont t mis en place, notamment les dispositifs de compression plane
pour modliser le laminage industriel. Enfin, l'accroissement des capacits informatiques a
permis la prdiction de textures (simulation), et la comparaison de ces dernires aux textures
observes (exprimental).
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
29
DL=1
DT=2
DN=3
Figure I.4.1 Numrotation des axes
On va prendre (comme il est couramment utilis pour le laminage) la numrotation des
axes comme reprsente sur la figure I.4.1.
La mthode la plus ancienne de reprsentation des textures est la figure de ples, elle est
aujourd'hui encore trs utilise. Ceci est d au fait que la mthode exprimentale originelle
pour la mesure de textures, la difractions des rayons X, caractrise la distribution des ples et
non des orientations. Les figures de ples permettent de caractriser sous une forme graphique
les textures (voir figure I.4.2). Une figure de ples {hkl} est la projection strographique
(voir annexe A) des normales <hkl> aux plans {hkl}. Elle reprsente donc lorientation de la
famille de plans {hkl} dans un des plans du repre macroscopique, en gnral le plan de
laminage. Il ne sagit donc que dune information partielle. Il faut, en principe deux figures de
ples compltes, et dans la pratique plus que quatre figures de ples incompltes et diffrentes
pour reconstruire une FDOC.
Figure I.4.2 Exemple figure de ples (111) et (100) pour un alliage daluminium lamin par laminage
asymtrique [Jin et Lloyd, 2005]
La Fonction de Distribution des Orientations Cristallines est la mthode la plus
satisfaisante et la plus complte de dcrire une texture quelconque et de donns sa fonction de
rpartition (Fonction de Distribution des Orientations) [Bunge et Esling, 1997] et [Bunge,
1982]
Soit une orientation cristalline reprsente par sa matrice de rotation g permettant de
passer du repre de lchantillon au repre du cristal. g est dans le cas le plus gnral le
produit de trois rotations lmentaires autour daxes du repre outil.
Nous utiliserons les angles dEuler au sens de Bunge pour dfinir ces rotations :
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
30
1 2
( , , ) g g j f j (I.16)
avec
1
j le rotation autour de laxe
3
x , f autour de
1
' x et
2
j autour de
3
'' x (voir annexe
B).
On a :
1 2
( ) ( , , )
dV
V
f g f
dg
j f j (I.17)
O ( ) f g indique la fraction du volume V pour laquelle lorientation de la maille
lmentaire (daxes lis la maille) scarte de moins de dg dune position g (dfinie par
rapport aux axes lis la tle). Sa reprsentation en deux dimensions consiste en des coupes
1
j ou
2
j constants. On en montre un exemple dans le cas du laminage dun matriau cfc sur
la figure I.4.3.
Figure I.4.3 Exemple de fonction des orientations cristallines pour le laminage chaud dun
alliage daluminium. Coupes 2 = Cste
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
31
Pour reprsenter une composante de texture cristalline on utilise la convention de Miller
{hkl}<uvw> o (hkl) est le plan cristallographique reprsent par la direction normale a ce
plan et [uvw] la direction parallle la direction de laminage.
Les fractions volumiques des composantes de texture, comme on la introduit au dessus,
permettent de quantifier numriquement la texture en recherchant les poids relatifs des
composantes idales de texture censes la reprsenter au mieux. Le calcul des fractions
volumiques dans le code que nous avons utilis se fait de cette manire: chaque composante
dont le poids tait dterminer sest vu attribuer un cne de demi-angle au sommet 15 autour
de son orientation exacte chaque orientation tant reprsente dans lespace du laboratoire
par une demi-droite dorigine gale celle du repre toute orientation se trouvant dans ce
cne tant attribue la dite composante. En cas dintersection entre des cnes appartenant
des composantes diffrentes, une orientation se trouvant dans cette zone (la zone de
recoupement) est attribue la composante la moins dsoriente. Enfin, toute orientation
dsoriente de plus de 15 avec toutes les composantes idales est affecte une autre
composante. Cette rgle permet dobtenir une estimation des fractions volumiques de chaque
composante de texture dont la somme fait toujours 100 % par dfinition ( ( ) 1 f g dg ). Par
exemple, les composantes idales utilises pour le calcul des fractions volumiques dans un
alliage CFC lamin chaud et leurs angles dEuler sont mentionn du tableau I.2.
Composantes/Angles() 1
j
f
2
j
Cube {001}<100> 000.000 000.000 000.000
CT45DN+10DL 1
CT45DN+10DL 2
CT45DN+10DL 3
CT45DN+10DL 4
180.000
000.000
360.000
180.000
010.000
170.000
010.000
170.000
135.000
135.000
135.000
135.000
Cuivre a {112}<111>
Cuivre b {112}<111>
-90.000
90.000
035.264
035.264
045.000
045.000
Laiton a {110}<112>
Laiton b {110}<112>
035.264
-35.264
045.000
045.000
000.000
000.000
S3a {132}<634>
S3b {132}<634>
S3c {132}<634>
S3d {132}<634>
-58.980
238.980
058.980
121.020
036.700
143.300
143.300
036.700
026.570
026.570
026.570
026.570
Goss {011}<100> 000.000 045.000 000.000
Tableau I.2 Exemples de composantes idales utilises pour le calcul des fractions volumiques et
leurs angles dEuler, dans un alliage CFC lamin chaud
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
32
Enfin, les textures discrtes sous forme de listes dangles dEuler sont lintermdiaire
oblig pour la simulation numrique. Elles consistent en des sries discrtes dorientations
cristallines
1 2
( , , ) j f j chacune desquelles est associ un poids statistique. Il est ais ensuite
de passer de ces orientations discrtes une fonction de distribution continue des orientations
cristallines en superposant des gaussiennes centres sur chaque orientation discrte.
I.4.2.b Simulations des textures de dformation
Dans notre tude de texture par simulation, un modle simple de Taylor la t utilis.
Lhypothse de Taylor consiste dire que le tenseur des vitesses de dformation
microscopique est gal au tenseur de vitesse de dformation macroscopique. C'est--dire que
la dformation dans chaque grain est gale la dformation macroscopique. Ce modle est
aussi appel Taylor Full Constraint impose cinq systmes de glissement actifs
simultanment.
g
E e (I.18)
Ce qui assure videmment la continuit des dplacements et la cohsion entre les grains.
Il ny a donc aucune incompatibilit gomtrique. En revanche, le champ du tenseur
contrainte subit une discontinuit aux joints de grains. Ce qui bien que non acceptable dun
point de vue strictement mcanique sera admis. Concernant la puissance de dformation,
linverse de lhypothse statique, elle en constitue la borne suprieure. Cette hypothse ne
tient pas non plus compte de linteraction entre les grains. En simulation mcanique, elle
sadapte bien aux matriaux dont les cristaux se dforment de manire assez isotrope, cest--
dire ceux qui possdent beaucoup de systmes de glissement. Pour cette raison, elle a
beaucoup de succs pour simuler des textures de matriaux CFC et CC haute nergie de
faute dempilement et petits grains.
I.4.3 Investigations des textures de laminage
En ce qui concerne le cas particulier du dveloppement htrogne de la texture de
laminage dans les matriaux CFC, la principale voie tudie a t la pntration non uniforme
des dformations de cisaillement et donc de lapparition dhtrognits (plus ou moins
marques suivant la profondeur) de la composante de cisaillement de la texture dveloppe,
notamment des orientations proches de {001}<110> Cube tourn de 45 autour de DN
dans le cas de grandes dformations. Plusieurs auteurs se sont intresss au dveloppement de
textures variant dans lpaisseur de tles lamines. En exprimentant diffrentes gomtries
de laminoir ainsi que diffrentes conditions de friction pour des gammes de laminage varies
(cas du laminage classique), ils ont pu tablir des conditions gnrales dapparition des
htrognits de textures.
Gnralement le critre dgag fait apparatre le paramtre :
c
l
h
(I.19)
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
33
x
y
h
F h
e
l
c
DL=RD
DT=TD
DN=ND
Surface
Centre
Figure I.4.4 Reprsentation schmatique dune demi bande de laminage, du cylindre du
laminoir, de la longueur
c
l .
O
c
l est la longueur de larc de contact entre le cylindre et la bande et h lpaisseur
moyenne du matriau de part et dautre du laminoir.
Parmi les travaux pionniers, en 1963, Dillamore et Roberts [1963] ont tudi les
variations de textures dans lpaisseur dchantillons de cuivre et daluminium. Ils relient
lapparition dune texture de cisaillement autour de la composante {001}<110> la rotation
de la texture de compression plane autour de laxe DT. Ils notent parfois lapparition des
composantes {111}<110> ou <112>. La profondeur de pntration de la texture de
cisaillement augmente avec le coefficient de frottement ainsi quavec la rduction par passe.
Lexplication est lavance ou le recul de la position du point neutre dans le convergent du
laminoir. Leffet de la temprature ainsi que de la rversibilit du laminage nest pas
clairement dgag.
Hansen et Mecking [1976] tudient les variations dhtrognits de texture en
fonction du ratio
13 11
e e . Ils couplent des simulations de texture de type Taylor des
mesures exprimentales de ce ratio pour diffrentes valeurs du paramtre
c
l
h
. Si
0.5
c
l h ce ratio nest pas homogne dans lpaisseur de la tle et possde son maximum
dans une couche intermdiaire conduisant une texture htrogne et la prsence de la
composante de cisaillement lintrieur de la tle.
En 1978, Asbeck et Mecking [1978] cherchent, dans le cas du laminage de
monocristaux de cuivre, trouver les conditions gomtriques et de frottement qui mnent
lapparition dhtrognits de texture. Ils trouvent que le rapport entre la longueur de
contact cylindre chantillon
c
l et lpaisseur de lchantillon h doit tre infrieur une
valeur critique pour que les htrognits soient importantes. Ils trouvent :
0.5
c
l
h
(I.20)
Pour ces auteurs les conditions de frottement seules nexpliquent pas lhtrognit :
elles peuvent mener de forts gradients de textures mais uniquement dans des couches trs
fines en surface. Lapparition dune htrognit de texture est donc due, selon eux, la
pntration, lorsque la condition prcdente (I.20) est respecte, dans les couches profondes
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
34
de lchantillon de composantes de dformation de cisaillement qui viennent se superposer
la dformation de compression plane classique. De mme, ils nattribuent pas de rle
prpondrant au mode de laminage rversible ou unidirectionnel ou encore au diamtre des
cylindres.
Truszkowski et al. [1980 et 1982] dans deux publications de 1980 et 1982 arrivent des
conclusions trs proches. En ce qui concerne la pntration de la composante de cisaillement
lintrieur de la tle, ils concluent deux types de situations toutes deux htrognes mais trs
diffrentes :
- lorsque
c
l
h
est grand ( 5), le laminage conduit une texture de cisaillement
typique de laluminium ({100} <110>), localise dans une fine couche en
surface.
- lorsque 0.5
c
l
h
, la texture de cisaillement apparat dans les couches
intermdiaires de la tle.
Schoenfeld et Asaro [1996] par lintermdiaire dune mthode par lments finis
incorporant une loi de comportement de plasticit cristalline, tudient deux types de
gomtries de laminage conduisant aux deux paramtres
c
l
h
suivants :
- 5
c
l
h
, correspondant une forte rduction par passe (40 %).
- 0.5
c
l
h
, correspondant une faible rduction par passe (4 %).
Ils comparent leurs simulations avec des mesures provenant des rsultats exprimentaux
de Dillamore et Roberts [1963] et Truzkowski et al. [1980]. Des coefficients de frottement
gaux 0.2 et 0.3 sont tudis. La sensibilit la vitesse est m = 0.005, et lcrouissage est
pris en compte. Ils isolent le problme de la position du point neutre : si le point neutre nest
plus sous les cylindres alors le cisaillement devient unidirectionnel et nest plus compens en
deux phases alternes ; pour la position du point neutre tout dpend de la gomtrie du
laminage et du coefficient de friction. Pour ces auteurs, il nexiste quun faible effet des
conditions de frottement avec les cylindres sauf en surface. Le principal paramtre est bien la
gomtrie du convergent du laminoir ou encore le taux de rduction par passe, lpaisseur
dentre et le diamtre de cylindre.
Johansonn et al. [1997] tudient les variations de proprits et de microstructure dans
une tle forte dun alliage daluminium 7010. Ils tudient notamment la microstructure, les
gradients de textures et de tailles de grains ainsi que les contraintes dcoulement dans
diffrentes directions et pour diffrentes positions dans lpaisseur. Il napparat pas de
corrlation claire entre la texture et les htrognits de proprits mcaniques. En revanche,
la texture semble tre une bonne voie dexplication de lanisotropie de ces proprits dans une
mme couche du matriau.
Cette synthse bibliographique faite par Robert en 2005, montre bien que au cours du
laminage symtrique une htrognit de texture et donc des proprits mcanique est bien
prsente suivant lpaisseur de la tle lamine (due a diffrent aspect).
Ces alliages d'aluminium (CFC) sont beaucoup utiliss dans les applications de
carrosserie automobile, mais l'aptitude de la mise en forme de ces tles (en alliage
d'aluminium), est infrieure celle d'aciers classiques. En particulier, laptitude
l'emboutissage. Cela est d au fait que, outre une anisotropie leve suivant leurs paisseurs,
ces alliage d'aluminium ont un faible coefficient de Lankford. La faible aptitude
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
35
l'emboutissage est due, en partie aux caractristiques de la composante cube de la texture
{001} 100 l'tat entirement recristalliss [Hosford et al., 1993]. En utilisant des chemins
de traitement thermique bien appropris, la formabilit pourrait tre amliore avec une valeur
de coefficient de Lankford (R) plus leve et une tle plus isotrope. De nombreuses tentatives
ont t faites pour augmenter la valeur de R par l'introduction de la texture de la fibre
({111} uvw ) grce une forte dformation de cisaillement [Engler et al., 2001]. Ou, en
essayant de parvenir un coefficient R constant dans des directions diffrentes par
homognisation de la texture par laminage crois [Huh et al., 2001]. Mais ces tles restent
toujours trs htrognes.
Il est admis que la texture de cisaillement, de tle dalliage d'aluminium compos de la
fibre et du cube tourn{001} 110 , est bnfique pour amliorer la formabilit et rduire
lanisotropie de la tle [Engler et al., 2001]. En laminage classique, les textures de
cisaillement peuvent tre gnres par la dformation de cisaillement due au frottement mtal-
cylindre et de la gomtrie de lemprise. Mais elle est limite au quart paisseur de la tle, en
contact avec les cylindres [Truszkowski et al., 1980, 1982]. Cest de l que vient lide du
laminage asymtrique qui pourrait permettre dimposer de plus amples cisaillements,
susceptibles damliorer les caractristiques de la tle. Notamment de trouver des paramtres
de laminage optimal pour lesquels on peut rduire lhtrognit de la tle aprs certain
nombre de passes.
Le laminage asymtrique (ASR), gnre une composante de dformation de cisaillement
supplmentaire tout au long de l'paisseur de la tle. Ces dernires annes, des tudes ont t
faites pour appliquer ce procd de mise en forme sur des alliages d'aluminium dont le but de
modification les textures [Kim et Lee, 2001] et [De Lomana et al., 2004], et affiner les tailles
des grains [Cui et Ohori, 2000] et [Jin et Lloyd, 2004].
Il a t dmontr que le l'ASR de l'aluminium pur force la texture dformation tourner
autour de la direction transversale (TD), de la texture de la compression plane ( fibre |) , qui
consiste {011} 112 (orientation laiton), {123} 634 (orientation S), et {112} 111
(orientation cuivre), vers la texture de cisaillement, contrle par le rapport entre la
composante de dformation de cisaillement
13
e et la composante de dformation normale
11
e [Kim et Lee, 2001]. Des observations similaires ont t menes pour AA1050 et
AA5754 [De Lomana et al., 2004].
Par laminage asymtrique une rduction suprieure 90%, une structure grains fins
(de 1 2 m m de taille des grains) a t ralise pour un aluminium pur par recristallisation
dynamique continue [Cui et Ohori, 2000], et dans un alliage Al-Mg, AA5754, par
recristallisation statique continue [Jin et Lloyd, 2004].
Solas et al., [2006] ont conclu que le laminage asymtrique permet dintroduire une
composante de cisaillement en plus de rduction dpaisseur. Ils ont tudi linfluence du
laminage asymtrique sur lalliage Fe-36%Ni avec un laminage unidirectionnel et un
laminage rversible. Leurs rsultats montrent que, dans le cas de laminage unidirectionnel, le
cisaillement saccumule et ils observent des figures de ples denviron 5 autour de la
direction transverse. Ce basculement, nest pas observ avec le laminage rversible puisque le
cisaillement introduit au cours de la premire passe est supprim au second passage. Et que
les fractions volumiques de composantes obtenues avec les deux chemins de dformation sont
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
36
similaires celles obtenues avec le laminage classique. De plus laide dun modle
autocohrent viscoplastique, ils ont tudi la contribution du cisaillement sur lvolution des
textures. Et ils ont pu estimer la quantit de cisaillement rellement introduit dans le matriau.
S. H. Lee et D. N. Lee [2001], ont tudi la dformation et la texture de tles en acier,
de structure cubique, par laminage asymtrique. O ils ont mesur et analys pour savoir sil
y a possibilit dutiliser ce procd pour la fabrication daciers au silicium grains orients
(of grain-oriented silicon steel.).
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
37
Conclusions du chapitre I
A la suite de cette tude bibliographique, il semble ncessaire de faire un premier bilan
concernant la modlisation du laminage asymtrique.
(i) Il est clair que d'importantes interactions mcaniques, thermiques et
mtallurgiques interviennent lors de la dformation chaud au cours du laminage
asymtrique. Mais du fait de la complexit de ces couplages, dans la majorit des
travaux on les a tudis indpendamment lune de lautre ou coupls deux deux.
(ii) De manire gnrale, il est important de remarquer que tous les modles
analytiques prsents dans des travaux antrieurs sont bass sur la mthode des
tranches. Il en rsulte quils ne sont valables que pour les tles minces.
(iii) Pour dautres tudes, des vitesses de rotation proches du cas de laminage
symtrique sont prises en compte. Par ailleurs, les tudes exprimentales effectues
sur les textures montrent que le laminage asymtrique permet dintroduire une
composante de cisaillement en plus de la rduction dpaisseur. Celle-ci est
susceptible de gnrer de nouvelles textures et microstructures.
(iv) Aprs la synthse faite sur les mthodes de calcul, nous avons fait le choix de
retenir deux approches pour la modlisation mcanique : la premire est la mthode
du champ uniforme pour dvelopper un modle simple qui nous donne un ordre de
grandeur des paramtres mcaniques ; la seconde est la mthode des trajectoires qui
permet d'obtenir les grandeurs mcaniques localement. Elle nous a servi pour ltude
de la texture dans le dernier chapitre.
(v) Enfin, pour la modlisation thermique deux mthodes sont t utilises : la
mthode des diffrences finies et la mthode des lments finis.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre I. Synthse bibliographique
38
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
39
Chapitre II
Modlisation mcanique
Sommaire
Introduction ------------------------------------------------------------------------------------------- 41
II.1 Mthode du champ uniforme ------------------------------------------------------------- 41
II.1.1 Gomtrie et cinmatique ---------------------------------------------------------------- 41
II.1.2 Dformations et vitesses de dformation ---------------------------------------------- 43
II.1.3 Puissance dissipe ------------------------------------------------------------------------- 45
II.1.4 Couples de laminage ---------------------------------------------------------------------- 47
II.1.5 Rsultats ------------------------------------------------------------------------------------ 48
II.2 Mthode des trajectoires (lignes dcoulement) -------------------------------------- 56
II.2.1 Gomtrie du modle --------------------------------------------------------------------- 56
II.2.2 Hypothses --------------------------------------------------------------------------------- 56
II.2.3 Equations des trajectoires ---------------------------------------------------------------- 57
II.2.4 Domaine de validit de a ---------------------------------------------------------------- 60
II.2.5 Organigramme ----------------------------------------------------------------------------- 62
II.2.6 Champ des vitesses ------------------------------------------------------------------------ 63
II.2.6.a Fonction de courant ----------------------------------------------------------------- 63
II.2.6.b Champ des vitesses ------------------------------------------------------------------ 64
II.2.6.c Condition dincompressibilit ----------------------------------------------------- 64
II.2.7 Diffrentes grandeurs mcaniques ------------------------------------------------------ 64
II.2.7.a Les vitesses de dformation -------------------------------------------------------- 65
II.2.7.b Les dformations -------------------------------------------------------------------- 65
II.2.8 Puissance dissipe ------------------------------------------------------------------------- 65
II.2.8.a Puissance plastique ------------------------------------------------------------------ 65
II.2.8.b Puissance de frottement ------------------------------------------------------------ 65
II.2.8.c Puissance dissipe sur la discontinuit de vitesse ------------------------------ 66
II.2.9 Rsultats et interprtation ---------------------------------------------------------------- 67
II.2.9.a Puissance et vitesses en fonction de
r
V ------------------------------------------ 67
II.2.9.b Distribution des vitesses de dformation ----------------------------------------- 72
II.2.9.c Dformations ------------------------------------------------------------------------- 74
II.2.9.d Couples exercs par les cylindres ------------------------------------------------- 74
II.2.9.e Efforts de laminage ----------------------------------------------------------------- 77
II.2.9.f Positions des points neutres -------------------------------------------------------- 78
II.2.9.g Courbure de la tle ------------------------------------------------------------------ 79
II.2.9.h Variation de e en x L --------------------------------------------------------83
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
40
II.3 Mthode des lments finis ---------------------------------------------------------------- 84
II.3.1 Description du laminoir ----------------------------------------------------------------- 84
II.3.2 Maillage de la tle ----------------------------------------------------------------------- 84
II.3.3 Gestion des contacts et de la tribologie ----------------------------------------------- 85
II.3.4 Conditions aux limites------------------------------------------------------------------- 86
II.3.5 Etapes de calculs------------------------------------------------------------------------- 87
II.3.6 Quelques rsultats------------------------------------------------------------------------ 87
II.3.6.a Rsultats gnraux-------------------------------------------------------------- 87
II.3.6.b Influence de quelques paramtres--------------------------------------------- 89
Conclusions du chapitre II------------------------------------------------------------------------- 92
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
41
Introduction
Nous avons modlis mcaniquement le laminage asymtrique par trois mthodes
diffrentes. Deux mthodes, analytique et semi-analytique, et une troisime, par lments
finis.
La premire approche est la mthode du champ uniforme ; Nous avons dvelopp un
modle simple qui peut donner des ordres de grandeurs des diffrents paramtres cherchs. Ce
dernier peut tenir compte de la non symtrie du laminage entrane par la diffrence des
rayons des cylindres (
1 2
R R ), de leurs vitesses de rotation (
1 2
), ainsi que la
diffrence des coefficients de frottement (
1 2
m m ) entre le matriau lamin et les deux
cylindres. Une deuxime mthode plus complte mais plus complexe, qui se base sur un
champ de vitesses hypothtique, t employe. Lavantage de ce modle rside dans sa
capacit de dterminer des grandeurs locales. Il peut aussi tenir compte de lasymtrie du
laminage entrane par la diffrence des rayons des cylindres, de leurs vitesses de rotation, et
la diffrence des coefficients de frottement entre le matriau lamin et les deux cylindres,
mais aussi de lasymtrie du laminage cause par une diffrence des tempratures des
cylindres (
cs ci
T T ) et/ou dun gradient de temprature dans la tle lentre. Finalement,
ces cinq facteurs de l'asymtrie peuvent tre combins entre eux. Et une troisime mthode,
par lments finis que nous avons voulu lutilis pour avoir une tude complte du laminage
asymtrique.
II.1 Mthode du champ uniforme
Le dveloppement d'un modle mathmatique simple de laminage asymtrique
ncessite les hypothses les plus gnrales suivantes :
(i) Les cylindres sont considrs comme des corps rigides, et les matriaux
lamins comme rigides parfaitement plastiques, de comportement
ventuellement dpendant de la temprature.
(ii) La dformation est considre comme plane.
(iii) Les vitesses sont horizontales lentre et la sortie de la tle. Leffet de
courbure de la tle lamine est donc nglig.
(v) L'arc de contact entre le cylindre et la tle est beaucoup plus petit que la
circonfrence du cylindre.
L'approche propose dans cette partie est appele la mthode du champ
uniforme. Elle consiste d'abord estimer les valeurs moyennes des paramtres
mcaniques en fonction de la vitesse d'entre de la tle
e
u , puis calculer la valeur
de
e
u qui minimise la puissance totale dissipe par le systme. Elle a dj t utilise
pour le cas du laminage conventionnel [Baqu et al., 1973].
II.1.1 Gomtrie et cinmatique
Soient
1
et
2
les vitesses angulaires des cylindres suprieur et infrieur, de
rayons respectifs R
1
et R
2
(Figure II.1.1, voir aussi la figure C1 de l'Annexe C).
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
42
Figure II.1.1 Reprsentation schmatique de la gomtrie du laminage asymtrique
La vitesse de sortie de la tle de la cage de laminage
f
u est suppose varier linairement
entre
1
u en haut et
2
u en bas de la tle. On suppose de plus que la vitesse dun lment de
matire en contact avec les cylindres est gale sa vitesse dentre augmente d'une quantit
proportionnelle la vitesse linaire des cylindres. Si h dsigne le coefficient de
proportionnalit,
1 1 1
2 2 2
e
e
u u R
u u R
h
h
(II.1)
o
1 1
R et
2 2
R sont les vitesses tangentielles extrieures des cylindres.
La conservation du volume impose que la vitesse moyenne soit gale
e
u l :
1 2
( ) 2
e
u u u l
o
e f
h h l est le taux de rduction (
e
h et
f
h sont les demi-paisseurs l'entre et
la sortie de la tle, respectivement).
En combinant ces quations nous avons dtermin la valeur de q, ce qui conduit
:
1 1 2 2
1
1 1 2 2
(2 1)
e
R R
u u
R R
l
(II.2)
1 1 2 2
2
1 1 2 2
(2 1)
e
R R
u u
R R
l
(II.3)
1
2
y
0
1
R
e
u
1
1
u
1
h
2
f
h
L
2
e
h
2
h
2
u
2
2
R
x
e
u
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
43
La longueur moyenne L d'une trajectoire dun lment de matire entre les
cylindres peut tre dduite de considrations gomtriques (Annexe C). Lorsque les
diamtres des cylindres sont voisins, une estimation approximative donne :
2
( ) 2 ( )
e f e f
L h h R h h
o R reprsente le rayon moyen des cylindres.
Le temps moyen de passage dun lment de matire entre les cylindres t est
la distance parcourue L divise par la vitesse moyenne :
2
1
2
e e
e
L L
t
u u
u
l
l
(II.4)
II.1.2 Dformations et vitesses de dformation
En premire approximation, ln ln
e
xx yy
f
h
h
e e l , do :
1
ln
2
xx e
xx yy
u
t L
e l
e e l (II.5)
(A noter que mme si, pour
e
u donn, cette formule ne diffre pas du laminage
classique, l'asymtrie est reprsent par la valeur spcifique de
e
u , comme on le verra
ci-dessous).
La vitesse de cisaillement moyenne 2
xy
g e peut tre estime son tour par la
diffrence des moyennes des vitesses de la matire en contact avec les deux cylindres divise
par lpaisseur moyenne de la tle :
1 2
( ) 2 ( ) 2 ( 1)
1
e e
e
e f e
u u u u
u
h h h
l l
g
l
(II.6)
avec :
1 1 2 2
1 1 2 2
R R
R R
Par consquent, le cisaillement total appliqu la mat ire est le suivant :
2
2 ( 1)
( 1)
e
L
t
h
l l
g g
l
(II.7)
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
44
Pour estimer le degr d'asymtrie, il est habituel d'introduire le paramtre
xx
a g e
(
xx
g e dans le prsent modle), qui prend la valeur :
2
2 ( 1)
( 1) ln
e
L
a
h
l l
l l
(II.8)
A partir des quations (II.5) et (II.6) il est facile de dterminer la vitesse de
dformation quivalente de von Mises dans le cas du laminage asymtrique :
2 2 2
2 2
4 1 4
3 3
xx xx
a e e g e (II.9)
et la dformation quivalente de von Mises associe :
2
2
ln 1 4
3
a e l (II.10)
Un autre paramtre pertinent et facilement mesurable est le cisaillement
apparent
app
g : si une droite initialement parallle laxe y, tourne dun angle q
aprs une passe de laminage tan
app
g q.
Compte tenu des hypothses actuelles :
1 2
( ) ( 1)
4 1
app
f e
u u t
L
h h
l l
g
l
(II.11)
En utilisant les relations (II.6) et (II.7), la dformation quivalente peut tre
reformule comment suit :
2
2
ln 1
3 ( 1)ln
app
g
e l
l l
(II.12)
La relation ci-dessus peut tre compare l'expression propose par Saito et al.
[Saito et al., 1986] et utilis par [Cui et Ohori, 2000] (Annexe D) :
2
(2 )
2(1 )
app
r r
a
r
g (II.13)
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
45
dans laquelle 1 1 1
f e
r h h l est le rapport de rduction, et a est toujours
dfini par
xx
a g e . Par consquent, pour ces auteurs :
2
2
(1 )
2 1
ln 1
3 1 (2 )
app
r
r r r
e g (II.14)
qui peut tre crit sous la forme suivante :
2
2
2
ln 1
3 1
app
g
e l
l
(II.15)
Il est facile de vrifier que les rel ations (II.12) et (II.15) sont quivalentes pour des
rapports de rduction faibles.
Enfin, il est intressant de noter que les dformations ci -dessus
xx
e , 2
xy
e g et e
ne dpendent pas de la vitesse d'entre de la tle
e
u .
II.1.3 Puissance dissipe
Puissance plastique : comme on considre un matriau parfaitement plastique
0
constante s , la puissance plastique dissipe vaut :
0 P
W V s e
avec pour volume de la zone plastique ( ) (1 1 )
e f e
V h h L h L l , soit
2
2
0
2
1 1 ( 1)
ln( )
3 2 ( 1)
P e e
e
W h L u
L h
s
l l l l
l
l l
(II.16)
Puissance de frottement : la puissance dissipe par le frottement
F
W sur les surfaces de
contact entre le matriau de la tle et les cylindres est plus difficile estimer. cet effet, le
modle de frottement de Tresca sera utilise :
0
0
3
L
F
m
W u dx
s
(II.17)
dans lequel :
mest le coefficient de frottement de Tresca ( 0 1 m ).
u R u est la diffrence entre la vitesse tangentielle du cylindre et la vitesse
locale de l'lment matriel en contact. En cohrence avec les hypothses ci -dessus,
celle-ci ( u ) est suppose augmenter linairement avec x :
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
46
( )( )
e f e
u u u u x L (II.18)
o
1 f
u u ou
2
u pour les cylindres du haut ou du bas, respectivement. Le point o
0 u est connu comme le point neutre de coordonn
N
x x .
Pour un cylindre de rayon R et de vitesse angulaire , trois cas doivent alors
tre distingus :
(a)
e f
u u R : le cylindre entrane constamment la tle et il n'y a donc pas
de point neutre (
N
x L). Donc ( )( )
e f e
u R u u u x L ,
do
0
3 2
e f
F
u u
m
W R L
s
(II.19)
(b)
e f
u R u : il existe un point neutre en
N
x x , soit
e
N
f e
R u
x L
u u
(II.20)
Pour 0
N
x x le cylindre entrane la tle, alors que pour
N
x x L le cylindre freine la
tle. Donc ( )( )
e f e
u R u u u x L et ( )( )
e f e
u u u u x L R,
respectivement dans les deux cas, d'o
2 2 2 2
0
2 ( ) 2
3 2( )
e f e f
F
f e
u u R u u R
m
W L
u u
s
(II.21)
(c)
e f
R u u : le cylindre freine constamment la tle. Il ny a donc
nouveau pas de point neutre ( 0
N
x ).
Donc ( )( )
e f e
u u u u x L R, do
0
3 2
e f
F
u u
m
W R L
s
(II.22)
Puissance sur la discontinuit : Le dernier terme correspond la puissance dissipe sur la
discontinuit de la vitesse
e
u qui est prsente l'entre de la cage de laminage, soit en
0 x . Celle-ci prend une valeur maximale la surface de la tle, qui peut tre estime
max
sin
e e e e
u u u u L R q q (R est le rayon moyen des cylindres).
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
47
En supposant que
e
u varie linairement suivant lpaisseur de la tle, on
obtient :
0
0
0
2
3 3
e
h
e e
D e
u h L
W u dy
R
s
s
(II.23)
Enfin, la puissance totale dissipe peut tre crit e sous la forme:
1 2 P F F D
W W W W W (II.24)
o
1 2 F F
W et W sont les puissances dissip par frottement sur les cylindres suprieur
et infrieur, respectivement.
Finalement la vitesse d'entre
e
u est dtermine par la minimisation de la
puissance totaleW.
II.1.4 Couples de laminage
Une autre expression de la puissance totale est :
1 1 2 2
W C C (II.25)
o
1
C et
2
C sont les couples imposs par les cylindres suprieur et infrieur,
respectivement. On en dduit :
1 2
1 2
W W
C et C (II.26)
Par exemple, pour calculer le couple exerc par le cylindre 2, on dtermine la
variation de la puissance totale pour une lgre variation de
2
(la variation est
de 0.1 /min tr ). Le rapport
2
W
donne alors le couple
2
C . De mme pour
1
C , il suffit
de fixer
2
est de faire varier
1
.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
48
II.1.5 Rsultats
Dans la suite de ce chapitre :
- Les deux rouleaux sont supposs avoir un mme rayon R
1
= R
2
= 100 mm.
- La vitesse de rotation du rouleau suprieur est constante et fixe
1
1
15 . tr mn .
- La mi-paisseur lentre est h
e
= 10 mm.
- Les coefficients de frottement sont
1 2
m = m =1 (collage entre les cylindres et la
tle).
- Deux rapports de rduction sont utiliss, r = 0,1 ( = 1,11), et r = 0,2 ( = 1,25).
Cela conduit respectivement L = 14,11 mm et L= 19,85 mm.
Les diverses grandeurs sont reprsentes en fonction du rapport
2 1 r
V , qui
varie entre 0 (le cylindre du bas est bloqu) 1 (laminage symtrique).
(a) (b)
Figure II.1.2 Influence du rapport de vitesse de rotation sur la dformation
normale, le cisaillement, et la dformation quivalente de von Mises pour les
deux rapports de rduction : (a) r = 0,1 ( = 1,11), (b) r = 0,2 ( = 1,25).
Pour les deux cas prcdents, les figures II.1.2a et b montrent la variation des
dformations
xx
e ,
xy
e et e en fonction de
r
V . Comme prvu, la dformation de
cisaillement
xy
e augmente de plus en plus lorsque que l'on sloigne du cas
symtrique, mais elle reste beaucoup plus faible que la composante principale
xx
e .
0 0.2 0.4 0.6 0.8 1
V
r
0
0.05
0.1
0.15
c
c
xx
c
xy
c
0 0.2 0.4 0.6 0.8 1
V
r
0
0.1
0.2
0.3
c
c
xx
c
xy
c
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
49
Figure II.1.3 Influence du rapport des vitesses de rotation des cylindres sur les
diffrentes composantes de la puissance dissipe : plastique
P
W ,
frottement
1 2 F F
W etW , et sur la discontinuit
D
W
Les diffrents lments de la puissance dissipe,
1 2
, ,
P F F D
W W W et W , ainsi que la
puissance totale W , sont reprsents sur la figure II.1.3 pour r = 0,2 et les vitesses
associes
1 2
, ,
e
u u et u sont reprsentes sur les Figures II.1.4a et b pour r = 0,2 et 0,1
respectivement. Pour chaque valeur de V
r
,
e
u a t dtermin par la minimisation
numrique de W . Pour un laminage faiblement asymtrique (0,8 < V
r
< 1) , W n'est
pas trs affect par V
r
. En revanche, il semble que pour les cas fortement
asymtriques (V
r
< 0,8), W crot de faon continue en raison de l'augmentation
rapide de
1 F
W , tandis que la vitesse dentre de la tle (et la puissance plastique)
tend vers zro.
En outre, la figure II.1.4a montre que la vitesse d'entre optimale
e
u est proche
de
2 2
R dans le domaine fortement asymtrique, ce qui devient encore plus vident
pour un rapport de rduction plus faible (figure II.1.4b). Cela signifie que le cylindre
infrieur freine constamment la tle sur toute la longueur de larc de contact, tandis
que le cylindre suprieur exerce une force positive qui entrane constamment la tle
en tout point du contact.
W
D
W
P
W
1 F
W
2 F
W
.
0 0.2 0.4 0.6 0.8 1
V
r
0
50
100
150
200
W
(
k
W
/
m
)
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
50
0 0.2 0.4 0.6 0.8 1
V
r
0
50
100
150
200
V
(
m
m
/
s
)
u
1
.
u
2
.
u
e
.
O
1
R
1
.
O
1
R
1
.
0 0.2 0.4 0.6 0.8 1
V
r
0
50
100
150
200
V
(
m
m
/
s
)
u
1
.
u
2
.
u
e
.
O
1
R
1
.
O
1
R
1
.
(a) (b)
Figure II.1.4 Influence du rapport des vitesses de rotation des cylindres sur la
vitesse d'entre de la tle
e
u , et les vitesses de la matire en contact avec les
cylindres suprieur et infrieur
1
u et
2
u , respectivement. Les vitesses tangentielles
extrieures des cylindres
1 1
R et
2 2
R sont galement reprsentes ;(a)
0.1 r (b) 0.2 r
La figure II.1.5 montre que
2 2 e
u R , tant que le coefficient de frottement est
suffisamment grand, soit
c
m m . La valeur critique
c
m dcrot avec la diminution
de l'paisseur initiale de la tle. Lorsque
c
m m , la valeur optimale de la vitesse
dentre de la tle
e
u est zro, ce qui signifie que la contrainte de cisaillement est
trop faible pour pouvoir entraner cette dernire dans la cage de laminage.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
51
(a) (b)
Figure II.1.5 Influence du coefficient de frottement m sur la vitesse d'entre
pour deux degrs d'asymtrie ; (a) 0.6
r
V (b) 0.8
r
V
En supposant,
2 2 e
u R ,
1 2
R =R =R, et
1 2
m = m =m, des expressions
analytiques peuvent tre calcules pour les puissances dissipes et les couples de
laminage, dans des conditions de laminage fortement asymtriques ( 0.8
r
V ) :
1 2
0
2
1
3
P e
W h L
l
s
l
(II.27)
1 2
0
1 1 2
1 2
3
F
m R
W L
l
s
(II.28)
2 0
2 2
1 2
1
3
F
m R
W L
l
s
(II.29)
0
2
3
D e
W h L
s
(II.30)
o
2
2
1 ( 1)
ln
( 1)
e
L h
l l l
l
l
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
52
En utilisant les rsultats ci-dessus, les expressions des deux couples sont facilement
dduites :
2
2
0 1 2
2 2 0
1 2
2 2
1 2 1 2
( 1) 1
2
1 2
3 ( 1) 3 ( ) ( )
e
m RL
C RL
h
s l l l
s
l
(II.31)
2
0 1 2
1 1 2
2
2
1 2
2 2
1 2 1 2
0 0
2
1 2
( 1) ( 1)
2
1 ...
3 ( 1) ( )
2
1 ( 1)
3 3 ( )
e
e
e
C h RL
h
m RL h L
s l l l
l l
s s
l
(II.32)
Il est galement facile de calculer les quantits correspondantes dans le cas du
laminage symtrique (
1 2
= = R R R ;
1 2
;
1 2
m = m =m). Dans ce cas, il y a
un point neutre donn par l'quation (II.20) sur les deux cylindres, et la puissance de
frottement est donne par lquation(II.21). Par suite, en prenant A = a = 0 dans les
quations(II.16), (II.21) et (II.23) ci-dessus, on obtient les expressions suivantes:
2
0
( 1)
ln
3
P e e
W u h
l
s
l
l
(II.33)
2 2 2 2
0
( 1) 2 ( 1) 2
2
3 2( 1)
e e
F
e
u R u R
m
W L
u
l l
s
l
(II.34)
0
3
e e
D
u h L
W
R
s
(II.35)
La minimisation de la puissance totale dissipe conduit alors :
2 2
2 2 2 2
2
2
2
( 1) ( 1)ln
( 1) ( 1)
e
e
e
mL R
u R
h L
h mL
R
a
l l l
l l
l
(II.36)
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
53
Et les couples de laminage qui, dans ce cas, sont gaux sur les deux cylindres
1 2
C C C , peuvent tre crits sous la forme :
2 2 2
0
0
( 1) ( 1) 2 ( 1)
ln
3 2 2( 1)
...
3 2
e
e
R R R
Rh
C L
h L R
R
l l a l a
s a
l
l l a
s a
(II.37)
Les prvisions ci-dessus sont illustres sur les figures II.1.6a et b pour r = 0,1 et
0,2, respectivement. On notera que C
1
> 0, puisque le cylindre suprieur joue un rle
moteur et que C
2
< 0 puisque le cylindre infrieur applique un couple rsistant. Dans
le cas du laminage symtrique, les deux cylindres exercent un couple C positif sur la
tle. Pour les deux rapports de rduction,
2
C et
2
C sont beaucoup plus grands queC .
En fait, les quations ci-dessus (II.31) et (II.32) ne sont pas applicables
pour 0.8
r
V , car alors lhypothse
2 2 e
u R ne tient plus. Dans ce cas ( 0.8
r
V ),
des calculs numriques bass sur un champ de vitesse plus dtai ll ont mis en
vidence une transition continue de C
1
et C
2
leur valeur commune C (cf. II.2).
Seul un petit nombre de publications anciennes peuvent tre utiliss pour la
comparaison avec les rsultats ci-dessus, tant donn qu'elles traitent le plus souvent
le cas du laminage faiblement asymtrique (0,8 <Vr <0,9) de tles minces (h
e
est
petit). Nanmoins, un modle de tranches propose par Tzou et ses collaborateurs
[1994 et 1999] conduit des prdictions en parfait accord avec ce modle, bien qu'il
ne soit en toute rigueur applicable que pour des tles minces puisque la dformation
plastique nest pas facilement prise en compte par la mthode des tranches.
Les auteurs donnent des formules analytiques pour les deux couples
1
C et
2
C ,
bien quils ne reprsentent que le couple total
1 2
C C C . Pourtant, cette quantit
ne semble pas tre trs significative, en particulier parce que
1 2
C et C sont de signe
oppos et ont les mmes valeurs absolues sur presque toute la plage de variation de
r
V , de telle sorte que C est proche de zro (figure II.1.6).
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
54
0 0.2 0.4 0.6 0.8 1
V
r
-40000
-20000
0
20000
40000
C
o
u
p
l
e
s
d
e
l
a
m
i
n
a
g
e
(
N
m
/
m
)
C
1
C
2
C=C
1
+C
2
0 0.2 0.4 0.6 0.8 1
V
r
-150000
-100000
-50000
0
50000
100000
150000
C
o
u
p
l
e
s
d
e
l
a
m
i
n
a
g
e
(
N
m
/
m
)
C
1
C
2
C=C
1
+C
2
(a) (b)
Figure II.1.6 Influence du rapport des vitesses de rotation sur les deux couples de
laminage C
1
et C
2
pour le laminage asymtrique (a) dune tle mince (h
e
= 0,5
mm), et (b) d'une tle paisse (h
e
= 10 mm). Trois sries de rsultats sont
confrontes : les rsultats du modle actuel (cercles), en supposant que
2 2 e
u R
(triangles), et le modle de Tzou (losanges). Le couple total
1 2
C C C est aussi
reprsent.
Les couples
1
C et
2
C calculs par Tzou et al. [10, 11] ont galement t tracs
sur la figure II.1.6 en utilisant leurs quations, ce qui montre que le couple exerc
par le cylindre suprieur
1
C est presque identique aux prvisions du modle actuel
pour les deux paisseurs diffrentes de la tle, h
e
= 0,5 mm et h
e
= 10 mm.
2
C est
galement trs similaire pour les tles minces, mais beaucoup plus grand (Tzou) en
valeur absolue pour h
e
= 10 mm. La puissance dissipe sur la discontinuit de vitesse
l'entre, qui est nglige par Tzou et al. [1994 et 1999], n'explique qu'une petite
fraction de cet cart. Il est vraisemblable que la majeure partie de celui -ci doit tre
attribue la dformation plastique, qui n'est pas prise en compte dans la mthode
des tranches employe : dans de telles conditions, le cylindre infrieur (le plus lent)
doit exercer un couple plus grand (en valeur absolue) pour s'opposer la vitesse de la
tle.
Dans un article publi par Farhat-Nia et al. en 2006, des travaux de simulation
du procd de laminage asymtrique par la mthode des lments finis, considrant
un matriau lastoplastique, ont t effectus en utilisant une approche ALE. Dans le
cas du laminage faiblement asymtrique (0,93 < Vr < 1), les auteurs de ce travail ont
calcul un couple moyen, dfini par la moyenne arithmtique
1 2
2
av
C C C .
Une autre dfinition pourrait tre tout aussi bien utilise, partir de la vitesse
moyenne de rotation des cylindres et de la conservation de l'nergie, ce qui conduit
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
55
1 2
' 1
av r r
C C C V V . Nanmoins, C
av
et C'
av
sont trs voisins pour des
valeurs de V
r
proches de l'unit.
De plus, un coefficient de frottement de Coulomb = 0,1 a t utilis par
Farhat-Nia et al. [2006]. Un coefficient de frottement de Tresca quivalent de
0.25 m a t estim par Tzou [1997]. Enfin, une contrainte dcoulement moyenne
a t dtermine partir de la loi d'crouissage utilise par les auteurs.
Des rsultats en assez bon accord avec les prdictions du prsent modle sont
tracs sur la figure II.1.7 pour trois valeurs du rapport de rduction r. Cependant, il
est intressant de souligner nouveau que le couple moyen n'est ni physiquement
significatif ni pratiquement utile, contrairement aux couples individuels
1 2
C et C .
Figure II.1.7 Influence du rapport des vitesses de rotation V
r
sur le couple
moyen. Trois sries de rsultats pour diffrentes valeurs de r sont compares avec
ceux de Farhat-Nia et al. [2006].
Des comparaisons plus prcises avec d'autres modles utilisant des matriaux
sensibles la vitesse de dformation seront effectues dans la seconde partie de ce
chapitre, o l'extension du modle actuel un matriau viscoplastique sera
dveloppe, notre but tant ici de se limiter un modle simple.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
56
II.2 Mthode des trajectoires (lignes dcoulement)
La dtermination des vitesses de dformation et des contraintes dans un coulement par
la mthode de visualisation sappuie sur la donne exprimentale du champ de vitesse.
La mthode des lignes dcoulement nest valable que pour les coulements
stationnaires de corps rigides, plastiques et viscoplastiques, ce qui est bien vrifi dans notre
cas.
Pour un tel coulement il suffit de photographier (ou dans le cas prsent dimaginer) au
cours de lopration, les dformes des lignes initialement parallles la direction de
lcoulement. Ces dformations sont les lignes dcoulement (confondues avec les trajectoires
puisque le problme est stationnaire) et leur connaissance jointe lincompressibilit
plastique permet de dterminer le champ de vitesse et de dterminer toutes les grandeurs
cherches.
Lenchanement des calculs est synthtis dans lorganigramme ci-dessous.
II.2.1 Gomtrie du modle
Soient
1
et
2
les vitesses angulaires des cylindres suprieur et infrieur, de
rayons respectifs R
1
et R
2
(Figure II.2.1, voir aussi la figure C1 de l'Annexe C).
1
2
y
0 L
2h
e
2h
f
h
1
h
2
X
R
1
R
2
y
0
y
s
O
1
O
2
.
.
Figure II.2.1 Gomtrie du modle de la mthode des lignes dcoulement
II.2.2 Hypothses
Les vitesses sont horizontales lentre (x = 0) et la sortie (x = L) de la tle.
On considre un matriau parfaitement plastique :
0
constante s .
On assimile larc de contact avec les cylindres un arc de parabole. [Baqu et al.,
1973].
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
57
II.2.3 Equations des trajectoires
- Equations des arcs de contact avec les cylindres
On assimile larc de contact avec les cylindres un arc de parabole. On peut crire son
quation sous la forme :
2
0
y a x b x y
- Equation de larc de contact avec le cylindre suprieur
En appliquant les conditions aux limites, on aboutit au systme dquations suivant :
1 0 1
2
1
0,
,
2 0 2 0
f f
x L
x y h y h
x L y h h aL bL h
dy
ax b aL b
dx
(II.38)
1
2
1
2( )
2
f
f
h h
a
L
h h
b aL
L
(II.39)
Larc de contact avec le cylindre suprieur a donc pour quation :
1 1 2
1 1
2
2( )
f f
h h h h
y x x h
L L
(II.40)
- Equation de larc de contact avec le cylindre infrieur
2 0 1
2
2
0,
,
2 0 2 0
f f
x L
x y h y h
x L y h h aL bL h
dy
ax b aL b
dx
(II.41)
Larc de contact avec le cylindre infrieur a donc pour quation :
2 2 2
2 2
2
2( )
f f
h h h h
y x x h
L L
(II.42)
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
58
- Variation de a en fonction de
0
y . Pour les 2 arcs de contact, a et b sont
entirement dtermins
Comme on vient de le montrer, a et b sont lis. Donc, si on impose la variation dea , la
variation de b est directement impose.
Soit
s
y lordonne de la trajectoire en x L :
2
0 s
y aL bL y (II.43)
On choisit une variation parabolique de
s
y en fonction de
0
y (Figure II.2.2) :
2
0 0 s
y y y a b g (II.44)
Cette relation joue un rle trs important dans la dfinition du champ des vitesses. Le
choix dune variation parabolique de lordonne la sortie en fonction de l'ordonne
l'entre
0
y est justifi par la simplicit du calcul.
h
s
-h
s
h
1
-h
2
y
0
y
s
Cas symtrique
Figure II.2.2 Allure de la fonction parabolique
0
( )
s
y f y
Lordonne de la trajectoire en
x L
est donne par :
2 2 2 2
0 0 0
2
s
y aL bL y aL aL y y aL (II.45)
2
0 0 s
y y y a b g (II.46)
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
59
On appliquant les CL (II.46) :
2
0 2 2 2
2
0 1 1 1
,
,
s f f
s f f
y h y h h h h
y h y h h h h
a b g
a b g
(II.47)
En rsolvant le systme dquations (II.47) on obtient :
1 2
1 2
1 2
2 1
1 2
2
( )
f
f
h h
h h h
h h
h
h h
h h
a
a
g
b
(II.48)
On dtermine alors lexpression de
0
( , )
s
y f y a paramtre par a :
2 1 2
0 1 2 0 1 2 0
( )
( )
2
f
s f
e e
h
h h
y y h h y h h y h
h h
a (II.49)
- Equations des lignes dcoulement (trajectoires) :
Daprs lquation (II.45) on a :
0
2
s
y y
a
L
et
0
2( )
s
y y
b
L
, d'o :
2 0 0
0
2
2( )
s s
y y y y
y x y
L L
(II.50)
ce qui donne finalement l'quation gnrale des trajectoires :
2
2 1 2
0 0 1 2 0 1 2 0
2
2 1 2
0 0 1 2 0 1 2 0 0
( )
( )
2
( )
2 ( )
2
f
f
e e
f
f
e e
h
h h x
y y y h h y h h y h
h h L
h
h h x
y y h h y h h y h y
h h L
a
a
(II.51)
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
60
II.2.4 Domaine de validit de a
Au cours d'une passe de laminage, la matire subit une compression durant son passage
entre les cylindres. Donc deux lignes dcoulement ne peuvent que se rapprocher lune de
lautre. Dans le cas extrme, leurs distances restent constantes, ce qui impose le domaine de
validit dea.
Soit
1
y larc de parabole en contact avec le cylindre suprieur et
i
y un arc de parabole
dun point quelconque dordonne lorigine
0
i
y .
Quel que soit 0, x L on a
1 0
i
y y et
1 0
i
y y dcroissante. Soit :
2
1 1 1 1
2
i i i i
y a x b x h
y a x b x h
(II.52)
et
2
1 1 1 1
( ) ( ) ( )
i i i i
f y y a a x b b x h h
f est dcroissante 0
df
dx
0, x L
1 1
2( ) ( ) 0
i i
f a a x b b (II.53)
1
1
1 2
2 2
i
s i s
h y h y
a a
L L
(II.54)
On remplace (II.52) dans la relation (II.54) et on trouve :
1
1 2 1 1 2
2
1 2
2
( )
1 (( ) ( ))
f
i
i
h
h h
a a h h h h
L h h
a (II.55)
Comme
1 1
2 2
i i
b La et b La , on peut crire linquation (II.53) sous la forme :
1
2( )( ) 0
i
a a x L or 0, x L on a
1
( ) 0 0
i
x L a a
Comme
1
1 1 2
2
1 2
2
( )
0 1 (( ) ( )) 0
f
i
i
h
h h
h h h h
L h h
a ,
d'o finalement
1 2
1 1 2
2
1
( ) ( )
f
i
h
h h
h h h h
a (II.56)
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
61
Pour
1 i
h h , le deuxime membre de lingalit est minimum et on doit donc avoir :
1 1 2
2
1
2
2 ( )
f
e
h
h
h h h
a
On trouve ainsi une borne suprieure dea :
2
e
r
h
a (II.57)
o
e f
e
h h
r
h
dsigne le rapport de rduction.
De la mme manire, pour la borne infrieure en remplaant dans lquation (II.52)
1
h
par
2
h , on trouve une borne infrieure dea :
2
e
r
h
a (II.58)
On obtient donc au total un encadrement dea :
1 1
2 2
e e
r r
h h
a (II.59)
Illustration de linfluence de a sur les trajectoires :
Lquation (II.51) des trajectoires entre les cylindres
0
( , , ) y f x y a est fonction de a.
On a reprsent sur la Figure II.2.3 linfluence de a sur les trajectoires. Dans le cas o
1 2
100 , 100 , 10 1,25 ( 0,2 , )
e
R mm R mm h mm r l , on a :
2 2
e e
r r
h h
a
soit 10 10 a . (Pour le calcul de lintervalle de variation dea, lunit de
e
h est le m)
Figure II.2.3 Influence de a sur les trajectoires pour 0.2 r
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
62
Dautre exemples de trajectoires pour diffrentes valeurs de asont prsentes dans
lAnnexe E. En particulier, le cas symtrique ( 0) a est reprsent.
II.2.5 Organigramme
Le calcul mis en place pour la simulation du procd de laminage asymtrique se droule
suivant plusieurs tapes. Comme on l'a vu, les trajectoires (lignes dcoulement) dpendent
des paramtres du champ
e
u et a. La premire tape consiste estimer ces valeurs, et donc
estimer le champ de vitesse de lcoulement de la matire entre les cylindres.
Calcul de la fonction de
courant
Reprage des
trajectoires
Pression, tenseur des
contraintes
Dviateur
Champ des vitesses
Loi
dcoulement
quations
dquilibre
Intgration sur
les trajectoires
c c
0
o
c
Courbe issue de tests
(torsion)
Puissance
dissipe
Intgration dans le
volume
Drivation
A chaque trajectoire est associe
une quantit constante sur cette ligne
appele la fonction de courant.
On cherche
0
u et o
qui minimisent la
puissance.
Drivation
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
63
On en dduit le tenseur des vitesses de dformation e qui reprsente la partie symtrique
du tenseur gradient des vitesses.
~ ~
1
( )
2
T
grad v grad v e (II.60)
On obtient alors la vitesse de dformation quivalente par la formule :
2
2
3
ij
ij
e e (II.61)
L'intgration de celle-ci suivant une trajectoire entre
0
0 t et un instant t donne la
dformation quivalente e . A cette tape, toutes les donnes sont rassembles pour le calcul
de la temprature en chaque point de la tle (pour plus de dtails, voir la section III.2.4). On
en dduit la contrainte dcoulement et la puissance totale.
La puissance totale est alors minimise par rapport a
e
u et a. Aprs chaque itration, les
valeurs de la contrainte d'coulement sont recalcules en fonction du champ de temprature.
La minimisation de la puissance totale est effectue par la mthode du simplexe (polygone)
(voir Annexe G).
II.2.6 Champ des vitesses
Dans le cas gnral, tout point ( , ) M x y nous associons son ordonne avant
dformation
0
( , ) y x y . Une ligne dcoulement est une ligne
0
y constante. La vitesse en un
point M est parallle la ligne de courant ; elle est donc perpendiculaire au gradient de
0
y .
II.2.6.a Fonction de courant
A chaque ligne dcoulement est associe une quantit
0
y constante sur cette ligne,
appele la fonction de courant. Cette constante est lordonne lorigine dune trajectoire
donne. Daprs lquation (II.51) on a :
2 2 2 2
1 2
1 2
2 2 1 2
1 2
1 2
0 0
2
(2 ) ( 2 ) 1 ( )
( 2 ) 0
f
h
Lx x x Lx h h L
h h
h h
x Lx h h yL
h h
y y a a a
a
(II.62)
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
64
do la fonction de courant :
2 2
0 1 2
2
1 2
2
2 2
1 2
1 2
2 2 2 1 2
1 2
1 2
1 2
( 2 ) 1 ( ) ...
2(2 )
2
( 2 ) 1 ( ) ...
4(2 ) ( 2 )
s
s
h
y x Lx h h L
Lx x h h
h
x Lx h h L
h h
h h
Lx x x Lx h h yL
h h
a
a a
a
a a a
(II.63)
II.2.6.b Champ des vitesses
La vitesse est porte par la tangente la ligne de courant ; elle est donc perpendiculaire
au gradient de la fonction de courant
0
y (normale la ligne) :
0
0
x
y
y
V k
y
y
V k
x
k : Facteur de proportionnalit
et
2 2
x y
V V V (II.64)
II.2.6.c Condition dincompressibilit
La condition dincompressibilit associe avec les conditions aux limites, dtermine
une condition sur k (facteur de proportionnalit) :
0
0 ,
y
x
x e
V
V
x y
x V u
Il suffit de prendre
e
k u
II.2.7 Diffrentes grandeurs mcaniques
A partir du champ des vitesses, on peu en dduire les composantes du tenseur vitesse des
dformations. Les expressions des grandeurs sont entirement analytiques.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
65
II.2.7.a Les vitesses de dformation
x
xx yy
V
x
e e (II.65)
1
2
y
x
xy
V
V
y x
e (II.66)
La vitesse de dformation quivalente e est la moyenne quadratique des vitesses de
dformation
xx
e et
xy
e :
1
2 2
2
2
( )
3
xx xy
e e e (II.67)
II.2.7.b Les dformations
Une intgration de
xx
e entre 0 t et
0
t t (
0
: t temps de passage dun lment de
matire entre les cylindres) donnera la dformation suivant la direction de laminage. Les
calculs numriques sont faits sur Fortran.
0
0 0
s
t x
xx
xx xx
x
dt dx
V
e
e e (II.68)
De mme pour le cisaillement
xy
e et la dformation gnralise e :
0
0
t
xy xy
dt e e (II.69)
0
0
t
dt e e (II.70)
II.2.8 Puissance dissipe
Rappelons que nous considrons ici le cas dun matriau parfaitement plastique
0
cte s .
II.2.8.a Puissance plastique
0 0 P
W d dx dy
J
s e J s e (II.71)
II.2.8.b Puissance de frottement
La puissance dissipe par frottement avec le cylindre suprieur a pour expression :
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
66
0
1 1 1 1 1 1
0
3
s
x
F
W m R V dl
s
(II.72)
De mme, la puissance dissipe par frottement avec le cylindre infrieur s'crit :
0
2 2 2 2 2 2
0
3
s
x
F
W m R V dl
s
(II.73)
o
1
V et
2
V sont les vitesses de la matire respectivement en contact avec le cylindre suprieur
et le cylindre infrieur, soit :
1 0 1
( , ) V V x y h et
2 0 2
( , ) V V x y h .
II.2.8.c Puissance dissipe sur la discontinuit de vitesse
1 1
2 2
0 0
0 0
0
3 3
h h
D y
h h
W V dy V x dy
s s
Lquation des trajectoires est de la forme
2
0 0 0
( ) ( ) y a y x b y x y (voir q. (II.51)).
On peut crire :
0
0 0 0 0
2 ( ) ( ) 2 ( ) ( )
y x x e
y y
V V a y x b y V a y x b y u
x y
2
1 2
0 0 1 2 0 1 2 0
( )
( )
2
( 0 ) 2
f
f
e e
y e
h
h h
y y h h y h h y h
h h
V x u
D
a
do
1
2
2 0 1 2
0 0 1 2 0 1 2 0 0
2 ( )
( )
3 2
h
f
D f
h
e e
e
h
u h h
W y y h h y h h y h dy
L h h
s
a (II.74)
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
67
II.2.9 Rsultats et interprtation
Les calculs ont t effectus dans les conditions suivantes :
1
R =100mm ;
2 1 e
R =100mm; =15tr/min; h =10mm;
1 2
m =m =1.
II.2.9.a Puissance et vitesses en fonction de
r
V
On a port sur laxe des ordonnes les puissances en kW par mtre de largeur de la tle
(figures II.2.4 et figures II.2.6), et les vitesses en / mm s (figures II.2.5 et figures II.2.7), en
fonction de
r
V . Les puissances et les vitesses sont calcules par la mthode des trajectoires (
gauche) et la mthode du champ uniforme ( droite) pour deux rapports de rduction
( 0.1 0.2 r et r ).
Une premire comparaison indique quil ny a pas une grande diffrence entre les
rsultats obtenus par les deux mthodes variationnelles, tant pour les formes des courbes
que pour les ordres de grandeur des puissances et des vitesses.
Avec les deux mthodes on observe que toutes les courbes sont composes de deux
parties :
- une partie linaire, pour de faibles vitesses du cylindre 2 ;
- une partie non linaire pour les grandes valeurs de
r
V ( 0.6 1 0.2
r
V pour r ).
Cet intervalle dpend essentiellement du rapport de rduction.
Les courbes des puissances de frottement
1 F
W et
2 F
W , et les courbes des vitesses
1
u et
2
u se rencontrent en 1
r
V (cas symtrique).
On peut remarquer lexistence dun minimum sur toutes les courbes de puissance
totaleW ; il traduit le fait que si le cylindre infrieur est libre de tourner librement (il est
alors entran par la tle), sa vitesse va se stabiliser ce minimum.
Une interprtation dtaille des courbes dans le cas o =1.25 (r=0.2) sera prsente ci-
dessous (Figure II.2.8).
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
68
Pour un rapport de rduction r=0.1 ( =1.11) :
0.0 0.2 0.4 0.6 0.8 1.0
V
r
0
50
100
150
200
W
(
k
W
/
m
)
0
50
100
150
200
W
.
W
F1
.
W
P
.
W
D
.
W
F2
.
.
0.0 0.2 0.4 0.6 0.8 1.0
V
r
0
50
100
150
200
W
(
k
W
/
m
)
0
50
100
150
200
W
.
W
F1
.
W
P
.
W
D
.
W
F2
.
(a) (b)
Figure II.2.4 Puissances en fonction de
r
V pour un rapport de rduction
0.1 r
: (a) mthode des trajectoires ; (b) mthode du champ uniforme
Si
0.0 0.2 0.4 0.6 0.8 1.0
V
r
0
50
100
150
200
V
(
m
m
/
s
)
0
50
100
150
200
u
1
.
u
2
.
u
e
.
O
1
R
1
.
O
1
R
1
.
0.0 0.2 0.4 0.6 0.8 1.0
V
r
0
50
100
150
200
V
(
m
m
/
s
)
0
50
100
150
200
u
1
.
u
2
.
u
e
.
O
1
R
1
.
O
1
R
1
.
(a) (b)
Figure II.2.5 Vitesses en fonction de
r
V pour un rapport de rduction 0.1 r :
(a) mthode des trajectoires ; (b) mthode du champ uniforme
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
69
Pour un rapport de rduction r=0.2( =1.25) :
Si
0.0 0.2 0.4 0.6 0.8 1.0
V
r
0
50
100
150
200
250
W
(
k
W
/
m
)
0
50
100
150
200
250
W
.
W
F1
.
W
P
.
W
D
.
W
F2
.
.
0.0 0.2 0.4 0.6 0.8 1.0
V
r
0
50
100
150
200
250
W
(
k
W
/
m
)
0
50
100
150
200
250
W
.
W
F1
.
W
P
.
W
D
.
W
F2
.
.
(a) (b)
Figure II.2.6 Puissances en fonction de
r
V pour un rapport de rduction 0.2 r :
(a) mthode des trajectoires ; (b) mthode du champ uniforme
Si
0.0 0.2 0.4 0.6 0.8 1.0
V
r
0
50
100
150
200
250
V
(
m
m
/
s
)
0
50
100
150
200
250
u
1
.
u
2
.
u
e
.
O
1
R
1
.
O
1
R
1
.
.
0.0 0.2 0.4 0.6 0.8 1.0
V
r
0
50
100
150
200
250
V
(
m
m
/
s
)
0
50
100
150
200
250
u
1
.
u
2
.
u
e
.
O
1
R
1
.
O
1
R
1
.
.
(a) (b)
Figure II.2.7 Vitesses en fonction de
r
V pour un rapport de rduction 0.2 r :
(a) mthode des trajectoires ; (b) mthode du champ uniforme
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
70
0.0 0.2 0.4 0.6 0.8 1.0
V
r
0
50
100
150
200
250
W
(
k
W
/
m
)
0
50
100
150
200
250
V
(
m
m
/
s
)
Z
o
n
e
1
Z
o
n
e
2
Z
o
n
e
3
A
B
C
W
.
W
F1
.
W
P
.
W
D
.
W
F2
.
u
1
.
u
2
.
u
e
.
O
1
R
1
.
O
1
R
1
.
V
rc
.
Figure II.2.8 Graphe des puissances et des vitesses calcules par la mthode des trajectoires
1 2 1 e
R = 100 mm; R = 100 mm; = 15 tr/min ; h = 10mm;
1 2
m = m = 1; = 1.25 (r = 0.2) l
Le graphe de la figure II.2.8, permet de distinguer trois zones :
La zone 1 qui sera nomme zone fortement asymtrique.
Cest la zone marque en bleu o les courbes sont linaires. Dans cette zone,
1 1 1 e
u u R : La matire en contact avec le cylindre suprieur entre la vitesse
e
u , puis sa
vitesse augmente mais reste infrieure celle du cylindre. Il nexiste pas de point o la vitesse
de la matire est gale la vitesse du cylindre (point neutre) sur le cylindre 1 (suprieur).
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
71
On a aussi dans cette zone
2 2 2 e
R u u : la matire en contact avec le cylindre
infrieur entre une vitesse suprieure la vitesse du cylindre, puis sa vitesse augmente. Il
nexiste donc pas de point neutre sur le cylindre 2 (infrieur).
En A, il y a intersection entre les courbes reprsentatives de
2 2
R et
e
u . Et comme juste avant
2 2 e
R u on peut conclure quun point neutre entre sur le cylindre 2 en 0 x . On note
rc
V
(
r
V critique) le rapport des vitesses correspondant au passage entre la zone 1 et la zone 2.
La zone 2 nomme zone asymtrique.
Cest la zone marque en rouge. Dans cette zone on a
1 1 1 e
u u R : la matire en
contact avec le cylindre suprieur entre une vitesse
e
u , puis sa vitesse augmente mais reste
infrieure celle du cylindre. Il nexiste pas de point o la vitesse de la matire est gale la
vitesse du cylindre. Do la non existence de point neutre sur le cylindre 1(suprieur).
On a aussi, dans cette zone
2 2 2 e
u R u : la matire en contact avec le cylindre
infrieur entre une vitesse infrieure la vitesse du cylindre, puis sa vitesse augmente, et
elle sort une vitesse
2
u suprieure. Il existe donc un point o
2 2 2
V R . Il existe un point
neutre sur le cylindre 2 (infrieur).
En B, il y a intersection entre les courbes reprsentant
1 1
R et
1
u . Et comme juste avant
1 1 1
u R , on peut conclure quun point neutre entre sur le cylindre 1 en x L .
La zone 3 nomme zone quasi-symtrique.
Cest la zone marque en vert. Dans cette zone on a
1 1 1 e
u R u : la matire en
contact avec le cylindre suprieur entre une vitesse
e
u , puis sa vitesse augmente, et elle sort
une vitesse
1
u suprieure celle du cylindre. Il existe donc un point o
1 1 1
V R , c'est--
dire un point neutre sur le cylindre 1 (suprieur).
On a aussi dans cette zone
2 2 2 e
u R u : la matire en contact avec le cylindre
infrieur entre une vitesse infrieure la vitesse de celui-ci, puis sa vitesse augmente et elle
sort une vitesse
2
u suprieure. Il existe donc un point o
2 2 2
V R , c'est--dire un point
neutre sur le cylindre 2 (infrieur). Mais il faut signaler que les deux points neutres nont pas
la mme abscisse.
En C, 1
r
V , on se retrouve dans le cas symtrique et les deux points neutres ont la
mme position.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
72
II.2.9.b Distribution des vitesses de dformation
Pour les conditions
1 2 1 e
R =100mm, R =100mm, =15tr/min, h =10mm
1 2
m =m =1; =1.25 (r=0.2) on a trac les courbes iso-valeurs des vitesses de dformation
et de la vitesse de dformation quivalente pour diffrentes valeurs de
r
V .
Les courbes iso-valeurs correspondant deux domaines de fonctionnement sont reprsentes
ci-dessous : la zone fortement asymtrique et la zone quasi-symtrique. Les deux autres
graphes sont prsents dans lannexe F, notamment le cas symtrique, ainsi quune courbe
iso-valeurs de dterminant du gradient des vitesses de dformation sur la figure K.1 (annexe
J).
Sur la figure II.2.9 (
2
0.13 ; =2tr/min
r
V soit ), sont reprsentes les cartes
correspondant la zone fortement asymtrique o il ny a aucun point neutre sur les cylindres.
La carte de la dformation quivalente montre que celle-ci est concentre du ct du cylindre
suprieur.
Figure II.2.9 Vitesses de dformation
xx
e ,
xy
e et
dformation gnralise 0.13 ;
r
V
2
( =2 tr/min)
0 2 4 6 8 10 12 14 16 18
X(mm)
-10
-8
-6
-4
-2
0
2
4
6
8
10
Y
(
m
m
)
0 2 4 6 8 10 12 14 16 18
X(mm)
-10
-8
-6
-4
-2
0
2
4
6
8
10
Y
(
m
m
)
0 2 4 6 8 10 12 14 16 18
X(mm)
-10
-8
-6
-4
-2
0
2
4
6
8
10
Y
(
m
m
)
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
73
Les cartes correspondant la zone quasi symtrique sont reprsentes sur la figure
II.2.10 (
2
0.87 =13tr/min
r
V soit ) o il y a deux points neutres distincts sur les
cylindres. Les traits bleu et rouge reprsentent respectivement les positions des points neutres
sur les cylindres suprieur et infrieur.
Il y a une grande diffrence entre ces cartes et celles qui prcdent. On peut voir quelles ont
une tendance devenir symtriques.
Figure II.2.10 Vitesses de dformation
xx
e ,
xy
e et dformation gnralise
0.87 ;
r
V
2
( =13tr/min)
0 2 4 6 8 10 12 14 16 18
X(mm)
-10
-8
-6
-4
-2
0
2
4
6
8
10
Y
(
m
m
)
0 2 4 6 8 10 12 14 16 18
X(mm)
-10
-8
-6
-4
-2
0
2
4
6
8
10
Y
(
m
m
)
0 2 4 6 8 10 12 14 16 18
X(mm)
-10
-8
-6
-4
-2
0
2
4
6
8
10
Y
(
m
m
)
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
74
II.2.9.c Dformations
0.1 r
c
xx
c
xy
c
0.0 0.2 0.4 0.6 0.8 1.0
V
r
0.00
0.05
0.10
0.15
0.20
c
0.0 0.2 0.4 0.6 0.8 1.0
V
r
0.00
0.05
0.10
0.15
0.20
c
c
xx
c
xy
c
0.2 r
c
xx
c
xy
c
0.0 0.2 0.4 0.6 0.8 1.0
V
r
0.0
0.1
0.2
0.3
0.4
c
Z
o
n
e
1
Z
o
n
e
2
Z
o
n
e
3
0.0 0.2 0.4 0.6 0.8 1.0
V
r
0.0
0.1
0.2
0.3
0.4
c
c
xx
c
xy
c
(a) Mthode des trajectoires (b) Mthode du champ uniforme
Figure II.2.11 Dformations en fonction de
r
V
On observe dans ce cas une grande diffrence entre les rsultats obtenus par les deux
mthodes, surtout dans la zone 1 (figure II.2.11). Cela rsulte de la mthode de calcul des
diffrents paramtres dans cette mthode du champ uniforme, qui ne considre que des
grandeurs globales.
Daprs les courbes obtenues par la mthode des moyennes, pour avoir un grand
cisaillement il faut tre dans les zones 1 ou 2. Mais si on revient sur les courbes de puissance,
on voit quil faut plus de puissance (plus dnergie) lorsque
r
V tend vers 0 . Par consquent,
travailler dans la zone 2 permet davoir plus de cisaillement pour un minimum de puissance.
II.2.9.d Couples exercs par les cylindres
Les couples sur les cylindres de travail sont dune importance capitale pour les
industriels, du fait quils dterminent les puissances utiles des moteurs qui les entranent.
Mais il n'est pas ais de les mesurer exprimentalement. On a imagin quils peuvent tre
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
75
valus partir de la puissance lectrique consomme par les moteurs. Mais a reste toujours
une supposition quelle ncessite une vrification. Dans le prsent modle, comme
prcdemment, on utilise le fait qu'une perturbation des vitesses angulaires va se reflter
directement sur la puissance totale dissipe. La puissance totale est de la forme :
1 1 2 2
W C C (II.75)
Pour calculer le couple sur le cylindre 2, on dtermine la variation de la puissance totale
pour une lgre variation de
2
(la variation est de0.1 / tr min). Puis le rapport
2
W
donne
le couple
2
C .
De mme pour
1
C , il suffit de fixer
2
et de faire varier
1
autour de15 / tr min .
0.0 0.2 0.4 0.6 0.8 1.0
V
r
-100
-50
0
50
100
150
C
o
u
p
l
e
s
d
e
l
a
m
i
n
a
g
e
(
k
N
m
) 1
C
2
C
D
0.0 0.2 0.4 0.6 0.8 1.0
V
r
-100
-50
0
50
100
150
C
o
u
p
l
e
s
d
e
l
a
m
i
n
a
g
e
(
k
N
m
) C
1
C
2
D
a : 0.1 r b : 0.2 r
Figure II.2.12 Couples exercs par les cylindres
On voit bien (figure II.2.12) que le couple
2
C joue un rle rsistant (il est ngatif) sur
une grande partie du domaine de
r
V pour devenir moteur la fin et finir par galiser
1
C pour
2 1
15 / tr min. Le passage de couple rsistant couple moteur ncessite le passage
par
2
0 C (point D), cest le cas o le cylindre 2 est librement entran par la matire. Sur les
deux figures II.2.12 a et b, ces points concide bien avec les minimums des puissances sur les
figures II.2.4 a et II.2.6 a.
Il est maintenant possible d'expliquer pourquoi W est dcroissant dans la zone 1 sur les
figures II.2.4 et II.2.6 :
1 1
0 C cte car
1
C et
1
sont positifs et constantes (
1
0 C couple moteur).
Par contre,
2
0 C ,
2
0 et croissante
2 2
C est dcroissant, ngatif.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
76
donc W est dcroissante.
Pour pouvoir comparer avec un cas de la littrature et avec la mthode du champ
uniforme, les mmes paramtres gomtriques, cintiques, ainsi que la mme loi de
comportement de Tzou [1994] ont t slectionns et introduits dans nos modles. Sur la
figure II.2.13, une comparaison entre le modle de champ uniforme (cercles), le
modle de Tzou [1994] (losanges) et le modle dcrit dans cette section (triangles)
est effectue pour deux paisseurs dentre de la tle :(a) tle mince (h
e
= 0,5 mm),
et (b) tle paisse : h
e
= 10 mm). Elle montre que les couples exercs par le cylindre
suprieur
1
C sont presque identiques pour les trois modles et pour les deux paisseurs de
tle initiale diffrentes.
0.0 0.2 0.4 0.6 0.8 1.0
V
r
-40
-20
0
20
40
C
o
u
p
l
e
s
d
e
l
a
m
i
n
a
g
e
(
k
N
m
/
m
)
C
1
C
2
0.0 0.2 0.4 0.6 0.8 1.0
V
r
-150
-100
-50
0
50
100
150
C
o
u
p
l
e
s
d
e
l
a
m
i
n
a
g
e
(
k
N
m
/
m
)
C
1
C
2
(a) (b)
Figure II.2.13 Influence du rapport des vitesses de rotation sur les deux couples de
laminage C
1
et C
2
pour : (a) l'ASR dune tle mince (h
e
= 0,5 mm), et (b) l'ASR
d'une tle d'paisseur (h
e
= 10 mm). Trois sries de rsultats sont confront : les
rsultats du modle de champ uniforme (cercles), le modle de Tzou [1994]
(losanges), et le modle des trajectoires (triangles).
Le couple
2
C calcul par l'approche actuelle est galement presque identique
aux prvisions des deux autres modles, pour les tles minces. En revanche, pour
h
e
= 10 mm, un cart bien plus important est remarqu ; le couple
2
C calcul par la
mthode du champ uniforme est plus petit (en module) que celui dduit de la
mthode des trajectoires. On peut penser que la mthode du champ uniforme
survalue la dformation plastique et notamment celle cre pas le cisaillement,
comme le montrent les courbes de puissance. Inversement, ce couple
2
C dterminer
par Tzou est plus grand en valeur absolu que celui prvu par la mthode des
trajectoires. La majeure partie de cet cart doit tre attribue la dformation
plastique, qui n'est pas incluse dans la mthode des tranches employ par Tzou.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
77
Les couples exercs par les cylindres ont galement t valus dans le cas dun
matriau crouissable ainsi que pour un laminage asymtrique chaud, o il y a sensibilit
la vitesse de dformation. Ces approches ainsi que les rsultats correspondants seront
prsents dans le chapitre IV. "Exploitation des modles et validation".
II.2.9.e Efforts de laminage
Les efforts de laminage sont, comme les couples, parmi les paramtres les plus
recherchs par les industriels. Leur importance rside dans les risques quils peuvent
engendrer lorsqu'ils sont sous-estims. A l'inverse des couples de laminage, alors qu'il n'est
pas trs compliqu de les mesurer exprimentalement, il n'est pas facile de les calculer du fait
que ce sont des forces qui ne travaillent pas. Cest pour cette raison que des hypothses
doivent tre introduites pour pouvoir les estimer. Lenchanement des calculs est le suivant :
On suppose quil ny a pas d'efforts de tension sur la tle ni lentre ni la sortie. On
fait donc lhypothse que 0
xx
s en 0 x . En utilisant lexpression de la contrainte
moyenne,
m xx xx
S s s , on a :
( )
xy
m xx
S
x S x x
y
s (II.76)
Cette expression est valable pour tout point de coordonnes ( , ) x y dans lentrefer, do :
2
3
ij ij
S
s
e
e
(II.77)
xy
m xx
yy yy m
S
S x
y
S
s
s s
(II.78)
4
( , )
3
xy
yy yy
S
x y x
y
s
s e
e
(II.79)
Il reste intgrer ( , )
yy
x y s suivant une trajectoire pour dduire la valeur de la force. On
a estim que cette valeur serait la plus correcte en intgrant suivant la trajectoire du point issu
de la mi-paisseur de la tle l'entre de la cage.
0
0
0 ( , )
L
yy
F x x y d s (II.80)
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
78
0 0.2 0.4 0.6 0.8 1
V
r
0
100
200
300
F
(
t
/
m
)
Figure II.2.14 Effort de laminage en fonction de
r
V
Les valeurs sont estimes pour un mtre de largeur de la tle. Une rduction de leffort
de laminage de 32 % est remarquer dans les conditions du laminage asymtrique. Cet ordre
de grandeur est valid par des expriences effectues par Oekmarev et Nefedou [1956] et
Boxton et Browning [1972] o sous certaines conditions de laminage, une rduction de
leffort de laminage de 40 % est constate.
Les influences du coefficient dcrouissage et du coefficient de frottement sur les efforts
de laminage sont tudies dans le chapitre IV.
II.2.9.f Positions des points neutres
Le point neutre est dfini comme le point o la vitesse du cylindre est gale celle de la
matire qui scoule sa surface. Dans le cas du laminage classique, les deux points neutres
sur les deux cylindres ont la mme abscisse (on parle dun point neutre). Le point neutre
existe toujours. Sa position dpend de tous les paramtres de laminage mais particulirement
du rapport de rduction. Dans le laminage asymtrique, comme on l'a vu pour linterprtation
de la figure II.2.8, quatre cas sont distinguer. Il peut n'y avoir aucun point neutre, cest le cas
fortement asymtrique (zone 1). Dans la zone 2, ou zone asymtrique, il ny a quun seul
point neutre sur le cylindre le plus lent (voir annexe F). Enfin, dans la zone quasi-symtrique
deux points neutres dabscisses distinctes apparaissent. Leurs positions sont trs sensibles aux
paramtres de laminage. Ils se rejoignent sur la mme abscisse pour le laminage symtrique.
Dans nos conditions de calcul, les positions des points neutres sont reprsentes sur la figure
II.2.15.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
79
Figure II.2.15 Positions des points neutres en fonction de
r
V
II.2.9.g Courbure de la tle
Le plus grand problme pos par le laminage asymtrique, pour les industriels, est la
courbure de la tle la sortie de la cage de laminage. Du fait de la diffrence des vitesses
tangentielles des cylindres, de leurs coefficients de frottement, de leurs rayons et de leurs
tempratures, la tle se courbe la sortie du laminoir. En fonction de ces paramtres, la
courbure est oriente vers le cylindre infrieur ou le cylindre suprieur (une tude plus
complte de linfluence de ces paramtres est prsente au dernier chapitre, Figure IV.1.5).
|
R
c
L
R
2
|
Figure II.2.16 Schma de calcul du rayon de courbure
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
80
Pour prvoir la courbure de la tle, nous avons adopt une mthode simple, consistant
suivre lvolution dune droite initialement verticale lentre du laminoir. La courbure de la
tle est estime partir de sa pente en x L . La figure II.2.16 rsume cette mthode de
calcul.
cos
c
L
R
b
(II.81)
Dans notre cas, les rayons des cylindres sont fixs
1 2
100 R R mm et le
cylindre suprieur a une vitesse angulaire toujours plus grande que celle du cylindre infrieur.
Donc thoriquement 0 90 b . Il est noter que, si 78.5 b , la tle senroule sur le
cylindre infrieur et le rayon de courbure 100
c
R mm. Lautre cas extrme est 90 b ,
cest le cas du laminage symtrique, la tle sort horizontalement de l'entrefer.
0 4 8 12 16 20
X(mm)
-12
-8
-4
0
4
8
12
Y
(
m
m
)
V
r
=0.8
V
r
=1(laminage symtrique)
V
r
=0.6
|=74
u
Figure II.2.17 Inclinaison de droites initialement verticales
La ligne initialement droite se courbe lgrement. Cette courbure est de plus en plus
accentue lorsque que
r
V tend vers
rc
V . Ces rsultats sont intressants vu quils nous
donnent une ide sur le cisaillement dans la tle. De point de vu exprimental, il est facile de
les mesur. Dans la majorit des travaux exprimentaux, des lignes sont gravs sur les tles,
et leurs courbures sont tudies par la suite. Nous tudions aussi linfluence du rapport de
rduction sur quelques grandeurs mcanique dans le chapitre IV.
Sur la figure II.2.17, une approximation linaire est donne pour une ligne initialement
verticale. On obtient ainsi langle 74 b . Le rayon de courbure est donc
72.5 100
c
R mm mm et la tle senroule sur le cylindre infrieur.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
81
0 0.2 0.4 0.6 0.8 1
V
r
70
75
80
85
90
95
100
0 0.2 0.4 0.6 0.8 1
V
r
0
200
400
600
800
1000
R
c
(
m
m
)
(a) (b)
Figure II.2.18 Influence du rapport des vitesses sur la courbure la tle : (a) angles
dinclinaison des droites ; (b) rayons de courbure
Il est clair d'aprs ces courbes que pour des valeurs de
r
V infrieures
rc
V , il existe un
palier. La tle atteint sa courbure maximale et elle senroule sur le cylindre.
A partir des inclinaisons des droites, les valeurs de g et de
app
g sont automatiquement
dtermines :
2
xy
g e (II.82)
q tant langle dfini sur la figure II.2.17,
app
g est gal la tangente de ce dernier :
( )
app
tg g q (II.83)
Les expressions de g et de
app
g dtermines par la mthode du champ uniforme sont
rappeles ci-dessous
2
( 1) 2 ( 1)
;
1 ( 1)
app
e e
L L
h h
l l l l
g
l l
g (II.84)
avec
1 1 2 2
1 1 2 2
R R
R R
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
82
0 0.2 0.4 0.6 0.8
-8
-4
0
4
8
Y
(
m
m
)
<
app
>
<>
app
Figure II.2.19 Variation de g et
app
g suivant lpaisseur de la tle
Sur la figure II.2.19 les deux grandeurs g et
app
g sont reprsentes suivant
lpaisseur de la tle. Ils sont plus grands du cot du cylindre suprieur. Donc, le
cisaillement est plus important dans la partie suprieure de la tle que dans la partie
infrieure.
La relation entre ces deux grandeurs est reprsente sur la figure II.2.20.
0 0.2 0.4 0.6 0.8
app
0
0.2
0.4
0.6
0.8
V
r
=0.6
V
r
=0.4
V
r
=0.2
V
r
=0
<
app
>
<>
Figure II.2.20 Relation entre g et
app
g
Avec la mthode des trajectoires, on a la mme courbe de g en fonction de
app
g
quelle que soit
r rc
V V . Par contre, la relation entre ces deux grandeurs dpend
toujours de
r
V , pour la mthode du champ uniforme ( g et
app
g en fonction de ). En
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
83
effet, cette variation est explique pas la diffrence qui existe entre les courbes de
xy
e sur les figures II.2.11. La diffrence est dautant plus petite que
r
V tend vers 0.
Pour
r rc
V V , il faut tudier cas par cas. Il est clair, sur les courbes de
xy
e , que
la diffrence tend vers 0 quand
r
V tend vers 1, mais
xy
e aussi.
II.3.1.h Variation de e en x L
Finalement, un rsultat intressant et pertinent pour les industriels est le degr
d'homognit de la dformation suivant lpaisseur de la tle. La figure II.2.21 reprsente la
variation de e en fonction de y la sortie de la cage de laminage ( x L ), pour diffrentes
valeurs de
r
V .
-8 -6 -4 -2 0 2 4 6 8
Y(mm)
0.0
0.2
0.4
0.6
0.8
V
r
=1(symtrique)
V
r
=0.93
V
r
=0.86
V
r
=0.8
V
r
=0.73
V
r
=0.66
V
r
<0.6
Figure II.2.21 Variation de e enx L
La dformation quivalente nominale a pour expression :
2
ln 0.26
3
e
nom
s
h
h
e
On voit sur les courbes que lorsque
r
V diminue, une plus grande quantit de dformation
est introduite dans la tle. En revanche, lorsque la vitesse
2
tend vers
1
, lhtrognit de
dformation de la tle suivant son paisseur diminue. Ceci ne constitue pas une rponse
complte, car une opration de laminage se fait en plusieurs passes. Par consquent, changer
le sens de laminage, ou tourner la tle entre les passes, ou changer certains paramtres de
laminage, ou encore combiner ces diffrentes manipulations, peut aboutir des dformations
plus homognes. Do lintrt de ltude du cumul de plusieurs passes. Une tude de deux
passes cumules avec rotation de la tle est dveloppe au chapitre IV "Exploitation des
modles et validation".
2
ln 0.26
3
e
nom
s
h
h
e
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
84
II.3 Mthode des lments finis
Des simulations numriques avec des donnes quasiment identiques celles utilises
dans le modle analytique ont t ralises avec la formulation lagrangienne sur le code
dlments finis Abaqus / standard. Lapplication traite un cas simple de laminage
symtrique et plusieurs cas asymtriques. Les rsultats obtenus ont t compars aux rsultats
des autres mthodes afin de valider les modles. Nous nous sommes placs dans les
conditions de calcul suivantes :
formulation lagrangienne ractualise (c.--d. les dimensions des lments sont
ractualises chaque incrment pour calcul de dformation cumule),
modlisation du laminage en 2D (on nglige llargissement de la bande suivant la
direction transverse par hypothse de dformation plane.
formulation implicite,
utilisation dune rhologie lastique parfaitement plastique,
loi de frottement de type Coulomb disponible dans le code,
II.3.1 Description du laminoir
Pour diffrents paramtres dans chaque cas, une passe de laminage asymtrique a t
simule (en particulier le cas symtrique). Seuls les cylindres de travail et la tle ont t
considrs dans cette modlisation. La tle a une paisseur de 20 mm en entre. Elle subit en
une passe de laminage, une rduction de 20% en paisseur ce qui donne une paisseur de 16
mm en sortie du laminoir. Les cylindres ont les mmes rayons de 100 mm. Le cylindre
suprieur est anim dune vitesse angulaire de 1.57 / rad s afin dobtenir une vitesse
tangentielle de157 / mm s . Le cylindre infrieur a le mme diamtre mais sa vitesse est
variable avec une vitesse maximale de1.57 / rad s . Les cylindres sont considrs comme
indformables. Nous avons nglig les dformations transverses (modlisation en 2D), ce qui
nous a permis dallger la modlisation en nous plaant dans le cadre des dformations
planes.
II.3.2 Maillage de la tle
Une rhologie simple du matriau de la tle a t choisie. Elle suit une loi purement
lastoplastique. Le maillage de la tle est isotrope (i.e. les tailles de mailles sont identiques
dans les deux directions). Du fait du caractre lagrangien, le maillage se dplace avec la
matire. Dans tous nos travaux de simulation, llargissement de la bande lors du laminage est
suppos nul (hypothse de dformation plane). En ralit, celui-ci est trs faible pour les
brames industrielles paisses (pour l/h = 10, on a un largissement de 1%)
[Montmitonnet, 1991]. Dans notre cas, nous ne ralisons alors quune simulation en 2D.
Lpaisseur de la tle comprend un nombre dlments dtermin par lpaisseur initiale et les
critres suivants.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
85
Figure II.3.1 Maillage de la tle
La taille du maillage est optimise dans le cas de laminage symtrique pour obtenir des
rsultats stationnaires tout en limitant le temps de calcul. Nous avons simul le laminage de
dpart avec des lments dont le ct varie de 1 5 mm. Des mailles de 2mm de hauteur ont
t adoptes pour tous les calculs suivants, puisquelles donnent une erreur infrieure 1%,
contre une erreur slevant 2,5% pour des lments de 3 mm. Pendant le calcul, on lamine
au total 25 fois la longueur de lemprise qui contient 10 mailles.
Le remaillage
On est en prsence dun mouvement similaire ce que lon peut trouver en mcanique
des fluides et on sattend obtenir un rgime stationnaire. Cest--dire quon souhaite trouver
un champ de vitesses qui devient constant aprs un certain temps. Or nous sommes limits par
la dformation des lments finis : partir dun certain dplacement, les lments se
distordent et sinterpntrent, entranant des aberrations de calcul, et des problmes de non
convergence. Vu que Abaqus ne permet quune description lagrangienne du problme, nous
ne pouvons pas en une seule tape de calcul obtenir ltat du matriau aprs un temps
considrable. Cest pour cela que nous effectuons des remaillages intermdiaires pour
atteindre le rgime stationnaire du mouvement. Aprs une tape de calcul, dans laquelle a t
impos un certain dplacement qui rpond aux conditions ncessaires la validit des
rsultats (le dplacement des nuds dun lment doit rester infrieur la moiti de la
longueur totale de cet lment), on passe une tape suivante. Cette tape a pour conditions
initiales les conditions finales de ltape prcdente, mais avec le maillage initial : Abaqus
interpole en tout point du nouveau maillage les conditions finales de la premire tape. Et on
recommence, en imposant de nouveau une vitesse de dplacement et ainsi de suite.
II.3.3 Gestion des contacts et de la tribologie
Il est noter que, dans la littrature, le modle de frottement gnralement choisi est
Coulomb Tresca coupl; le modle de Coulomb pur est plus valable pour les contraintes
normales
n
s faibles, et la transition de part et dautre des points neutres assurs par une loi de
Tresca.
Il est important de savoir que, la gestion des contacts et de la friction constitue souvent
un des points faibles de la modlisation, notamment pour le dveloppement des chemins de
dformations et donc de la texture. En effet, daprs les expriences, le coefficient est
exprimentalement difficile obtenir lors de reproduction du laminage en laboratoire. De
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
86
plus, le coefficient de frottement volue au cours des passes selon le choix de loprateur
de lubrifier ou non voire certainement au cours dune mme passe. On est donc amen
faire des choix a priori, souvent dicts par lexprience des utilisateurs du code EF.
Dans notre modlisation, le frottement entre la tle et les cylindres de laminage est
modlis par une loi de type Coulomb. Lanisotropie nest pas prise en compte. Nous avons
pris un coefficient de frottement de Coulomb qui vaut:
0.15 m
Ce coefficient a t choisi en se basant sur dautres travaux de modlisation numrique
du laminage. Cette valeur tait estime partir du travail de Tzou [1997] 0.4 m , qui a
tudi quelques cas de laminage asymtrique avec les deux modles de frottement. Il conclut
son travail par la Figure II.3.2. Il faut noter quon nest pas dans les mmes conditions de
calcul surtout avec un 0.5
e
h mm. Ceci influence le rsultat puisque la surface de contact
cylindre-tle varie normment.
Figure II.3.2 Relation entre m et mdaprs Tzou [1997]
Le mme type de difficults de modlisation du frottement a t dj rencontr dans des
travaux sur le laminage symtrique dont Karhausen et Roters [2002], Chun et Lenard [1997],
Hum et al. [1996] ou encore Beynon [1998].
II.3.4 Conditions aux limites
Pour sapprocher des conditions dun laminoir rel, nous avons impos soigneusement
des conditions aux limites. Un cylindre dappui est juxtapos chaque cylindre de travail afin
de lempcher de flchir et de cder. Ces cylindres dappui ntant pas en contact direct avec
la tle, il ntait pas ncessaire de les reprsenter. Nous avons simplement reprsent leur
action en imposant un dplacement vertical nul sur les centres des cylindres de travail, et nous
avons considr les cylindres de travail comme indformables. Dautre part, nous avons
galement impos un dplacement longitudinal nul sur leurs centres, les cylindres tant
bloqus en translation dans les directions longitudinales et transverses.
Dans ltape de calcul suivante, nous avons simul la mise en rotation des cylindres en
imposant une vitesse de rotation sur leurs centres. Le choix dune vitesse de rotation est plus
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
87
pertinent que celui dun angle de rotation, car lutilisation dun angle nous aurait obligs
agir simultanment sur langle et le temps de calcul pour contrler la vitesse. Nous avons
contrl la dissymtrie en ajustant la vitesse du cylindre infrieur.
Dans un laminoir, la tle repose sur un support horizontal. Pour reprsenter laction de
ce support, il suffit dimposer un dplacement vertical nul sur au moins un point de la tle en
amont des cylindres. Ce point ne doit pas entrer en contact avec les cylindres au cours du
calcul, car le blocage vertical entrerait en contradiction avec la rduction dpaisseur rsultant
du laminage. Nous avons donc impos un dplacement vertical nul sur le bord arrire de la
tle, qui nest jamais lamin au cours de notre calcul, car nous navons pas fait une passe
complte.
Et finalement, nous navons pas impos des tensions sur la tle en entre et en sortie. Il
sagit donc de la modlisation dun laminoir chaud.
II.3.5 Etapes de calculs
Notre modle comporte trois tapes :
-Tout dabord, un dplacement impos de la tle lamine, pour la mettre en contact avec
les cylindres, qui sont bloqus en rotation pendant cette tape.
-Ensuite, on libre la rotation des cylindres, et on impose un dplacement
supplmentaire de la tle, de faon amener le bord laplomb des centres des cylindres
(engagement de la tle).
-Enfin, on impose des vitesses de rotations des cylindres pour dmarrer le procd de
laminage.
Le blocage vertical du bord droit de la tle et le blocage en translation des cylindres
restent bien entendu actifs pendant les trois tapes. Nous avons galement activ les non-
linarits, qui interviennent de trois faons dans notre modle : les non-linarits
gomtriques, lies lutilisation des grandes dformations et des grandes rotations, la non-
linarit du comportement du matriau au travers de la loi de comportement, et la non-
linarit due au contact.
II.3.6 Quelques rsultats
II.3.6.a Rsultats gnraux
Un exemple de rsultat est donn en figure II.3.3, qui reprsente ltat caractristique des
contraintes (Le rgime stationnaire tant largement atteint). Il correspond au calcul effectu
avec les paramtres ci-dessus et un rapport des vitesses 0.3
r
V :
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
88
Figure II.3.3 Contraintes de Von Mises
On constate quil y a une zone dans laquelle les contraintes sont importantes, et quau
del de cette zone, elles sont plus faibles. Dans ce cas de figure, cette zone une longueur
denviron 21mm entre la tle et le cylindre suprieur, et de 19mm entre la tle et le cylindre
infrieur. Ce qui justifie bien la courbure de la tle en sortant du laminoir (courbure de la tle
du ct du cylindre le plus lent).
Les calculs asymtriques mettent en exergue le dcalage des points neutres : le point
neutre au contact du cylindre le plus lent (ici le cylindre infrieur) se situe plus loin de lentre
en contact que le point neutre au contact du cylindre le plus rapide. Cependant, il est difficile
de mesurer les variations de position des points neutres en fonction du rapport de vitesse, car
lerreur de mesure est du mme ordre de grandeur que les variations de position dun cas de
figure un autre.
Figure II.3.4 Contraintes de Cisaillement
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
89
II.3.6.b Influence de quelques paramtres
On a choisi dtudier linfluence de quelques paramtres sur la forme et les valeurs des
grandeurs mcaniques. Les rapports des vitesses et les coefficients de frottement taient
choisis pour la facilit de leurs tudes. La variation des rayons des cylindres, par exemple est
beaucoup plus complexe. Il faut chaque tude de cas, refaire toute la gomtrie du modle,
le maillage, lassemblage, etc.
Influence du rapport des vitesses
r
V
Nous avons voulu tudier linfluence du rapport des vitesses sur les couples et les efforts
de laminage, et de les comparer avec les modles analytiques. Mais nous avons t confronts
une augmentation anormale du moment aux centres des cylindres au cours du laminage :
normalement, celui-ci devrait se stabiliser rapidement, ce qui nest pas le cas sur nos courbes
(Annexe I, figure I.1). Les efforts augmentent galement. La dfinition du moment dans le
code Abaqus ne correspond probablement pas la notre, ce qui expliquerait laugmentation
anormale au cours du laminage.
Mais nous avons pu investiguer la courbure de la tle, qui est un paramtre non
ngligeable. Sur la figure ci-dessous, les courbures de la tle calcules analytiquement par la
mthode des trajectoires (losanges) sont confrontes celles dtermines par la mthode des
lments finis (triangle) (Figure II.3.5). (Rq : langle b est dfini dans la figure II.2.17).
Le calcul de langle b sur Abaqus seffectue plus facilement quavec la mthode des
trajectoires. Deux nuds sur la mme ligne verticale lentre nont pas la mme abscisse
juste la sortie de la cage de laminage. La norme de la diffrence suivant laxe horizontal
entre les deux, divise par lpaisseur de la tle la sortie, donne la tangente de langle b .
Figure II.3.5. Angle de courbure de la tle
Daprs le nombre de cas limit que nous avons tudis, il est insuffisant de conclure
pour leffet de
r
V . Pour 0.4 m , il est clair que les deux mthodes donnent des rsultats
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
90
qui ne sont pas tout fait similaire. Premirement, en se basant sur les travaux de Tzou [1997]
nous avons estim la valeur de 0.15 0.4 m m . Cette estimation a un rle trs
important. Un calcul analytique avec 0.37 m a translat la courbe rouge (analytique) pour
donner des rsultats presque identiques avec les calculs numriques (courbe verte). Cette
dernire valeur de m nest pas dtermine partir des travaux de Tzou [1997] car plusieurs
paramtres interviennent et surtout lpaisseur de la tle. Un calage de cette valeur tait fait.
Influence du coefficient de frottement m
Pour un rapport de vitesse de 0.2
r
V , nous avons tudi linfluence du coefficient de
frottement sur la courbure de la tle. Cest pour cela que nous avons lanc des calculs avec
diffrents coefficients de frottement plus levs ( 0.15 m ). Avec laugmentation du
coefficient de frottement, la courbure devient sensiblement plus importante, et la tle arrive
jusqu senrouler autour du cylindre infrieur pour un 0.5 m (Figure II.3.6).
Figure II.3.6 Courbure le la tle
En zoomant, on peut cependant vrifier que la tle a t lamine suffisamment loin pour
que lon puisse voir le dcollement des surfaces de contact. Ce calcul semble confirmer notre
hypothse daccroissement des surfaces de contact, puisque le contact sur le cylindre infrieur
se fait sur environ 40mm, au lieu de 20mm dans le cas du laminage symtrique. Lobservation
du champ de cisaillement dans la tle est galement trs intressante : on observe maintenant
une trs forte dissymtrie entre le point neutre haut, trs proche de lentre (sil existe), et le
point neutre bas (sil existe aussi), maintenant situ plus de 20mm de lentre.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
91
Figure II.3.7 Courbure le la tle
La comparaison des rsultats calculs analytiquement et numriquement est reprsente
sur la figure II.3.7. Pour les deux points, 0.15 0.5 et m m , il est vident que les
rsultats doivent tre identiques. Vu que pour le premier point ( 0.37 m ) est cal, le
deuxime point surestime la valeur de m pour 1 m . Pour le point de milieu, o la valeur
de m est dtermine partir de figure II.3.5, les valeurs sont assez proches.
Pour ce cas parfaitement plastique, on peut conclure que les deux modles donnent des
rsultats trs comparables. Ce qui confirme leur validit.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
92
Conclusions du chapitre II
Dans ce chapitre, trois modles ont t prsents. Deux modles, analytiques et
semi-analytique, peuvent tenir compte de la non symtrie du laminage impose par la
diffrence des rayons des cylindres (
1 2
R R ) et de leurs vitesses de rotation
(
1 2
), ainsi que la diffrence des coefficients de frottement (
1 2
m m ) entre le
matriau lamin et les deux cylindres. Pourtant, les principaux travaux ont t
raliss dans le cas o les cylindres ont le mme rayon et le mme coefficient de
frottement 1 m . Et en fin une troisime mthode par lments finis est dvelopp
pour la compar avec les deux modles prcdant.
Dans la premire partie, un modle original de laminage asymtrique, bas sur
un champ de dformation uniforme, comportant comme seul paramtre la vitesse
d'entre de la tle
e
u .
(i) Lorsque le rapport des vitesses de rotation
r
V diminue, c'est--dire pour un
laminage de plus en plus asymtrique, la dformation par cisaillement impose
xy
e
s'accrot dans la tle, mais reste infrieure, en valeur absolue, la dformation
normale
xx yy
e e .
(ii) Par contre, un laminage fortement asymt rique exige beaucoup plus de
puissance totale dissipe, bien que les deux couples exercs par les cylindres restent
peu prs constants lorsque
r
V est infrieur 0,8.
(iii) Dans le mme intervalle de variation de
r
V , la vitesse d'entre de la tle
concide quasiment avec la vitesse linaire extrieure du cylindre le plus lent. Cela
conduit des formules analytiques simples pour les deux couples.
(iv) Les prvisions de ce modle sont en bon accord avec des travaux antrieurs
utilisant la mthode des tranches. En plus, tant donn que le prsent modle prend
en compte la dformation plastique, il peut tre appliqu des tles paisses et pas
seulement des tles minces (comme le cas de la mthode des tranches), o les
effets de frottement ne sont pas prdominants. En outre, les deux couples peuvent
tre calculs sparment.
(v) En revanche, en raison de sa simplicit, ce modle ne peut dterminer, ni les
gradients des dformations ou des contraintes, ni l'effort de laminage.
Ces problmes peuvent tre rsolus par une approche plus fine utilisant un
champ de vitesses bas sur les lignes dcoulement du mtal, qui t dvelopper dans
la deuxime partie. Ce modle base sur la mthode des trajectoires comportant
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
93
comme paramtres, la vitesse d'entre de la tle
e
u et le paramtre dintensit de
dissymtrie du champ a.
(vi) Dans ces conditions de travail, une passe de laminage asymtrique dissipe
plus dnergie quune passe de laminage classique pour un 0.7 V
r
, et moins
dnergie sur le reste de lintervalle de variation de V
r
.
(vii) Lexistence ou non des points neutres, est simplement vrifiable partir des
courbes de vitesse (Figure II.2.8). Leur existence dpend essentiellement de la
vitesse relative des cylindresV
r
. Parmi les avantages de cette mthode, notons
qu'elle donne les valeurs locales des paramtres mcaniques (dformation, gradient
des vitesses, ...), qui seront exploites dans le dernier chapitre pour la prdiction de
lvolution de la texture de dformation.
(viii) Dans nos conditions de calcul, il est conseill de travailler dans la zone 2 pour
avoir un maximum de cisaillement et une puissance dissip minimale.
(ix) Ce modle a pour avantage la possibilit de pouvoir calculer l'effort de
laminage, quil n'est pas possible de dterminer avec le premier modle.
(x) Une rduction de leffort de laminage de 30 % est possible, ce qui est en
parfaite concordance avec la littrature. Ces ordres de grandeur sont valids par des
travaux exprimentaux effectus par Oekmarev et Nefedou [1956] et Boxton et
Browning [1972].
(xi) Le rayon de courbure de la tle est d'autant plus important que le rapport des
vitesses de rotation est plus grand ( noter que le rayon de courbure du cas
symtrique tend vers linfini).
(xii) Une importante htrognit de dformation de la tle suivant son paisseur
est produite la fin dune passe unique.
Finalement la mthode des lments finis qui nous a permis de conclure :
(xiii) Les rsultats des courbures de la tle estimes par les lments finis et la
mthode des trajectoires sont trs proches.
(xiv) Le problme de passage entre le modle de frottement de Coulomb et le
modle de Tresca, reste un obstacle pour pouvoir comparer des rsultats avec les
mmes paramtres mais avec deux modles de frottement diffrents.
(xv) Le problme de calcul des couples et des efforts par la mthode des lments
finis nous a empch de les comparer aux rsultats des autres modles.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre II. Modlisation mcanique
94
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre III. Modlisation thermique
95
Chapitre III
Modlisation thermique
Sommaire
Introduction ------------------------------------------------------------------------------------------- 96
III.1 Equation de la chaleur --------------------------------------------------------------------- 96
III.2 Modlisation par diffrence finies ------------------------------------------------------- 99
III.2.1 Introduction ----------------------------------------------------------------------------- 99
III.2.2 Le maillage ------------------------------------------------------------------------------ 99
III.2.3 Les conditions aux limites----------------------------------------------------------- 100
III.2.4 Discrtisation -------------------------------------------------------------------------- 104
III.2.4.a Discrtisation de lquation de la chaleur dans le volume ------------------- 104
III.2.4.b Discrtisation des conditions aux limites -------------------------------------- 106
III.2.5 Rsolution du systme --------------------------------------------------------------- 109
III.2.6 Affinement des calculs de drive partielle. -------------------------------------- 110
III.3 Modlisation par lments finis -------------------------------------------------------- 112
III.3.1 Introduction --------------------------------------------------------------------------- 112
III.3.2 Paramtres thermiques --------------------------------------------------------------- 112
III.3.3 Rhologie ------------------------------------------------------------------------------ 113
III.3.4 Paramtres mcaniques -------------------------------------------------------------- 113
III.3.5 Mise en place du programme ------------------------------------------------------- 114
III.4 Rsultats et interprtations ------------------------------------------------------------- 115
III.4.1 Champ de temprature sans prise en compte du frottement -------------------- 116
III.4.2 Champ de temprature avec prise en compte du frottement ------------------- 118
Conclusions du chapitre III ---------------------------------------------------------------------- 119
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre III. Modlisation thermique
96
Introduction
Ce chapitre est consacr aux aspects thermiques du laminage asymtrique. Pour la
modlisation du laminage asymtrique, nous couplons la mthode des lignes dcoulement
prsente au chapitre II un calcul thermique. La minimisation de puissance intgre de ce fait
les aspects thermiques et fournit un champ de temprature associ aux paramtre au champ de
vitesse optimal (
e
u
,
o).
Les rsultats de champs de temprature obtenus par le modle thermique sont confronts
aux rsultats de calculs par lments finis effectus avec le code Abaqus intgrant un terme de
transport de chaleur li la prsence du champ de vitesse de la matire. Le champ de vitesse
utilis dans le calcul lments finis est celui optimis dans le calcul en diffrences finies.
Loptimisation du champ de vitesse ne peut tre ralise en couplage avec ABAQUS, qui
nous sert uniquement dans le cas prsent valider la partie thermique du modle diffrences
finies.
III.1 Equation de la chaleur
Ltablissement de lquation de la chaleur est bas sur le premier principe de la
thermodynamique qui peut snoncer de la manire suivante : lnergie totale dun systme
isol se conserve au cours de ses transformations. Cest ce quon peut formuler
mathmatiquement par les lois ci-dessous :
Soit M un point de lcoulement et U lnergie interne massique en ce point.
0
dU
divq
dt
r s e (III.1)
Avec
0
s e est la puissance plastique transforme en chaleur relative la loi dHollomon et q
le vecteur de flux de chaleur.
En utilisant les conventions dEinstein, on peut crire :
i
i
q
divq
x
(III.2)
Avec 1; 3 i , la loi de Fourier donne :
i i
i
T
q soit q gradT
x
l l (III.3)
On suppose que U ne dpend en premier lieu que de la temprature et de la dformation
quivalente de Von Mises. Comme ( , ) U U T e alors :
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre III. Modlisation thermique
97
dU U dT U d
dt T dt dt
e
e
(III.4)
On a
U
c
T
; o c est la conductivit thermique du matriau et
d
dt
e
e ;
Alors lquation (III.1) scrit :
0
dT U
c divq
dt
r e s e
e
(III.5)
0
0
( ) (1 )
dT U
c div gradT
dt
r
r l es
s e
(III.6)
En faisant lapproximation
0
(1 )
d
U
cte
r
s e
.
Cette constante correspond au coefficient de Taylor Quinney. Il est introduit car on constate
exprimentalement que seulement une fraction du travail de dformation sert chauffer la
matire. La fraction restante (1 )
d
est stocke sous forme de dfauts dans le rseau
cristallin.
d
est en gnralement voisin de 0.9 (voir tableau I.1). En outre, pour la majorit des mtaux,
on ne connat pas sa valeur exacte.
On obtient alors lquation de la chaleur en cours de dformation plastique du matriau
considr :
0
( )
d
dT
c T
dt
r l s e (III.7)
Cette quation est valable pour tous les lments de matire qui subissent une dformation
plastique, cependant elle est crite en formulation Lagrangienne.
Lcriture de cette quation en formulation Eulrienne ncessite de considrer la drive
particulaire de la temprature dont la dcomposition est rappele ci-dessous :
Soit une fonction . F
F F F F
dF dt dx dy dz
t x y z
(III.8)
Do la drive totale :
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre III. Modlisation thermique
98
. ( )
dF F F dx F dy F dz
dt t x dt y dt z dt
F
v grad F
t
(III.9)
Lorsque le rgime stationnaire est tabli, cest--dire 0
F
t
, lquation eulrienne de la
chaleur devient:
0
( ) ( )
d
c vgrad T T r l s e (III.10)
Cest cette deuxime quation, lquation eulrienne de la chaleur en rgime stationnaire, qui
est utilise pour la rsolution de notre problme thermique. En effet on choisit un repre fixe
des cylindres de laminage qui voit scouler la matire avec un champ de vitessev . On
rappelle que ce champ de vitesse mane de la minimisation de puissance ralise dans la
mthode des lignes dcoulement.
La rsolution thermique du problme ncessite une itration entre cette optimisation du
champ de vitesse et le calcul du champ de temprature jusqu ce quils soient compatibles
entre eux savoir : quilibre thermique atteint et puissance mcanique dissipe minimale.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre III. Modlisation thermique
99
III.2 Modlisation par diffrence finies
III.2.1 Introduction
Le problme thermique est fortement non linaire et trop complexe pour tre trait et
rsolu de faon purement analytique. En pratique la plupart des quations rsoudre sont du
premier ou du second ordre deux variables indpendantes ; si T est une fonction de xet y ,
alors les EDP font intervenir
2 2 2
2 2
, , , ,
T T T T T
x y x y x y
. Donc pour rsoudre des quations
aux drives partielles une mthode couramment applique est la mthode des diffrences
finies. Cette mthode sert approximer les drives spatiales en rgime stationnaire. Le
problme est considr bidimensionnel (2D), dans un plan contenant la direction de laminage
(DL) et la direction normale (DN).
III.2.2 Le maillage
Un maillage est appliqu sur le domaine tudier. Afin de simplifier l'expression du
gradient de temprature, on nglige langle forme par les lignes par rapport lhorizontale
(on suppose que q est proche de 0, voir figure III.2.2). Cette hypothse devient de plus en
plus forte lorsquon accrot le rapport de rduction. Des calculs sont dtaills pour tenir
compte de linclinaison des trajectoires la fin de ce chapitre, paragraphe III.2.7.
On connat les champs de vitesses des lments de matire pendant leur passage entre
les cylindres. On cherche estimer le champ de tempratures en tout point de la cage de
laminage pendant le procd en rgime stationnaire. La seule grandeur inconnue est la
temprature en tout point.
O
1
i=1
i=2
i=3
i=Imax
j=1
j=2 j=Jmax j=Jmax+Mmax
O
2
X
Y
0
Figure III.2.1 Reprsentation schmatique du maillage
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre III. Modlisation thermique
100
Pour utiliser la mthode des diffrences finies, il est ncessaire de mettre en place un
maillage (figure III.2.1) et des conditions aux limites (figure III.2.3).
Le but est de modliser lchauffement dun lment de matire d la dformation
dune part et le frottement avec les cylindres dautre part.
Le volume de matire modlis est celui qui se trouve entre lentre de la cage du
laminage ( 0 x ) et une certaine distance x L, que nous supposons suffisamment grande
pour pouvoir reprsenter au mieux les conditions aux limites. Ce volume est compris entre
1 max max j et j J M suivant x est 1 max i et i I suivant y .
Les indices des divers nuds du maillage sont reprsents sur la figure III.2.2 ainsi que
leurs intervalles de variation.
-i varie de 1 I max
- j varie de 1 max J lorsque llment de matire est dans la cage du laminage.
- j varie de max 1 max max J J M pour la partie de la tle aprs la cage.
O
1
i=1
i=2
i=3
i=Imax
j=1
j=2 j=Jmax j=Jmax+Mmax
O
2
T
i,j
T
i-1,j
T
i+1,j
T
i,j-1 T
i,j+1
dx
dy
X
Y
0
u
Figure III.2.2 Reprsentation schmatique des indices du maillage
III.2.3 Les conditions aux limites
Les conditions aux limites sont les valeurs des solutions des quations aux drives
ordinaires et des quations aux drives partielles sur une frontire. Il existe un grand nombre
de conditions aux limites envisageables en fonction de la formulation du problme et du
nombre de variables en jeu. Donc pour les nuds en volume on applique lquation de la
chaleur(III.10), mais pour les nuds en surfaces on applique diffrentes conditions aux
limites qui sont reprsentes sur la figure III.2.3 et dtailles dans le paragraphe qui suit :
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre III. Modlisation thermique
101
La surface
1
reprsente les nuds lentre de la cage du laminage. On suppose que la
vitesse de la matire est suffisamment grande pour que la temprature des nuds soit gale
la temprature de la tle initiale. Cette surface est dlimite par, 1 Imax et 1 i j .
La surface
2
reprsente les nuds en contact avec le cylindre suprieur. Sur cette
surface, il y a un change de chaleur produit par la dformation plastique. Et il y a aussi une
chaleur engendre par le frottement du cylindre et la tle qui est partage entre les deux (on
fournit les dtails sur ce partage dans le paragraphe qui suit). Cette surface est dlimite
par, 2 max et i 1 j J .
Les surfaces
3 4 5
, et reprsentent les nuds en contact avec lair aprs la sortie de
la tle du laminoir. En gnral, cest la phase de refroidissement de la tle. On suppose que
lair est temprature ambiante. Ces surfaces sont dlimites par ;
3
Imax+1 Imax+Mmax et 1 j i ,
4
2 Imax-1 et Imax+Jmax i j
et
5
Imax+1 Imax+Mmax et Imax j i .
La surface
6
est comme la surface
2
, mais elle reprsente les nuds en contact avec le
cylindre infrieur. Les changes sur cette surface sont de mme type que ceux sur
2
. Cette
surface est dlimite par, 2 max et i Imax j J .
20C
20C
20C
20C
E
1
E
2
E
3
E
4
E
5
E
6
Figure III.2.3 Schmatisation des conditions aux limites
Comme mentionn dans le paragraphe au-dessus, la chaleur cre par frottement entre le
cylindre et la tle se partage entre ces deux corps. Pour valuer cette quantit de flux de
chaleur, on effectue un bilan local en utilisant la formulation de la couche limite. Le flux de
chaleur quon note , est gal la puissance surfacique dissipe par frottement.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre III. Modlisation thermique
102
0
0
3
L
F
W m V dl
s
(III.11)
La tle et les cylindres ont une temprature donne. Pendant le laminage, la chaleur due
aux frottements va tre diffuse dans les deux corps en contact. Il sagit donc de dterminer le
flux de chaleur
tole
et
cyl
diffus dans chaque corps, sachant que
tole cyl
.
Dune manire gnrale la diffusion de la chaleur dans un corps massif semi-infini
partir de la surface peut se reprsenter comme sur la figure III.2.4.
u
u +Au
surface
8
8
paisseur : e
X
u
Figure III.2.4 Diffusion de la chaleur dans un corps massif semi-infini partir de la surface
Le flux de chaleur qui passe travers la surface scrit donc :
0
2 2
s i s
x
d
dx e e
q q q q
l l l (III.12)
Pour la tle, en calculant la variation de lnergie interne dune bande de largeur dx et
dpaisseur
tole
e on obtient :
0
1
3
t
tole tole s tole tole
c e dt r q (III.13)
En multipliant les deux membres par 2
s
tole
tole
e
q
l , on obtient :
2
0 0
2
2
( ) 2
3
t t
s
s tole tole tole tole tole tole tole
tole
tole
tole
c dt dt
e
b
q
l r q l (III.14)
Avec
tole
b l'effusivit thermique du matriau qui caractrise sa capacit changer de
l'nergie thermique avec son environnement.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre III. Modlisation thermique
103
Do :
2
2 2
0
2 1
( )
3 2
t
s tole tole
d
b dt
dt
q (III.15)
On dtermine de la mme manire pour les cylindres :
2
2 2
0
2 1
( )
3 2
t
s cyl cyl
d
b dt
dt
q (III.16)
Lgalit de terme
2
2
( )
3
s
q dans les quations (III.15) et (III.16) donne (ce mme type
de calcul a t effectu par Baqu et al., en 1973 ):
2 2
0 0
2 2
t t
cyl tole
cyl tole
dt dt
d d
dt dt b b
(III.17)
On en dduit alors
cyl
tole
cyl tole
b b
et avec lquation
tole cyl
, on en dduit les
expressions de
tole cyl
et :
tole
tole
cyl tole
b
b b
(III.18)
cyl
cyl
cyl tole
b
b b
(III.19)
Ainsi, les conditions aux limites pour les frottements des cylindres suprieurs et
infrieurs sur la tle sont :
sup 1
sup
tole F
tole
cyl tole
W
b
b b
(III.20)
inf 2
inf
tole F
tole
cyl tole
W
b
b b
(III.21)
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre III. Modlisation thermique
104
III.2.4 Discrtisation
III.2.4.a Discrtisation de lquation de la chaleur dans le volume
On rappel lquation de la chaleur(III.22). Elle est discrtise de la faon suivante pour
les lments en volume : 2 Imax-1;2 max max 1 i j J M
0
( ) ( )
d
c vgrad T T r l s e (III.22)
Quon peut crire sous cette forme :
2 2
/ , ,
2 2
/ ,
, / ,
/ ,
0
. .
x
i j i j
y
i j
i j i j
i j
d
T
v
x
T T
T v x y
y
c r l s e (III.23)
En utilisant les quations (I.5),(I.6) et (I.7), lquation de la chaleur peut scrire sous la
forme discrtise suivante :
( , 1) ( , 1) ( 1, ) ( 1, )
, ,
( , 1) ( , ) ( , 1) ( 1, ) ( , ) ( 1, )
2 2
0
2 2
2 2
i j i j i j i j
x y
i j i j
i j i j i j i j i j i j
d
T T T T
c v v
x y
T T T T T T
x y
r
l s e
(III.24)
Aprs factorisation, nous avons :
, , ,
( 1, ) ( 1, ) ( , 1)
2 2 2
,
2
2 2 2
2
x y x
i j i j i j
i j i j i j
x
i j
Cij Bij Aij
Dij
cv cv cv
T T T
y y y y x x
cv
x x
r r r
l l l
r
l
( , 1) ( , )
2 2
'
2 2
0
i j i j
Eij
T T
x y
d
l l
s e
(III.25)
Maintenant, il reste discrtiser le deuxime terme
0 d
s e . Mais dabord, il faut
dfinir la loi dcoulement utilise dans notre modle. Pour pouvoir dcrire au mieux les
phnomnes physiques qui se passent dans la tle lors du laminage chaud ou froid, il est
donc ncessaire de disposer dune loi qui soit capable de tenir compte :
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre III. Modlisation thermique
105
- du comportement viscoplastique lorsquon cherche modliser du laminage chaud.
- de lcrouissage dans le cas de laminage froid.
- ou dun comportement lasto-plastique si on veut simplifier le problme.
Dans notre cas on choisit une loi puissance (loi de Hollomon) :
0 1
exp( )
n m
mQ
k
RT
s s e e (III.26)
avec
1
et k s deux constantes, n est le coefficient dcrouissage qui vaut 0.2 0.5 n
analogue au cas de dformation froid, mest le coefficient de sensibilit la vitesse
0.1 0.3 0.5 m et m pour les alliages superplastique, Q lnergie dactivation apparente
(voir tableau III.1). , n metQsont des paramtre intrinsques aux matriaux dtermins par
des essais rhologiques. R la constante des gaz parfaits et T la temprature absolue.
Q mise en forme
( e leve)
Q fluage
( e faible)
Q autodiffusion
Aluminium
(Restauration dynamique)
155 138-150 138
Fer a
(Restauration dynamique)
276 284 238-280
Cuivre
(Recristallisation dynamique)
301 196-234 184-234
Fer g
(Recristallisation dynamique)
280 255 272-309
Tableau III.1 Energie dactivation apparente en ( / ) kJ mole [Montheillet, 2006]
Cette loi est trs couramment utilise pour le comportement chaud des alliages
daluminium. Elle a lavantage de relier les principales grandeurs thermomcaniques entre
elles. De plus, les paramtres rhologiques de cette loi sont facilement identifiables par des
essais mcaniques standards.
Discrtisation de la loi de comportement
Soit
1
0
exp( )) (
n m
d d
mQ
k
RT
s e e s e e (III.27)
( )
( ) ( ) ( )
t
t t t t t t
T
T T T T
T
(III.28)
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre III. Modlisation thermique
106
0 0
( , )
2
0 0
1
1
1
0
''
0
( )
)
)
exp( )(1
exp( )(
i j
n m
n m
d d d
Q T
d
E ij
T
mQ mQ
k
RT RT
mQ mQ
k
RT RT
s e e
e e
s e e
(III.29)
Pour tout nud du volume dindice( , ) i j ; 2 Imax 2 j Jmax+Mmax-1 i et
' ''
0 ( 1, ) ( 1, ) ( , 1) ( , 1) ( , )
( ) ( )
ij ij ij ij ij ij i j i j i j i j i j
AT B T C T D T E E T Q T (III.30)
, ,
2 2
, ,
2 2
2 2 2
0 0
0
0 0
1
1
1
;
2 2
;
2 2
2 2
( ) )
exp
exp( )(1
x y
i j i j
ij ij
x x
i j i j
ij ij
ij
n m
n m
d
d d
cv cv
Avec A B
y y y y
cv cv
C D
x x x x
E
x y
Q T
mQ mQ
k
RT RT
mQ mQ
k
RT RT
r r
l l
r r
l l
l l
e e
s e e e
III.2.4.b Discrtisation des conditions aux limites
Pour mieux comprendre les conditions aux limites il faut revenir la figure III.2.3.
Condition aux limites sur la
1
:
Pour 1 Imax et 1 i j la condition aux limites sur
1
discrtise est:
( ,1) in i
T T (III.31)
Condition aux limites sur la
2
:
Pour 2 max et i 1 j J la condition aux limites sur
2
discrtise est:
(1, ) (2, )
1 (1, )
1
( )
j j
tole
cs cs F j
cs tole
T T
h T T W
y
b
b b l
(III.32)
Condition aux limites sur la
3
:
Pour Imax+1 Imax+Mmax et 1 j i la condition aux limites sur
3
discrtise
est:
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre III. Modlisation thermique
107
(1, )
(1, ) (2, )
( )
air
j air
j j
T T
T T
h
y l
(III.33)
Condition aux limites sur la
4
:
Pour 2 Imax-1 et Imax+Jmax i j la condition aux limites sur
4
discrtise
est:
( , max max)
( , max max) ( , max max 1)
( )
air
i M J air
i M J i M J
T T
T T
h
x l
(III.34)
Condition aux limites sur la
5
:
Pour Imax+1 Imax+Mmax et I max j i la condition aux limites sur
5
discrtise est:
(Im , )
(Im , ) (Im 1, )
( )
air
ax j air
ax j ax j
T T
T T
h
y l
(III.35)
Condition aux limites sur la
6
:
Pour 2 max et i Imax j J la condition aux limites sur
6
discrtise est:
(Im , ) (Im 1, )
2 (Im , )
1
( )
ax j ax j
tole
ci ci F ax j
ci tole
T T
h T T W
y
b
b b l
(III.36)
Pour affiner le rsultat du calcul par diffrences finies on peut traduire les conditions aux
limites par des fonctions quadratiques locales. On approche le champ de temprature par une
parabole (
2
ax bx c ) sur les nuds (1, ),(2, ) (3, ) 2, max j j et j j J en contact
avec le cylindre suprieur et les nuds (I max-2, ),(I max-1, ) (I max, ) 2, max j j et j j J
en contact avec le rouleau infrieur.
Aux nuds (1, ),(2, ) (3, ) 2, max j j et j j J on centre la parabole en(1, ) j , le terme
b de la parabole nest pas nul, car la drive de la temprature ne sannule pas par la condition
au limite en(1, ) j , do lexpression plus gnrale
2
(3, ) (2, ) j j
a y b y T T (III.37)
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre III. Modlisation thermique
108
On en dduit
2
(2, ) (3, ) j j
T T a y
b
y
(III.38)
2
(3, ) (1, )
4 2
j j
et a y b y T T (III.39)
On en dduit
2 2
(2, ) (3, ) (3, ) (1, )
4 2 2 2
j j j j
a y T T a y T T (III.40)
(1, ) (3, ) (2, )
2
2
2
j j j
T T T
a
y
(III.41)
Do la valeur finale de
(3, ) (2, ) (1, )
3 1
2
2 2
j j j
T T T
b
y
La drive de la parabole scrit 2ax b soit
(3, ) (2, ) (1, )
(1, ) (3, ) (2, )
2
3 1
2
2
2 2
.
j j j
j j j
T T T
T T T
x
y y
(III.42)
On cherche la valeur exacte de cette drive au nud (3, ) j soit 2 x y car la parabole
est centre en(3, ) j . Do :
(3, ) (2, ) (1, )
(1, ) (3, ) (2, )
(3, )
(2, ) (1, )
3 1
2
2 2 4
2 2
3
2
2 2
j j j
j j j
j
j j
T T T
T T T
y y
T
T T
y
(III.43)
Le flux au nud (1, ) j scrit par approximation quadratique
(3, )
(2, ) (1, )
3
2
2 2
j
j j
T
T T
y
l (III.44)
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre III. Modlisation thermique
109
au lieu de
(1, ) (2, ) j j
T T
y
l qui forait la drive et est en contradiction avec la
solution analytique.
Avec le mme calcul pour les nuds (I max-2, ),(I max-1, ) (I max, ) j j et j
2, max j J on peut conclure que le flux au nud (I max, ) j scrit par approximation
quadratique :
(I max 2, )
(I max 1, ) (I max, )
3
2
2 2
j
j j
T
T T
y
l (III.45)
Do la condition aux limites sur la surface
2
:
pour 2 max et i 1 j J la condition aux limites sur
2
discrtise est :
(3, )
(2, ) (1, )
1 (1, )
3
2
2 2
1
( )
j
j j
tole
cs cs F j
cs tole
T
T T
y
h T T W
b
b b l
(III.46)
Condition aux limites sur la surface
6
:
Pour 2 max et i Imax j J la condition aux limites sur
6
discrtise est:
(I max 2, )
(I max 1, ) (I max, )
2 (Im , )
3
2
2 2
1
( )
j
j j
tole
ci ci F ax j
ci tole
T
T T
y
h T T W
b
b b l
(III.47)
III.2.5 Rsolution du systme
Une fois tous les lments discrtiss, on crit le systme sous la forme matricielle
KT Q avec : T et Q sont des vecteurs de dimension Imax (Jmax+Mmax) Dim .
K est une matrice de dimension Dim Dim.
Pour la rsolution du systme, nous avons utilis une dcomposition LU. Cette mthode
consiste dcomposer la matrice K comme produit d'une matrice triangulaire infrieure L (L
comme "Low") et une matrice triangulaire suprieure U (U comme "Up"). Cette
dcomposition est utilise en analyse numrique pour rsoudre des systmes d'quations
linaires.
Donc on peut crire KT Q comme LU T Q
Ou encore L UT Q que l'on peut mettre, en posant UT Y sous la
forme : L Y Q . On trouve les composantes de Y par des substitutions lmentaires.
Puis il reste calculer les composantes du vecteur T en rsolvant le systme triangulaire
suprieur.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre III. Modlisation thermique
110
Le temps de calcul qui correspond la saisie de la matrice K et du vecteur Q et la
rsolution de ce systme est denviron 16 secondes. Il faut bien noter que ce temps ne tient
pas compte de la minimisation. Il correspond seulement un calcul par rapport un paramtre
de champa et une vitesse dentre de la tle donns.
III.2.6 Affinement des calculs de drive partielle.
Dans le calcul par diffrences finies les trajectoires sont supposes proches de
lhorizontale. Ce qui nest pas le cas ici. En effet, un dplacement du nud ( , ) i j au
nud( , 1) i j , engendre non seulement du dplacement x mais aussi un dplacement
' dy (voir figure III.2.5). Par consquent lexpression
( , 1) ( , 1)
( , )
2
i j i j
T T
T
i j
x x
gnre une
erreur destimation de la drive non ngligeable.
y
x
.
(i,j)
(i,j+1)
(i,j-1)
Ax
Ay
(i',j+1)
(i',j-1)
(i-1,j)
(i+1,j)
dy'
dy
Figure III.2.5 Reprsentation schmatique des indices du maillage
Lexpression exacte est la suivante :
( ', 1) ( ', 1)
( , )
2
i j i j
T T
T
i j
x x
(III.48)
Les calculs sont videmment plus complexes, surtout en sachant que
ij ij
y et dy sont
variables pour chaque nud. On aboutit une quation de cette forme (Les dtails de ces
calculs sont lannexe H).
0 ( , ) ( 2, ) ( 2, 2) ( , 2)
( 2, 2) ( 2, ) ( 2, 2) ( , 2)
( 2, 2) ( 2, ) ( , ) ( 2, ) 0 ( , )
[ . . . .
. . . .
. . . . ] ( ) .
i j i j i j i j
j j i j i j i j
i j i j i j i j i j
T AT BT CT DT
ET FT GT HT
I T J T KT LT Q T MT
l hs e l
(III.49)
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre III. Modlisation thermique
111
y
x
(i,j)
Ax
Ay
(i,j)
(i-1,j)
(i+1,j)
(i,j+2)
(i,j-2)
(i-2,j)
(i-2,j-2)
(i-2,j+2)
(i+2,j+2)
(i+2,j)
(i+2,j-2)
(i-1,j-1)
(i-1,j+1)
(i+1,j+1)
(i+1,j-1)
y
x
.
(i,j)
(i,j+1)
(i,j-1)
Ax
Ay
(i-1,j)
(i+1,j)
.
.
(a) (b)
Figure III.2.6 les nuds de calcul ; (a) calcul plus proche de la ralit (b) calcul approch
La figure III.2.6(a) reprsente tous les nuds qui interviennent dans le calcul pour une seule
quation tandis que la figure III.2.6(b) reprsente les nuds du premier calcul. Le deuxime
calcul est trs complexe vu quil ncessite beaucoup du temps de rsolution et naboutit pas
forcement des rsultats plus importants que ceux donns par le premier calcul. Cest pour
ceci quon ne la met pas en uvre dans la modlisation du laminage pour un matriau
viscoplastique.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre III. Modlisation thermique
112
III.3 Modlisation par lments finis
III.3.1 Introduction
Pour une validation des rsultats trouvs par diffrences finies, le problme thermique
du laminage asymtrique est trait par lments finis. Dans ce calcul thermique, on garde les
mmes conditions qui sont la gomtrie du laminoir, les proprits mcaniques et thermiques
de la tle lamine et les coefficients dchange avec les milieux environnants. le champ de
vitesse utilis pour le terme de convection est issu de loptimisation ralise par le modle
global diffrences finies.
III.3.2 Paramtres thermiques
Les effets thermiques interviennent plusieurs niveaux lors de la simulation du
laminage et les tempratures suivantes sont prises en compte :
temprature du cylindre suprieur
sup cyl
T constante (rgime stationnaire),
temprature du cylindre infrieur
inf cyl
T constante (rgime stationnaire),
temprature de lair
air
T constante,
temprature initiale de la bande
tole
T .
De plus, au cours de sa dformation plastique, le matriau schauffe localement. cela
sajoute lnergie dgage par le frottement dans la zone de friction. Il sagit alors de grer les
changes thermiques entre toutes ces diffrentes parties. Nous introduisons alors les
paramtres dchange suivants :
change bande air :
2 1
25 . .
air
h W m K ,
change bande cylindre suprieur :
2 1
10 . .
cs
h kW m K ,
change bande cylindre infrieur :
2 1
10 . .
ci
h kW m K ,
coefficient de partage de lnergie de frottement : 0.5
tole
cyl tole
b
b b
(c.--d. une partie
de lnergie se dissipe dans la bande, lautre partie dans le cylindre en contact avec la mme
proportion).
tole cyl
b et b sont respectivement les effusivits thermiques du matriau de la tle et du
matriau des cylindres. Elles sont caractrises par leurs capacits changer de l'nergie
thermique avec son environnement.
On remarque quil est trs difficile dajuster finement ces paramtres et reproduire ce qui
se passe en ralit. En effet, ces paramtres changent en fonction du temps de laminage, du
nombres de passes et bien dautres facteurs. Les tempratures supposes au dbut de chacune
des passes sont maintenues constantes tout le long de la passe.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre III. Modlisation thermique
113
Il est noter que la prise en compte de la thermique lors de la simulation est, avec le
coefficient de frottement, un des points dlicats du calcul. Nous remarquons aussi que les
effets thermiques ne sont pris en compte que lors du laminage effectif de la bande, cest--dire
que les dures inter-passes relles en usine sont ngliges. Ceci mne une sous-estimation
du refroidissement lair et donc gnralement une surestimation de la temprature en
surface essentiellement lors des dernires passes. Ce que nous contournons en tudiant une
seule passe.
III.3.3 Rhologie
Dans notre cas nous avons choisi une loi puissance (loi de Hollomon). Elle donne la
contrainte dcoulement en fonction de la temprature, de la dformation quivalente et de la
vitesse de dformation quivalente :
0 1
exp( )
n m
mQ
k
RT
s s e e (III.50)
III.3.4 Paramtres mcaniques
Nous nous intressons au cas dune seul passe de laminage. Dans nos simulations seuls
les cylindres de travail sont modliss, avec une tle de longueur trois fois la longueur de
lemprise. Une longueur que nous jugeons suffisante pour valuer des bons rsultats et avoir
un temps de calcul raisonnable.
La courbure de la tle la sortie de la cage de laminage est nglige pour la
modlisation thermique. Le champ des vitesses des lments de matires la sortie est celui
de leurs vitesses enx L . Comme on le voit sur la figure III.3.1, les trajectoires sont
horizontale, c'est--dire, ,
x L
x
x L V V et 0
y
V .
Les autres paramtres essentiels pour la simulation de la cage de laminage sont la vitesse
des cylindres et leurs diamtres au cours des diffrentes passes. Les diamtres sont supposs
constants au cours dune passe de laminage (en ne considrant pas les flexions et le cdage).
Emprise
x
y
DL
DN
Figure III.3.1 Maillage de la tle
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre III. Modlisation thermique
114
On peut simplement retenir que le rayon du cylindre de travail suprieur est
sup
100
cyl
R mm, que sa vitesse linaire moyenne est 157 / mm s . Par ailleurs le rayon du
cylindre de travail infrieur est
inf
100
cyl
R mm, et sa vitesse est variable avec une maximum
de157 / mm s . Comme dans la modlisation par diffrences finies, la tle a une paisseur de
20 mm en entre. Elle subit, en une passe de laminage, une rduction de 20% en paisseur ce
qui donne une paisseur de 16 mm en sortie du laminoir.
III.3.5 Mise en place du programme
De point de vue pratique, il tait indispensable de crer des fonctions informatiques
(subroutines) pour le bon droulement des calculs. (Les Subroutines sont des squences
dinstruction appelables d'un point quelconque du programme. Elles peuvent tre dclenches
depuis le programme principal ou depuis une autre subroutine ou fonction).
Les deux subroutines dveloppes sont Dflux et Umasfl:
Dflux (Distribution de flux) : utilise pour dfinir une distribution de flux non uniforme
en fonction de la position, du temps, de la temprature, du numro de l'lment, du numro de
point d'intgration, etc dans une analyse de transfert thermique ou dcoulement. Cette
subroutine sera appele chaque point d'intgration de flux pour chaque lment de base ou
de surface pour imposer une distribution de flux non uniforme.
Umasfl (User mass flow rate) : utilise pour fixer le vecteur du dbit massique au niveau
des nuds d'un modle en fonction de la position et du temps. Cette subroutine sera appele
chaque fois quune valeur actuelle de dbit massique est ncessaire pour un nud numr
dans la liste des nuds soumis un terme de convection de chaleur.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre III. Modlisation thermique
115
III.4 Rsultats et interprtations
Pour la comparaison lments finis / diffrences finies on choisit le mme jeu de
paramtres. On rappelle les paramtres qui sont utilis :
Paramtre gomtrique :
1
2
10
0.2
15 /min
4.5 /min
e
h mm
r
tr
tr
1
2
1
2
100
100
1
1
R mm
R mm
m
m
Les paramtres rhologiques :
Dans nos calculs, nous ngligeons lcrouissage et la partie lastique de la dformation
subie par le matriau vu que nous nous positionnons dans le domaine de dformation chaud.
Do la loi dcoulement est de cette forme :
0 1
exp( )
m
mQ
k
RT
s s e (III.51)
Avec
1
1 1
1
100
0.0001
0.2
155
8.31
MPa
K
k
m
Q kJ mol
R J mol
s
Les paramtres thermiques :
3
2700 /
897 / .
237 / /
0.5
tole
cyl tole
kg m
Cp J kg K
W m K
b
b b
r
l
2 1
2 1
2 1
sup inf
25 . .
10 . .
10 . .
293
air
cs
cs
cyl cyl air tole
h W m K
h kW m K
h kW m K
T T T T K
0.92
d
Sur les figures ci-dessous on reprsente la temprature de la tle depuis son entre dans
la cage du laminage jusqu' une distance qui est gale deux fois la longueur de lentrefer
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre III. Modlisation thermique
116
aprs sa sortie. Cette distance est choisie aprs quelques essais de calculs. Elle est adopte
pour minimiser le nombre de nuds, et donc le temps de calcul, sans quil y ait dinfluence
sur les rsultats de la temprature dans lemprise.
Deux exemples de rsultats sont prsents :
III.4.1 Champ de temprature sans prise en compte du frottement
Il est clair que, ngliger leffet du frottement sur le rchauffement de la tle est une
contradiction et surtout dans le procd de laminage asymtrique. Mais dans notre cas, cet
exemple a pour but de comparer la forme du champ, et non les valeurs de tempratures, avec
la mthode des lments finis. On rappelle quon est dans le cas de laminage asymtrique
avec 0.3
r
V . Il y a un change entre la tle et son milieu environnant et aussi une
dformation plastique qui gnre de lnergie thermique.
On peut facilement voir que les formes des deux champs sont trs similaires,
particulirement dans lentre fer (figure III.3.2). Concernant les valeurs des tempratures, il y
a une diffrence de 14 % pour la temprature maximale. Cette erreur est engendre par
lhypothse suivante : dans la mthode des diffrences finies, les trajectoires sont supposes
horizontales. Ainsi une partie de lnergie est dissipe dans les cylindres.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre III. Modlisation thermique
117
0 10 20 30 40 50 60
X(mm)
-10
-5
0
5
10
Y
(
m
m
)
(C) Abaqus
43.7 C
(a) Elments finis
(C)
37.5 C
0 10 20 30 40 50 60
X(mm)
-10
-5
0
5
10
Y
(
m
m
)
(b) Diffrences finies
Figure III.3.2 Champ de temprature en ngligeant le frottement (Vr=0.3)
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre III. Modlisation thermique
118
III.4.2 Champ de temprature avec prise en compte du frottement
(C) Abaqus
0 10 20 30 40 50 60
X(mm)
-10
-5
0
5
10
Y
(
m
m
)
209.9 C
(a) Elments finis
(C)
144.3 C
0 10 20 30 40 50 60
X(mm)
-10
-5
0
5
10
Y
(
m
m
)
(b) Diffrences finies
Figure III.3.3 Champ de temprature avec prise en compte du frottement (Vr=0.3)
On peut facilement vrifier que les formes des deux champs sont trs semblables, surtout
dans la cage de laminage (figure III.3.3). Il y a une augmentation remarquable de la
temprature par rapport au cas de sans frottement. Ce qui justifie que la grande partie de
lchauffement est gnre par le frottement.
Cet exemple met en vidence les limites de la mthode de diffrences finies. Une erreur
de lordre de 30 % est mesure sur le maximum des tempratures. La temprature est
suprieure du cot du cylindre le plus rapide.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre III. Modlisation thermique
119
Conclusions du chapitre III
(i) La modlisation thermique mene par les deux mthodes dans ce chapitre
semble globalement valide. On remarque que la mthode des lments finis a donn
des rsultats . Tandis que la mthode des diffrences finies a donn des rsultats
moins prcis vu que nous avons nglig la courbure des trajectoires.
(ii) La mthode des diffrences finies est dautant plus valide que les rapports de
rduction sont faibles, les tles minces et les cylindres sont plus grands.
(iii)Avec la mthode des diffrences finies nous avons pu tudier les matriaux
viscoplastiques en lintroduisant dans notre modle des trajectoires.
(iv) Pour la partie thermique, la mthode des lments finis est un outil pertinent de
validation de la mthode des diffrences finies mais moins facile coupler avec
notre calcul analytique de lignes dcoulement.
(v) On retrouve des rsultats conformes aux attentes, savoir que leffet de
frottement est prdominant et que la temprature est suprieure du cot du cylindre le
plus rapide.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre III. Modlisation thermique
120
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
121
Chapitre IV
Exploitation des modles et validation
Sommaire
Introduction ------------------------------------------------------------------------------------------ 123
IV.1 Influence des diffrents paramtres de laminage ----------------------------------------- 123
IV.1.1 Influence des rayons des cylindres
1
R et
2
R -------------------------------------- 123
IV.1.1.a Puissances et vitesses ------------------------------------------------------------- 123
IV.1.1.b Courbure de la tle ---------------------------------------------------------------- 124
IV.1.2 Influence des coefficients de frottement
1
m et
2
m ------------------------------ 125
IV.1.2.a Puissances et vitesses ------------------------------------------------------------- 125
IV.1.2.b Efforts de laminage---------------------------------------------------------------- 126
IV.1.2.c Couples exercs par les cylindres ----------------------------------------------- 126
IV.1.2.d Courbure de la tle ---------------------------------------------------------------- 128
IV.1.3 Influence du rapport de rductionr ------------------------------------------------ 129
IV.1.3.a Puissances et vitesses ------------------------------------------------------------- 130
IV.1.3.b Effort et couples de laminage ---------------------------------------------------- 130
IV.1.3.c Courbure de la tle ---------------------------------------------------------------- 131
IV.1.4 Influence de lpaisseur de la tle lentre
e
h ----------------------------------- 133
IV.1.4.a Puissance et vitesses -------------------------------------------------------------- 133
IV.1.4.b Effort et couples de laminage ---------------------------------------------------- 133
IV.1.4.c Courbure de la tle ---------------------------------------------------------------- 134
IV.1.5 Influence de lcrouissagen -------------------------------------------------------- 135
IV.1.5.a Paramtre a du champ ----------------------------------------------------------- 135
IV.1.5.b Effort et couples de laminage ---------------------------------------------------- 136
IV.1.5.c Courbure de la tle ---------------------------------------------------------------- 137
IV.2 Cumul de passes ------------------------------------------------------------------------------------- 138
IV.2.1 Les rotations de la tle --------------------------------------------------------------- 138
IV.2.2 Cumul de deux passes --------------------------------------------------------------- 139
IV.2.2.a Chemin (a) -------------------------------------------------------------------------- 140
IV.2.2.b Chemin (b) -------------------------------------------------------------------------- 141
IV.2.2.c Deux passes de laminage symtrique ------------------------------------------- 142
IV.2.3 Dformations -------------------------------------------------------------------------- 143
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
122
IV.3 Texture de laminage ------------------------------------------------------------------------------- 146
IV.3.1 Principe de la mthode --------------------------------------------------------------- 146
IV.3.2 Simulation de la texture de laminage asymtrique ------------------------------ 147
IV.3.2.a Gradient des vitesses -------------------------------------------------------------- 147
IV.3.2.b Simulation de la texture ---------------------------------------------------------- 151
IV.3.3 Comparaison avec Robert [2005] -------------------------------------------------- 155
IV.3.3.a Rsultats de la simulation -------------------------------------------------------- 156
IV.3.3.b Simulation de la texture ---------------------------------------------------------- 157
Conclusions chapitre IV --------------------------------------------------------------------------------- 160
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
123
Introduction
Ce chapitre est rserv la validation et lexploitation des modles dvelopps,
et notamment la mthode variationnelle (lignes dcoulement). Il est subdivis en
trois parties distinctes. Un premier sous chapitre traite de linfluence des diffrents
paramtres de laminage, en particulier les rayons des cylindres, leurs tats de surface
(frottement), leurs tempratures, le rapport de rduction, lpaisseur de la tle
lentre et sa loi de comportement, sur les grandeurs mcaniques global es (couples et
effort de laminage, courbure de la tle). Suit une tude des grandeurs mcaniques
locales (dformations, cisaillement) rsultant de deux passes de laminage en tenant
compte des rotations de la tle entre les deux passes. Finalement, un exemple simple
de texture de laminage asymtrique simule laide du logiciel de Van Houtte.
IV.1 Influence des diffrents paramtres de laminage
IV.1.1 Influence des rayons des cylindres
1
R et
2
R
Pour comprendre linfluence des rayons des cylindres sur les paramtres
mcaniques, il est utile de ltudier sparment. Dans une premire tude, on a fix
tous les paramtres de laminage, en plus du rayon du cylindre suprieur, et on a fait
varier celui du cylindre infrieur. De manire vidente, pour des cylindres qui
tournent avec deux vitesses angulaires gales, la vitesse tangentielle du cylindre
infrieur varie. Ainsi, on a fait varier simultanment le rayon et la vitesse du cylindre
infrieur dans deux sens opposs, de telle sorte que la vitesse tangentielle reste
invariante :
1 1 2 2
R R (IV.1)
Dans cette partie les paramtres retenus pour les calculs sont :
1 1
R =100mm; =15tr/min;
e
h =10mm;
1 2
m =m =1; =1.25 (r=0.2) avec un
matriau parfaitement plastique.
IV.1.1.a Puissances et vitesses
Pour
2
R variant du cas symtrique jusqu un rayon trois fois suprieur
1
R , les
puissances et les vitesses sont reprsentes sur les deux figures IV.1.1 a et b.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
124
.
1.0 1.5 2.0 2.5 3.0
R
2
/R
1
0
40
80
120
160
200
W
(
k
W
/
m
)
W
.
W
P
.
W
D
.
W
F2
.
W
F1
.
1.0 1.5 2.0 2.5 3.0
R
2
/R
1
0
40
80
120
160
200
V
(
m
m
/
s
)
O
1
R
1
=O
2
R
2
. .
u
e
u
1
u
2
.
.
.
(a) (b)
Figure IV.1.1 Influence de
2
R sur : (a) la puissance dissipe ; (b) les vitesses
Les vitesses
1 2
, ,
e
u u et u sont peu prs constantes et il ny a pas de diffrence
entre
1 2
u et u . Donc il ny a pas de cisaillement introduit suivant lpaisseur de la
tle, ce qui montre que
2
R na pas une grande influence sur les paramtres
mcaniques.
IV.1.1.b Courbure de la tle
Dans une deuxime tude, on n'a fait varier que le rayon de l'un des cylindres,
en gardant des vitesses angulaires constantes (la vitesse tangentielle du cylindre
infrieur est variable). Daprs le paramtre du champ a, on a pu conclure aprs
calculs, que la tle se courbe vers le cylindre qui a le diamtre le plus petit (f igure
IV.1.2) (si 0 a la courbure est vers le bas, et si 0 a la courbure est vers le
cylindre suprieur).
R
1
> R
2
R
2
Figure IV.1.2 Influence de
2
R sur la courbure de la tle
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
125
Pour conclure, on peut dire que les diamtres des cylindres ont une influence
trs importante sur le champ des vitesses dans lentrefer, mais pas autant que les
vitesses tangentielles. De plus, il nest pas facile de changer chaque fois les
cylindres de travail, pour changer les proprits mcaniques ou la texture de la tle.
Donc ce paramtre reste trs limit du point de vue pratique.
IV.1.2 Influence des coefficients de frottement
1
m et
2
m
Parmi les paramtres qui peuvent tre modifis, considrons maintenant le
coefficient de frottement entre les cylindres et la tle. Ce dernier peut tre modifi en
faisant varier les tats de surface des cylindres, ou seulement en changeant le mode
de lubrification. D'un point de vue pratique, changer ltat de surface du cylindre
revient changer le cylindre. Par consquent la lubrification est plus facile mettre
en uvre, mais par contre le coefficient de frottement ne peut alors varier que dans
un petit intervalle.
Pour tudier linfluence du coefficient de frottement, deux cas ont t
examins : le coefficient de frottement dun cylindre est maintenu constant et on fait
varier le deuxime (dans le cas prsent,
1
1 m pour le cylindre suprieur, et
2
m est
variable) ; ou bien les deux coefficients varient en mme temps (
1 2
m m m ).
Diffrentes grandeurs mcaniques ont t tudies, telles que les puissances, les
vitesses, les couples et les efforts de laminage.
IV.1.2.a Puissances et vitesses
Les diffrents termes de la puissance dissipe,
1 2
, ,
P F F D
W W W et W , ainsi que la
puissance totale W sont reprsents sur la figure IV.1.3a et les vitesses associes
1 2
, ,
e
u u et u sont reprsentes sur figure IV.1.3b, pour diffrentes valeurs du
coefficient de frottement du cylindre infrieur (pour les calculs, on a pris les
paramtres du laminage symtrique).
0.0 0.2 0.4 0.6 0.8 1.0
m
2
0
40
80
120
160
200
W
(
k
W
/
m
)
.
W
.
W
P
.
W
D
.
W
F2
.
W
F1
.
0.0 0.2 0.4 0.6 0.8 1.0
m
2
0
40
80
120
160
200
V
(
m
m
/
s
)
O
1
R
1
=O
2
R
2
. .
u
e
u
1
u
2
. .
.
(a)
(b)
Figure IV.1.3 Influence de
2
m sur : (a) la puissance dissipe ; (b) les vitesses
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
126
On observe une variation ngligeable des puissances et des vitesses pour tout
lintervalle de variation de
2
m . Les vitesses
1 2
, ,
e
u u et u sont peu prs horizontales et
il ny a pas de diffrence notable entre
1 2
u et u . Il ny a donc pas de cisaillement
introduit suivant lpaisseur de la tle.
IV.1.2.b Efforts de laminage
0.2 0.4 0.6 0.8 1
m
2
0
50
100
150
200
250
F
(
t
)
0.2 0.4 0.6 0.8 1
m
0
50
100
150
200
250
F
(
t
)
(a)
(b)
Figure IV.1.4 Efforts de laminage : (a)
1
1 m (b)
1 2
m m m (laminage
symtrique)
Parmi les avantages du laminage asymtrique, on note la diminution de leffort de
laminage. Cependant, pour une variation de
2
m ou de
1 2
m m m , les efforts ne changent
quasiment pas (figure IV.1.4), ce qui confirme l'inutilit de modifier ce seul paramtre, en tout
cas en ce qui concerne l'effort de laminage. (Autrement dit, dans le cas du laminage
symtrique, il nest pas trs intressant de faire varier le coefficient de frottement pour
diminuer leffort de laminage)
IV.1.2.c Couples exercs par les cylindres
Les couples de laminage ont t tudis pour diffrents coefficients de frottement, avec
un rapport des vitesses 0.3
r
V . Les figures IV.1.5 a et b reprsentent respectivement leurs
variations pour
1
m constant et
1 2
m m m variable.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
127
0.2 0.4 0.6 0.8 1.0
m
2
-100
-50
0
50
100
150
C
(
k
N
m
)
0.2 0.4 0.6 0.8 1.0
m
-100
-50
0
50
100
150
C
(
k
N
m
)
C
1=
C
2
(a)
(b)
Figure IV.1.5 Couples de laminage pour 0.3
r
V : (a)
1
1 m ; (b)
1 2
m m m
Sur la figure IV.1.5 a, les couples diminuent (en valeur absolue) lorsque lcart entre
1
m et
2
m augmente. Il est clair que ceci rsulte du fait que l'on introduit plus de cisaillement
dans la tle, ce qui fait dcrotre les couples et les efforts. En revanche, sur la figure IV.1.5 b,
la diminution des couples est due la diminution de la vitesse dentre de la tle. On
remarque bien que pour 0.2 m , les deux couples sont identiques. Cela peut tre expliqu
par la figure IV.1.6 a. Pour des valeurs de 0.22 m , les cylindres ne peuvent plus engager la
tle ( 0
e
u ), ils ne font que frotter sur celle-ci. Et comme les deux surfaces de contact sont
identiques, les couples le sont aussi. Ces rsultats sont conformes aux rsultats de la mthode
du champ uniforme (figure IV.1.6 b).
0 0.2 0.4 0.6 0.8 1
m
0
10
20
30
40
50
u
e
(
m
m
/
s
)
.
(a)
(b)
Figure IV.1.6 Influence de m sur la vitesse dentre ( 0.3
r
V )
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
128
IV.1.2.d Courbure de la tle
La courbure de la tle a t estime pour diffrentes valeurs de
1 2
m m m et pour
un rapport des vitesses 0.3
r
V (figure IV.1.7).
0.2 0.4 0.6 0.8 1
m
75
80
85
90
|
(
)
|min
Figure IV.1.7 Influence de m (
1 2
m m m ) sur la courbure de la tle
Une diminution du frottement entre les cylindres et la tle, engendre une augmentation
de langle b , c'est--dire la diminution de la courbure de la tle. Contrairement ce qui a t
dit au paragraphe IV.1.2b, dans le cas du laminage asymtrique, le frottement joue donc un
rle trs important sur la courbure de la tle. Ce rsultat est par ailleurs confirm par les
calculs de simulation numrique.
Linfluence de
1 2
m et m sur la courbure de la tle est aussi tudie pour
1 2 1 2
; R R (laminage symtrique). Sur la figure IV.1.8 est reprsente la variation
de a ( paramtre de champ) en fonction de la variation dem. Pour la courbe en bleu
(triangles),
2
1 m , et
1
m varie. Le paramtre de champ est positif. La tle se courbe du ct
du cylindre suprieur, le moins rugueux. Pour la courbe en rouge (losanges),
1
1 m ,
2
m
varie. Le paramtre de champ est ngatif. La tle se courbe du ct du cylindre infrieur, le
moins rugueux. La diffrence des coefficiernts de frottement suffit donc provoquer la
courbure de la tle .
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
129
0.0 0.2 0.4 0.6 0.8 1.0
m
-0.4
-0.2
0
0.2
0.4
o
m
2
=1 ; m
1
= m
m
1
=1 ; m
2
= m
Figure IV.1.8 Influence des coefficients de frottement sur la courbure de la tle
La figure IV.1.9 rsume linfluence des coefficients de frottement sur la courbure de la
tle : celle-ci se courbe du ct du cylindre le moins rugueux.
m
1
> m
2
m
2
Figure IV.1.9 Influence des coefficients de frottement sur la courbure de la tle
IV.1.3 Influence du rapport de rduction r
Cette partie de l'tude a t consacre l'influence du rapport de rduction r sur
certains paramtres de sortie. On ne peut pas produire de laminage asymtrique par la seule
variation der . En revanche, une fois que tel ou tel paramtre cre une asymtrie dans le
laminage, le rapport de rduction a une grande influence sur les grandeurs mcaniques de
sortie. Dans le cas prsent, l'asymtrie du laminage est engendre par une diffrence des
vitesses des cylindres ( 0.3
r
V ) et on a fait varier r .
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
130
IV.1.3.a Puissances et vitesses
0.1 0.2 0.3 0.4 0.5 0.6
r
0
100
200
300
400
W
(
k
W
/
m
)
W
.
W
P
.
W
D
.
W
F2
.
W
F1
.
.
0.1 0.2 0.3 0.4 0.5 0.6
r
0
40
80
120
160
V
(
m
m
/
s
)
O
1
R
1
.
.
u
e
u
1
u
2
.
.
.
O
2
R
2
(a) (b)
Figure IV.1.10 Influence de r sur : (a) la puissance dissipe ; (b) les vitesses
Dans les conditions de calcul :
1 2 1
R =100mm; R =100mm; =15tr/min;
e
h =10mm;
1 2
m =m =1, on a port les puissances en kW par mtre de largeur de la tle sur
la figure IV.1.10 a, et les vitesses en / mm s sur la figure IV.1.10 b, en fonction der .
La puissance plastique augmente trs rapidement par rapport aux autres puissances, ce
qui se rpercute directement sur la puissance totale dissipe. Mais une augmentation du
rapport de rduction freine la vitesse dentre de la tle
e
u .
IV.1.3.b Effort et couples de laminage
Laugmentation du rapport de rduction influe directement sur leffort de laminage qui
augmente lui aussi presque linairement (figure IV.1.11a). Ces rsultats ne font que confirmer
la validit du modle qualitativement.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
131
0.1 0.2 0.3 0.4 0.5 0.6
r
0
100
200
300
400
F
(
t
)
0.1 0.2 0.3 0.4 0.5 0.6
r
-200
-100
0
100
200
300
C
(
k
N
m
)
(a)
(b)
Figure IV.1.11 Influence de r sur : (a) l'effort de laminage ; (b) les couples de laminage
Cependant les couples sont plus dlicats interprter (figure IV.1.11 b). Laugmentation
de
1
C (couple exerc par le cylindre suprieur, triangles bleu) parat logique lorsque r est
croissant. Mais le fait que
2
C dcroisse puis croisse lgrement, avec un minimum
en 0.3 r , nest pas facile interprter. Il faut aussi noter que cette valeur est ngative : le
couple exerc par le cylindre infrieur est rsistant. Il ne varie pas beaucoup
avecr :
2
21% C .
IV.1.3.c Courbure de la tle
Langle de rotation dune droite initialement verticale fait partie des grandeurs
facilement mesurables. Des lignes sont graves sur la face normale la direction transverse de
la tle. Leurs rotations et leurs courbures sont ensuite tudies. Des essais de ce genre, sur de
laluminium pur et temprature ambiante, ont t mens par Zuo et al. en 2008 (figure
IV.1.12 a).
Notre modle permet galement d'estimer linclinaison dune droite initialement
verticale. Les paramtres gomtriques et cinmatique du laminoir de Zuo ont donc t
utiliss. Pour la loi dcoulement, nous avons choisi une loi puissance. Les paramtres de
cette loi ont t cals pour que le premier point (en 0.1 r ) concide avec les rsultats
exprimentaux.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
132
(a)
(b)
Figure IV.1.12 Inclinaison de droites initialement verticales : (a) marquages : (b) rsultats
Zuo et al., [ 2008].
Les rsultats de la figure IV.1.12 b sont reports sur la figure IV.1.13 (croix) et
compars aux estimations des nos calculs (losanges). La superposition des rsultats montre
trois zones. Pour 0.4 r , les prvisions s'loignent un peu de la ralit. Les calculs sous-
estiment tout d'abord la courbure pour 0.4 0.6 r , puis ils la surestiment pour 0.7 r .
Mais pour 0.3 r , il y a concidence presque parfaite entre les rsultats. Notons qu'il s'agit de
la zone du rapport de rduction relle de laminage froid.
Figure IV.1.13 Influence de r sur linclinaison de droites initialement verticales
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
133
IV.1.4 Influence de lpaisseur de la tle lentre
e
h
On a choisi la mthode des trajectoires, essentiellement du fait quelle rend compte des
gradients des grandeurs mcaniques suivant lpaisseur de la tle, contrairement dautres
approches comme la mthode des tranches. L'tude de linfluence de lpaisseur de la tle
lentre sur les paramtres mcaniques donnera une ide des limites du modle.
Comme pour les autres paramtres, nous avons tudi linfluence de
e
h sur les puissances, les
vitesses, les couples, l'effort et la courbure de la tle.
e
h dsigne la demi-paisseur de la tle
lentre. On porte donc en abscisse sur les courbes 2
e
h , qui est lpaisseur de la tle
lentre, pour faciliter la comprhension. Le cas d'un laminage asymtrique avec 0.3
r
V est
trait titre d'exemple.
IV.1.4.a Puissance et vitesses
5 10 15 20 25
2h
e
0
50
100
150
200
250
W
(
k
W
/
m
)
W
.
W
P
.
W
D
.
W
F2
.
W
F1
.
.
5 10 15 20 25
2h
e
40
80
120
160
V
(
m
m
/
s
)
O
1
R
1
.
.
u
e
u
1
u
2
.
. .
O
2
R
2
(a)
(b)
Figure IV.1.14 Influence de
e
h sur : (a) la puissance dissipe ; (b) les vitesses
Les variations des puissances et des vitesses en fonction de lpaisseur dentre de la
tle sont reprsentes sur les figures IV.1.14 a et b. Laugmentation de la puissance totale est
due deux effets : lorsque
e
h augmente, la surface de contact entre les cylindres et la tle
augmente, et les puissances de frottement vont donc s'accrotre ; de plus, le volume dform
augmente, pour r cte ., ce qui justifie la croissance de
P
W . Les vitesses de sortie de la tle
(
1 2
u et u ) portes sur la figure IV.1.14 b sont presque constantes, mais diffrentes : le
cisaillement naugmente pas dans la tle et la courbure reste plus au moins constante.
IV.1.4.b Effort et couples de laminage
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
134
5 10 15 20 25
2h
e
40
80
120
160
200
240
F
(
t
)
5 10 15 20 25
2h
e
-100
-50
0
50
100
150
200
C
(
k
N
m
)
(a)
(b)
Figure IV.1.15 Influence de
e
h sur : (a) l'effort de laminage ; (b) les couples de laminage
Les couples et l'effort sont reprsents sur la figure IV.1.15 a : lvolution de la force de
laminage a t porte pour diffrentes paisseurs de la tle lentre. Lorsque l'on passe
dune paisseur de 10mm 20mm, leffort augmente de plus de 2/3. Il en va de mme pour le
couple
1
C , qui augmente de 50% environ. Mais, comme pour r , il nest pas vident de
comprendre l'volution du couple
2
C avec
e
h . On remarque seulement que les variations de
2
C ont presque la mme allure en fonction de r ou de
e
h (figure IV.1.11 b).
IV.1.4.c Courbure de la tle
5 10 15 20 25 30
2h
e
20
40
60
80
|
(
)
Figure IV.1.16 Influence de
e
h sur linclinaison de droites initialement verticales
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
135
Par dfinition, si b augmente, la courbure diminue. Cest le cas ici. Donc la courbure
de la tle diminue lorsque
e
h augmente. Mais il faut remarquer ici que 78.5 b (voir
II.2.17), donc pour tous ces cas la tle senroule sur le cylindre infrieur.
En rsum, lpaisseur la tle lentre peut jouer un rle important dans le laminage
asymtrique.
IV.1.5 Influence de lcrouissage n
Pour tendre la mthode des trajectoires, nous avons introduit une loi dcoulement
crouissable de type puissance (Ludwik) au lieu de la loi parfaitement plastique :
0 1
p
k s s e (IV.2)
La loi dcoulement adopt est (IV.2) avec
1
10MPa s et 110 k MPa . Plus
1
s est
proche 0, plus p tend vers le coefficient dcrouissage
0
ln ln n s e . Dans la suite de
nos calculs, on identifiera en fait p au coefficient d'crouissage.
Le laminage asymtrique s'effectue gnralement froid. Il tait donc important
d'introduire lcrouissage dans le modle pour mieux comprendre le procd et traiter un cas
plus raliste.
Dans les calculs qui suivent, on conserve toujours les mmes paramtres gomtriques
et cinmatiques que prcdemment
1 2 1
R =100mm; R =100mm; =15tr/min;
e
h =10mm;
1 2
m =m =1.
IV.1.5.a Paramtre a du champ
0 0.1 0.2 0.3
n
-9.5
-9
-8.5
-8
o
Figure IV.1.17 Variation du paramtre du champ a en fonction de n pour 0.3
r
V
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
136
Le paramtre du champ a dcrit la forme des trajectoires. Quand ce paramtre tend vers
0, les trajectoires deviennent plus symtriques et on sapproche du laminage symtrique. La
figure IV.1.17 montre la variation de ce paramtre en fonction du coefficient dcrouissage. Il
apparat que, quand n augmente, aaugmente (les trajectoires se symtrisent). Il est clair que
la contrainte dcoulement augmente dans les parties les plus dformes et ce sont les zones
contrainte plus faible qui vont alors se dformer. Par suite, la dformation a tendance
s'homogniser dans lemprise du laminoir.
IV.1.5.b Effort et couples de laminage
0 0.2 0.4 0.6 0.8 1
V
r
100
150
200
250
300
F
(
t
)
n=0
n=0.1
n=0.2
n=0.3
0.0 0.2 0.4 0.6 0.8 1.0
V
r
-100
-50
0
50
100
150
C
(
k
N
m
)
n=0.3
n=0.2
n=0.1
n=0
(a) (b)
Figure IV.1.18 Influence de n sur : (a) l'effort de laminage ; (b) les couples de laminage
Du fait de la rapidit des calculs, nous avons pu tudier plusieurs cas de laminage avec
plusieurs coefficients dcrouissage. Les couples et l'effort en fonction de
r
V et pour
diffrentes valeurs de n sont reprsents sur la figure IV.1.18.
0 n correspond au cas parfaitement plastique (triangles). Quand n augmente, la
contrainte dcoulement diminue (pour des dformations 1 e , ce qui est le cas ici). Ceci se
reflte sur les efforts et les couples. Pour 0.4
r
V , la diminution est peu prs de 35% pour
leffort de laminage et de plus de 55% pour les couples. Ces rsultats confirment la ncessit
de prendre en compte lcrouissage dans les calculs.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
137
IV.1.5.c Courbure de la tle
Figure IV.1.19 Influence de n sur linclinaison de droites initialement verticales
Cette courbe confirme les rsultats de la figure IV.1.17 : une augmentation du
coefficient dcrouissage revient se rapprocher du cas symtrique, et donc diminue la
courbure de la tle et linclinaison des droites. Ceci se remarque pour un laminage fortement
asymtrique. Par contre pour un laminage quasi-symtrique, lcrouissage na quasiment pas
dinfluence sur la courbure de la tle.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
138
IV.2 Cumul de passes
Pour obtenir le produit final en laminage, il faut gnralement faire de nombreuses
passes. De plus, comme on l'a vu sur la figure II.2.20, une passe de laminage asymtrique
introduit beaucoup dhtrognit de dformation dans la tle. En changeant le sens de la
tle dans la deuxime passe, on s'attend aboutir des dformations plus homognes. On a
quatre possibilits de rotation de la tle entre chaque passe (que nous dtaillons ci-dessous).
Donc thoriquement on a 4
n-1
chemins possibles pour effectuer n passes. On a donc dcid de
se limiter ici au cumul de deux passes, qui va tre dtaill dans cette section.
En pratique le nombre de passes, pour passer de lpaisseur initiale lpaisseur finale
dun produit, est dfini en fonction du laminoir (effort et couples maximum) et du rapport de
rduction au cours de chaque passe.
Pour simplifier, il est suppos que la tle engage dans la deuxime passe est plane (la
courbure est nglige). Mais le laminage asymtrique a introduit au cours de la premire passe
un cisaillement dans la tle, de telle sorte que quatre modes sont possibles pour effectuer la
deuxime : on peut choisir dans quel sens on fait entrer la tle, avant ou arrire ; on peut
galement conserver le haut en haut et le bas en bas ou au contraire la retourner. Tous ces
paramtres influencent les paramtres mcaniques et donc la texture et la microstructure du
produit final.
Ces diffrents chemin et leur effet sur le cisaillement cumul vont tre tudis dans cette
section et leur influence sur les textures fera l'objet de la partie suivante.
IV.2.1 Les rotations de la tle
Aprs la premire passe, on a plusieurs possibilits pour enchaner la deuxime passe,
comme le reprsente schmatiquement la figure IV.2.1.
(a) Dans le premier cas de figure, la tle ne subit aucune rotation et est donc engage
comme dans la premire passe.
(b) Dans le deuxime chemin, on effectue une rotation autour de DT : lavant de la tle
devient l'arrire, et le haut devient le bas.
(c) Dans le troisime chemin possible, on effectue une rotation autour de DL : lavant
de la tle reste en avant, et le haut devient le bas.
(d) Finalement dans le quatrime chemin, on effectue une rotation autour de DN :
lavant de la tle devient l'arrire, et le haut reste le haut.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
139
DT
DL
DN
DL
DL
DT
DN
(a)
(b)
(c)
(d)
1
er
passe
2
me
passe
Figure IV.2.1 Schmatisation des diffrentes rotations possibles entre deux passes
IV.2.2 Cumul de deux passes
Parmi les paramtres mcaniques les plus pertinents du laminage asymtrique, on
considrera le cisaillement et la dformation gnralise introduits dans la tle suivant son
paisseur. Comme le prsent modle ne distingue pas le sens dentre de la tle, mais
seulement le haut et le bas de celle-ci, les chemins (a) et (d) correspondent la mme
distribution de dformation gnralise dans l'paisseur de la tle, de mme que (b) et (c).
(Remarque : toutefois, dans le calcul des textures, la diffrence sera faite entre les quatre
chemins). On va donc tudier dans ce qui suit les deux chemins (a) et (b) et les comparer avec
le cas du laminage symtrique.
Les mmes paramtres gomtriques et cinmatiques sont conservs pour tous les
calculs qui suivent ( 0.3
r
V ) avec un matriau est parfaitement plastique.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
140
IV.2.2.a Chemin (a)
-1 -0.8 -0.6 -0.4 -0.2 0
cyy
-8
-4
0
4
8
Y
(
m
m
)
Cumul
Passe 1
Passe 2
0 0.2 0.4 0.6
cxy
-8
-4
0
4
8
Y
(
m
m
)
Cumul
Passe 1
Passe 2
(a)
(b)
Figure IV.2.2 Variation suivant l'paisseur de la tle ; (a) de la dformation
yy
e
(b) du cisaillement
xy
e pour le chemin (a)
La dformation normale
yy
e et le cisaillement
xy
e suivant lpaisseur de la tle sont
reprsents respectivement sur les figures IV.2.2 a et b, dans le cas de deux passes de
laminage asymtrique suivant le chemin (a) (aucune rotation entre les deux passes). La courbe
bleue reprsente la premire passe, la rouge la deuxime et la violette le cumul des deux
passes.
On introduit ainsi plus de dformation et de cisaillement dans la tle mais avec un
important gradient entre le haut et le bas. Il est clair que les parties cisailles dans la premire
passe sont les plus cisailles et dformes dans la deuxime. Le maximum de cisaillement
aprs les deux passes atteint presque 0.55.
Ces rsultats s'observent aussi sur la courbe montrant la dformation gnralis (figure
IV.2.3). Lhtrognit de dformation de la tle suivant son paisseur augmente. La
diffrence entre le maximum et le minimum de la dformation est de 1.2 e . Ce nest pas
le but recherch en laminage asymtrique dans notre cas.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
141
0 0.4 0.8 1.2 1.6
c
-8
-4
0
4
8
Y
(
m
m
)
Passe 1
Cumul
Figure IV.2.3 Variation de e suivant l'paisseur de la tle pour le chemin (a)
IV.2.2.b Chemin (b)
Comme pour le chemin ci-dessus, on a port la dformation normale
yy
e et le
cisaillement
xy
e sur les figure IV.2.4 a et b. Ces diffrentes grandeurs sont reprsentes dans
le repre (xy) fixe, la tle ayant sa position finale (celle de la deuxime passe). Sur les courbes
de la figure IV.2.4 b, on remarque que le cisaillement de la premire passe s'oppose celui de
la deuxime. Les zones de la tle les plus cisailles dans la premire passe sont les moins
cisailles dans la deuxime. Le cisaillement maximum aprs les deux passes atteint presque
0.35.
-0.6 -0.4 -0.2 0 0.2
cyy
-8
-4
0
4
8
Y
(
m
m
)
Cumul
Passe 1
Passe 2
-0.4 -0.2 0 0.2 0.4
cxy
-8
-4
0
4
8
Y
(
m
m
)
Cumul
Passe 1
Passe 2
(a) (b)
Figure IV.2.4 Variations suivant l'paisseur de la tle (a) de la dformation
yy
e ;
(b) du cisaillement
xy
e pour le chemin (b)
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
142
Ces rsultats s'observent aussi bien sur la courbe montrant la dformation gnralise
(figure IV.2.5). Lhtrognit de dformation de la tle suivant son paisseur a diminu par
rapport la premire passe. La diffrence entre le maximum et le minimum de la dformation
est de 0.2 e .
0 0.2 0.4 0.6 0.8
c
-8
-4
0
4
8
Y
(
m
m
)
Passe 1
Cumul
Figure IV.2.5 Variation de e suivant l'paisseur de la tle pour le chemin (b)
IV.2.2.c Deux passes de laminage symtrique
Des rsultats concernant le laminage symtrique sont reprsents sur les figures IV.2.6 a
et b. Il ny a pas de diffrence entre le haut et le bas de la tle. Toutes les grandeurs sont
symtriques. Par contre, le maximum de cisaillement aprs les deux passes ne dpasse pas
0.13 . Il est donc infrieur la moiti du cisaillement introduit par le chemin de laminage (b).
(voir annexe K figure K.2)
Les courbes montrant la dformation gnralise sont aussi symtriques (figure IV.2.7),
avec un cart entre le maximum et le minimum qui ne dpasse pas 0.03 e . C'est un grand
avantage du laminage symtrique, mais avec des dformations moins importantes que les
deux autres chemins.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
143
-0.5 -0.4 -0.3 -0.2 -0.1 0
cyy
-8
-4
0
4
8
Y
(
m
m
)
Cumul
Passe 1
Passe 2
-0.2 -0.1 0 0.1 0.2
cxy
-8
-4
0
4
8
Y
(
m
m
)
Cumul
Passe 1
Passe 2
(a) (b)
Figure IV.2.6 Variations suivant l'paisseur de la tle (a) de la dformation
yy
e ;
(b) du cisaillement
xy
e dans le cas symtrique
0.2 0.3 0.4 0.5 0.6
c
-8
-4
0
4
8
Y
(
m
m
)
Passe 1 Cumul
Figure IV.2.7 Variation de e suivant l'paisseur de la tle dans le cas symtrique
IV.2.3 Dformations
Le rsum des diffrents chemins tudis ci-dessus est prsent sur la figure IV.2.8
montrant les dformations gnralises. Avec le chemin (a) on peut atteindre des
dformations trs importantes dans certaines zones, suprieures celles du laminage
symtrique, et dans dautres zones plus petites. On observe donc une grande htrognit de
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
144
la dformation de la tle suivant son paisseur. Ce chemin peut tre utile pour dautres
utilisations mais nest pas adapt nos objectifs, notamment lhomognit du gradient de
dformation dans la tle. En revanche, le chemin (b) produit une htrognit moins
importante entre les deux surfaces de la tle. Les dformations en tout point de la tle sont
suprieures au cas symtrique. Mais il demeure nanmoins un important gradient des
dformations suivant lpaisseur de la tle.
Ainsi des comparaisons entre
yy xy
et e e , pour les diffrents cas de figures tudis ci-
dessus, sont reprsents sur deux figures dans lannexe K.
0 0.4 0.8 1.2 1.6
c
-8
-4
0
4
8
Y
(
m
)
Chemin (a)
Chemin (b)
laminage
symtrique
Figure IV.2.8 Variations de e suivant l'paisseur de la tle pour les trois chemins de
laminage
Pour tenter de diminuer lhtrognit de la dformation, on a essay de changer les
paramtres de laminage entre les deux passes, en particulier le rapport de rduction : pour la
premire passe, 0.198 r et pour la deuxime 0.2019 r , de manire obtenir la mme
paisseur finale qu'aprs deux passes de 0.2 r . Les rsultats sont prsents sur la figure
IV.2.9.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
145
Figure IV.2.9 Variations de e suivant l'paisseur de la tle pour un mme rapport de
rduction pour les deux passes (triangles), et des rapports de rduction diffrents
(losanges).
On a ainsi rduit la diffrence de dformation entre les surfaces suprieure et infrieure
Cependant lhtrognit suivant lpaisseur est toujours importante.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
146
IV.3 Texture de laminage
L'objectif de cette section nest pas de prsenter une tude approfondie de la texture
dveloppe par le laminage asymtrique, mais de donner un exemple et de montrer quil est
possible de la prdire partir du modle propos dans ce travail. Aprs avoir obtenu les
paramtres mcaniques par la mthode des trajectoires, le principal objectif est de simuler les
textures qui en dcoulent. Afin d'effectuer des comparaisons, nous avons utilis le travail de
Robert [2005] sur le laminage symtrique. Il faut noter qu'il na pas toujours t facile de
dterminer tous les paramtres du laminage, et notamment la loi dcoulement utilise.
Avant d'effectuer ces calculs et comparaisons, nous avons simul des textures de
laminage asymtrique. Les volutions de la texture au cours de chaque passe et la texture
finale ont t tudies.
IV.3.1 Principe de la mthode
Le principe de calcul des textures cristallographiques par le code de plasticit cristalline
utilis dans cette partie est le suivant [Driver, 1999 ] :
1. A partir du tenseur gradient des incrments de dplacements correspondant au
chemin de dformation considr, nous dduisons pour chaque incrment, le tenseur des
dformations e et le tenseur des rotations de corps solide w.
2. e nous fournit les glissements cristallographiques sur chacun des systmes de
glissement du grain considr.
3. Nous dduisons des glissements cristallographiques la rotation plastique du grain
puis sa rotation cristallographique et donc sa nouvelle orientation.
Les codes de plasticit cristalline qui servent la simulation des textures de dformation
dans les mtaux sappuient sur les thories de la mcanique du cristal. Ces thories utilisent
en gnral un formalisme eulrien qui permet de grer les dformations et rotations subies par
les monocristaux en termes de vitesse. Il est donc ncessaire que le code de simulation de
texture cristallographique de dformation soit aliment avec les incrments du tenseur
gradient eulrien des dplacements comme donne dentre. Nanmoins, dans lhypothse des
petites dformations, qui nest pas notre cas ici, les gradients eulriens et lagrangiens
concident, ce qui a entretenu la confusion et pose gnralement des problmes lorsque les
donnes disponibles sont lagrangiennes.
Le code de calcul de plasticit cristalline TRARS utilis dans ce travail est eulrien dans
le sens o la rotation cristalline, qui mne dune orientation son orientation ractualise, est
calcule par lintermdiaire de la vitesse de rotation partir de lorientation actuelle et de la
dformation vue par le grain dans son tat dj dform par tout le chemin antrieur.
Nanmoins, dans la pratique du code numrique de simulation de texture, ce sont des
incrments de dformation et non des vitesses qui sont les donnes dentre. On considre
donc dans le code de texture que l'on travaille sur un incrment de temps gal lunit.
Le calcul de la dformation est ralis partir du gradient de dplacement (ou du
gradient de la transformation) calcul dans la configuration courante et de manire
incrmentale. Il est ncessaire dobtenir le gradient de lincrment de dplacement vu par le
cristal dans sa configuration courante pour tre eulrien et de raisonner de manire
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
147
incrmentale car cest lhistorique du chemin de dformation qui produit la texture et
non la dformation entre ltat initial et ltat final.
IV.3.2 Simulation de la texture de laminage asymtrique
IV.3.2.a Gradient des vitesses
Pour les calculs de texture, on n'a besoin que du gradient eulrien des incrments de
dplacement l'chelle du grain (grandeur msoscopique) au cours de la passe de laminage.
On dtermine les incrments de dplacement partir de la mthode des trajectoires. Les autres
donnes dentre, que nous fixons, sont lues partir dun fichier de paramtres.
Rappelons que la texture de laminage asymtrique tudie ici est celle dun matriau
parfaitement plastique. Les deux rouleaux sont supposs avoir un mme rayon R
1
= R
2
=
100 mm. Les vitesses de rotation des rouleaux, respectivement suprieur et infrieur, sont
constantes et gales
1
1
15 tr.min et
1
2
4.5 tr.min . La demi-paisseur initiale de
la tle lentre est de h
e
= 10 mm. Les coefficients de frottement sont
1 2
m =m =1. Enfin, le
rapport de rduction au cours de chaque passe est de 0.2 r .
Figure IV.3.1 Gradient des vitesses pour la trajectoire
0
0.5mm y en fonction de la
position x
Les figures IV.3.1 et IV.3.2 prsentent un rsum des rsultats des simulations obtenues
par la mthode des trajectoires, d tant le tenseur gradient des vitesses. De plus, lors du
laminage, le matriau subit des dformations de cisaillement de deux types : un cisaillement
d au changement de gomtrie du matriau lors de son passage dans le convergent du
laminoir qui donne lieu au gradient de vitesse
31
d , et un cisaillement d au frottement du
matriau sur les cylindres du laminoir qui donne lieu au terme
13
d .
Au cours dune passe de laminage symtrique, le terme de friction
13
d est dabord
positif puis nul au point neutre et enfin ngatif quand la matire a dpass ce point neutre. En
effet, avant le point neutre la tle va moins vite que le cylindre, et inversement aprs le point
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
148
neutre. Mais ce nest pas le cas du laminage asymtrique o
13
d ne passe pas par une valeur
nulle : il ny a donc pas de point neutre. De plus, on voit clairement que
13
d et
31
d ne sont pas
gaux.
Par dfinition :
( )/2
( )/2
ij ij ji
ij ij ji
d d
d d
e
w
(IV.3)
Donc, partir des rsultats prsents sur la figure IV.3.1, on peut dduire les courbes
traces sur la figure IV.3.2, dcrivant la variation des composantes
13
e et
13
w en fonction de
la position x dans lentrefer.
Figure IV.3.2 Variations de
13
e et
13
w pour la trajectoire
0
0.5mm y en fonction de la
position x
Au cours dune passe de laminage symtrique la rotation de corps solide
13
w et le
cisaillement
13
e sont dabord positifs, puis nuls au point neutre et enfin ngatifs quand la
matire a dpass ce point neutre. Dans le cas de laminage asymtrique : la rotation de corps
solide s'effectue toujours dans le mme sens (positif dans ce cas) et il en va de mme pour le
cisaillement qui ne change pas de signe. Ces rsultats sont valables pour cette
trajectoire
0
0.5mm y . (Pour dautres trajectoires voir les figure IV.3.5 et IV.3.6)
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
149
0 4 8 12 16 20
X(mm)
0
1
2
3
4
d
13
(s
-1
)
Cylindre suprieur
Cylindre infrieur
.
0 4 8 12 16 20
X(mm)
-0.8
-0.4
0
0.4
0.8
d
31
(s
-1
)
Cylindre suprieur
Cylindre infrieur
.
(a)
(b)
Figure IV.3.3 Composantes du tenseur gradient des vitesses dans lpaisseur : (a)
13
d ;
(b)
31
d (les carrs correspondent la trajectoire y
0
= 0)
Sur la figure IV.3.3, les deux composantes
13
d et
31
d sont reprsentes pour diffrentes
trajectoires.
13
d est toujours croissante du cylindre infrieur au cylindre suprieur. Ceci est
aussi vrai pour la composante
31
d sur une grande partie de l'paisseur de la tle, sauf pour
25% de la couche extrieure en contact avec le cylindre suprieur et peu prs le tiers de la
partie avant de lemprise o elle est dcroissante. Cette composante est ngative sur une
grande partie du lentrefer. De plus,
13
d est largement plus grande (en valeur absolue) que
31
d .
0 4 8 12 16 20
X(mm)
-0.5
0
0.5
1
1.5
2
2.5
d
11
(s
-1
)
Cylindre suprieur
Cylindre infrieur
.
Figure IV.3.4 Composante
11
d du tenseur gradient des vitesses dans lpaisseur (les
carrs correspondent la trajectoire y
0
= 0)
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
150
Il est intressant de noter que, par construction,
11 33
d d (
11
d est reprsent sur la
figure IV.3.4), qui dcoule de lincompressibilit du matriau. Ce genre de rsultats compte
parmi les avantages des mthodes analytiques ; lgalit stricte est difficilement atteinte par la
mthodes des lments finis.
0 4 8 12 16 20
X(mm)
-0.5
0
0.5
1
1.5
2
2.5
c
13
(s
-1
)
Cylindre suprieur
Cylindre infrieur
.
Figure IV.3.5 Evolution de la composante
13
e du tenseur vitesse de dformation dans
lpaisseur
Lvolution de
13
e dans lentrefer pour diffrentes trajectoires est reprsent sur la
figure IV.3.5. On voit bien une augmentation partir du cylindre infrieur jusquau cylindre
suprieur, sauf pour les trajectoires trs proches du cylindre suprieur. Le signe de cette
composante est majoritairement positif.
0 4 8 12 16 20
X(mm)
0
0.4
0.8
1.2
1.6
e
13
(s
-1
)
Cylindre suprieur
Cylindre infrieur
.
Figure IV.3.6 Evolution des vitesses de rotation
13
w dans lpaisseur
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
151
Enfin, en ce qui concerne la rotation de corps solide
13
w (figure IV.3.6), lvolution est
plus complexe que celle de la composante de dformation. Elle est toujours positive, mais
change de forme. Les lments de matire en contact avec le cylindre infrieur tournent plus
vite au dpart mais leur vitesse de rotation naugmente pas beaucoup, contrairement au cas
des lments de la partie suprieure, dont les vitesses augmentent rapidement dans l'entrefer.
IV.3.2.b Simulation de la texture
Nous traiterons plus prcisment lexemple du laminage pour des matriaux CFC. Ainsi
la symtrie cristalline du matriau reste toujours cubique. Dans le cas dune tle lamine
symtriquement, la symtrie globale est orthotrope. En effet, si l'on considre la tle
globalement, les plans (DL, DT), (DT, DN) et (DL, DN) sont des plans de symtrie (DL, DT
et DN dsignent respectivement les directions de laminage, transverse et normale). On obtient
alors une symtrie orthotrope pour la fonction de distribution des orientations cristallines
[Hansen et al., 1978] et les angles d'Euler varient dans les intervalles :
1
2
0
2
0
2
0
2
p
j
p
f
p
j
(IV.4)
En revanche, dans le cas d'une tle lamine de manire asymtrique, en raison de la
prsence des cisaillements, la symtrie de lchantillon nest plus que monoclinique car les
plans (DL, DT) et (DT, DN) ne sont plus des plans de symtrie. La FDOC stend alors au
domaine :
1
2
0
0
2
0
2
j p
p
f
p
j
(IV.5)
On peu voir aussi les symtries de lchantillon sur les figures de ples. Une symtrie
orthotrope se traduit par la symtrie des figures de ples suivant les deux axes DL et DT. Par
contre la symtrie monoclinique correspond une symtrie par rapport au plan de normale
DL.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
152
0
6 y mm
0
0 y
0
6 y mm
Figure IV.3.7 Figures de ples {111} et {100} aprs une passe de laminage pour les
profondeurs
0
6 y mm,
0
0 y ,
0
6 y mm
Comme cela a t prcis plus haut, il ne s'agit pas ici d'effectuer une tude approfondie
des textures, mais de montrer sa faisabilit. Comme exemple, nous avons choisi la
caractrisation de la texture dune tle aprs une passe de laminage asymtrique. Les figures
simules de ples {111} et {100} sont reprsentes trois profondeurs diffrentes (figure
IV.3.7) : mi-paisseur (
0
0 y ), pour
0
6 y mm et
0
6 y mm. Ces figures montrent le
gradient de texture lissue dune passe de laminage. La tle est plus dforme en haut quen
bas. La figure IV.3.8 donne la variation de e enx L suivant lpaisseur. On peut remarquer
que e en
0
6 y mm est presque le double de e en
0
0 y mm et e en
0
0 y mm est presque le
double de e en
0
6 y mm. La partie infrieure de la tle est demeure quasiment dans son
tat initial.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
153
0 0.2 0.4 0.6 0.8 1
c
-8
-6
-4
-2
0
2
4
6
8
y
s
(
m
m
)
Figure IV.3.8 Variation de e enx L suivant lpaisseur
De mme, des figures de ples ont t traces aprs cinq passes de laminage suivant le
chemin (a) (figure IV.2.1). Nous avons choisi de suivre lvolution de la texture sur la fibre
mi-paisseur (
0
0 y ) (figure IV.3.9). Aprs la deuxime passe, la texture dveloppe est
quasiment celle correspondant
0
6 y mm aprs une seul passe. Ceci correspond au fait que
les gradients de vitesses (figures IV.3.3 et IV.3.4) pour
0
6 y mm ont des amplitudes presque
doubles de celles correspondant la fibre neutre, ce qui se reflte naturellement sur les figures
de ples.
On remarque aussi, sur la figure de pole {100} de la 5
me
passe, quil y a dveloppement
dune texture cube tourne de 45 autour de DN, typique du cisaillement de la structure CFC.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
154
1
er
passe
2
me
passe
3
me
passe
4
me
passe
5
me
passe
Figure IV.3.9 Figures de ples {111} et {100} la mi-paisseur (
0
0 y ) ; volution
de la texture au cours de cinq passes de laminage.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
155
IV.3.3 Comparaison avec Robert [2005]
Dans cette partie, une tude comparative de quelques rsultats de simulation de la
texture est effectue avec le travail de Robert [2005], qui a tudi la texture rsultant du
laminage symtrique rversible chaud dun alliage daluminium AA7010 aprs 20 passes
selon la gamme quil a appel " A ". Les paramtres correspondants ont t utiliss pour la
simulation de texture et les rsultats obtenus sont compars avec les mesures exprimentales
de Robert [2005].
Les paramtres suivant sont adopt : deux cylindres de diamtre 707.33 D mm, de
vitesses linaires 1274 / V mm s , 200.8
e
h mm, un coefficient de frottement de Coulomb
0.3 m , suppos fixe pour toutes les passes et quivalent 0.75 m [Tzou, 1997]. De
plus, les cylindres sont maintenus une temprature 373
c
T K, la temprature de lair est
293
air
T K et la temprature de la tle lentre est
Tle
723 T K . Il y a change avec
lair avec un coefficient
2 1
Tle
1.5
air
h kWm K , et avec les cylindres avec
2 1
Tle
5
cyl
h kWm K et avec un coefficient de partage
Tle
0.5
cyl
p .
La loi de comportement du matriau est viscoplastique de la forme :
3 2
0 1
exp( )
b
b
b
T
s e (IV.6)
o
2
2293 b K,
3
0.12 b m ,
4
1
10 b MPa ont t cals par rapport aux rsultats des
simulations.
Les rapports de rduction de chaque passe sont rsums sur la figure IV.3.10. Au cours
des 20 passes, l'paisseur de la tle diminue de 401.65mm 60.69mm .
0 4 8 12 16 20
Numero de la passe
0
0.04
0.08
0.12
0.16
0.2
r
Figure IV.3.10 Rapport de rduction au cours de chaque passe
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
156
IV.3.3.a Rsultats de la simulation
DL
DN
Figure IV.3.11 Comparaison pour la composante
x
V des vitesses entre les rsultats de la
prsente tude (points bleus) et ceux de Robert [2005], (pour la passe 4 de la gamme A ?
et pour diffrentes profondeurs, nud 1 mi-paisseur et nud 12 la surface)
Sur la figure IV.3.11, on a reprsent la composante
x
V de la vitesse des lments de
matire dans lemprise. Nos rsultats (points bleus) sont superposs aux simulations de Robert
[2005], obtenues par le code dlments finis Lam3, pour diffrent nuds dans lpaisseur. Notre
modle suppose, pour le laminage symtrique, que le gradient de
x
V suivant lpaisseur est nul.
Figure IV.3.12 Gradient des vitesses pour la trajectoire situe 60% de la mi-paisseur,
en fonction de la positionx , pour la passe 10
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
157
On retrouve ce rsultat sur la figure IV.3.11, qui montre que
13
0 d . Les vitesses
suivant x de nuds diffrentes paisseurs sont donc superposes. Un exemple des gradients
des vitesses, pour la trajectoire
0
0.6
e
y h , est reprsent sur la mme figure IV.3.12. La
principale diffrence avec le laminage asymtrique concerne la composante
13
d du tenseur.
IV.3.3.b Simulation de la texture
Nous prsentons et discutons ici les rsultats de simulation des textures compars des
mesures de celles-ci, sous la forme de figures de ples et de FDOC.
(a) (b)
Figure IV.3.13 Figures de ples {111} et {100} 60%de la mi-paisseur aprs 20 passes
de laminage symtrique : (a) notre simulation ; (b) mesures par RX [Robert, 2005]
Les rsultats de nos simulations de textures et des mesures faites par Robert sont
reprsents sur la figure IV.3.13. Sur la figure de ples {100} en voit bien l'orientation cube
tourne de 45. Certains maxima obtenus par la simulation ne sont pas observs
exprimentalement (cercles rouges).
Une autre comparaison est effectue entre les FDOC sur les figures IV.3.14 et IV.3.15.
Il faut signaler que, afin de faciliter lexploitation des rsultats, Robert a remarqu dabord
que, malgr la prsence de cisaillements suivant le chemin de dformation, les textures
obtenues prsentent toujours, en pratique, une quasi-orthotropie. lappui de ce constat,
Robert [2005] indique les figures de ples {111} et {200} obtenues par changement de repre
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
158
dans lhypothse de labsence de symtrie particulire dchantillon (symtrie triclinique)
partir des figures de ples mesures sur un chantillon de la tle A 60% de la mi-paisseur,
celui que perturbent le plus les cisaillements (Figure IV.3.13 b).
Ainsi, il a conclu quil pouvait analyser chaque couche comme si elle prsentait une
symtrie orthotrope, en commettant une erreur qui demeure infrieure la prcision
statistique des mesures. Par la suite, tous les rsultats utilisent cette orthotropie apparente. La
FDOC reprsente sur la figure IV.3.14 est base sur cette observation.
En ce qui concerne la prsente simulation, on ne voit pas lintrt de reprsenter la
texture comme orthotrope alors quil y a un risque pour quelle ne le soit pas. La tle sera
donc considre comme monoclinique et nous reprsenterons les FDOC sur la figure IV.3.15.
Figure IV.3.14 Mesures de Robert des ODF 60%de la mi-paisseur aprs 20 passes de
laminage symtrique
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
159
Figure IV.3.14 Calcul des ODF 60%de la mi-paisseur aprs 20 passes de laminage
symtrique, l'aide du prsent modle
Cette partie montre qu partir de la simulation mcanique, on peut tudier la texture de
laminage asymtrique. Lvolution de la texture au cours de la passe pour nimporte quelle
trajectoire est facilement dtermine. Nanmoins, une tude plus complte et plus prcise de
la texture du laminage asymtrique semble ncessaire pour les applications pratiques.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Chapitre IV. Exploitation des modles et validation
160
Conclusions du chapitre IV
(i) Dans une premire partie de ce chapitre, l'influence de divers
paramtres du laminage asymtrique a t analyse. Leurs influences sur les
grandeurs mcaniques ont t tudies. Nous pouvons conclure quils ne sont
pas de trs grande importance, l'exception de la vitesse tangentielle.
Nanmoins, parmi ces paramtres, certains sont plus pertinents que d'autres :
le rapport de rduction parat le plus important du fait quil agit facilement sur
le cisaillement, mais augmente rapidement leffort de laminage.
Lcrouissage est trs important pour diminuer les efforts et les couples de
laminage mais moins pour agir sur la courbure de la tle.
On citera ensuite le coefficient de frottement, qui nest pas facile contrler.
L'influence de lpaisseur de la tle lentre est couple avec celle du
rapport de rduction.
Finalement les rayons des cylindres, qui peuvent tres quilibr par les
vitesses tangentielles.
(ii) L'effet des paramtres sur la courbure de la tle est rsum sur la figure
IV.4.1.
m
1
> m
2
m
2
D
1
> D
2
D
2
O
1
> O
2
. .
O
2
.
Figure IV.4.1 Influence de quelques paramtres sur la courbure de la tle
(iii) Ltude du cumul de deux passes de laminage montre que lon peut
introduire plus de dformation dans la tle par laminage asymtrique que par
laminage symtrique.
(iv) Avec deux passes de laminage asymtrique, on peut diminuer
l'htrognit entre les surfaces suprieure et infrieure de la tle. Mais elle
reste trs importante dans lpaisseur.
(v) A partir des rsultats de la simulation mcanique, on peut facilement
passer la simulation des textures.
(vi) Les rsultats de simulation de texture paraissent logique. Globalement,
ce sont les rsultats attendus pour le laminage asymtrique. Ils sont de plus en
accord avec les mesures de texture faites par Robert [2005] dans le cas du
laminage symtrique.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Conclusions gnrale et perspectives
161
Conclusion gnrale
Au cours de cette tude, un certain nombre de rsultats, appartenant aussi bien au
domaine acadmique et scientifique quau domaine purement industriel, ont t obtenus. Nous
en rsumons lessentiel ci-dessous.
La revue bibliographique (chapitre I), a permis de prsenter l'tat de l'art concernant les
modlisations du laminage asymtrique. Il est clair que d'importantes interactions
mcaniques, thermiques et mtallurgiques interviennent lors de la dformation chaud au
cours du laminage asymtrique. Mais du fait de la complexit de ces couplages, dans la
majorit des travaux on les a tudis indpendamment lune de lautre ou coupls deux
deux.
(i) De manire gnrale, il est important de remarquer que tous les modles
analytiques prsents dans des travaux antrieure sont bass sur la mthode des
tranches. Il en rsulte quils ne sont valables que pour les tles minces. Pour dautres
tudes, des vitesses de rotation proches du cas de laminage symtrique sont prises en
compte. Par ailleurs, les tudes exprimentales effectues sur les textures montrent
que le laminage asymtrique permet dintroduire une composante de cisaillement en
plus de la rduction dpaisseur. Celle-ci est susceptible de gnrer de nouvelles
textures et microstructures.
(ii) Aprs la synthse faite sur les mthodes de calcul, nous avons fait le choix de
retenir deux approches pour la modlisation mcanique : la premire est la mthode
du champ uniforme pour dvelopper un modle simple qui nous donne un ordre de
grandeur des paramtres mcaniques ; la seconde est la mthode des trajectoires qui
permet d'obtenir les grandeurs mcaniques localement. Elle nous a servi pour ltude
de la texture dans le dernier chapitre. Enfin, pour la modlisation thermique deux
mthodes sont t utilises : la mthode des diffrences finies et la mthode des
lments finis.
La modlisation mcanique a t dtaille dans le chapitre II. Dans ce chapitre,
trois modles ont t prsents. Les deux modles analytiques et une mthode par
lments finis peuvent tenir compte de la non symtrie du laminage impose par la
diffrence des rayons des cylindres (
1 2
R R ) et de leurs vitesses de rotation
(
1 2
), ainsi que la diffrence des coefficients de frottement (
1 2
m m ) entre le
matriau lamin et les deux cylindres.
Dans la premire partie, un modle original de laminage asymtrique a t
prsent, bas sur un champ de dformation uniforme, comportant comme seul
paramtre la vitesse d'entre de la tle
e
u . A partir de ce modle on a pu
conclure que :
(iii) Lorsque le rapport des vitesses de rotation
r
V diminue, c'est--dire pour un
laminage de plus en plus asymtrique, la dformation impose en cisaillement
xy
e
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Conclusions gnrale et perspectives
162
s'accrot dans la tle, mais reste infrieure, en valeur absolue, la dformation
normale
xx yy
e e .
(iv) Par contre, un laminage fortement asymtrique exige beaucoup plus de
puissance totale dissipe, bien que les deux couples exercs par les cylindres restent
peu prs constants lorsque
r
V est infrieur 0,8.
(v) Dans le mme intervalle de variation de
r
V (
r
V infrieur 0,8), la vitesse
d'entre de la tle concide quasiment avec la vitesse linaire extrieure du cylindre
le plus lent.
(vi) Les prvisions de ce modle sont en bon accord avec des travaux antrieurs
utilisant la mthode des tranches. En plus, tant donn que le prsent modle prend
en compte la dformation plastique, il peut tre appliqu des tles paisses et pas
seulement des tles minces (comme le cas de la mthode des tranches), o les
effets de frottement ne sont pas prdominants. En outre, les deux couples peuvent
tre calculs sparment.
(vii) En revanche, en raison de sa simplicit, ce modle ne peut dterminer, ni les
gradients des dformations ou des contraintes, ni l'effort de laminage.
Ces problmes peuvent tre rsolus par une approche plus fine uti lisant un
champ de vitesses bas sur les lignes dcoulement du mtal, qui t dvelopp. Ce
modle bas sur la mthode des trajectoires comporte comme paramtres, la vitesse
d'entre de la tle
e
u et un paramtre caractrisant dint ensit de dissymtrie du
champ a. On a pu en dduire les conclusions suivantes :
(viii) Dans nos conditions de travail, une passe de laminage asymtrique dissipe
plus dnergie quune passe de laminage classique pour un 0.7 V
r
, et moins
dnergie sur le reste de lintervalle de variation de V
r
.
(ix) L'existence des points neutres dpend essentiellement de la vitesse relative
des cylindresV
r
.
(x) Parmi les avantages de la mthode des trajectoires, notons qu'elle donne les
valeurs locales des paramtres mcaniques (dformation, gradient des vitesses, ...).
(xi) Dans nos conditions de calcul, il est conseill de travailler dans la zone 2
( 0.6)
r
V , pour avoir un maximum de cisaillement et une puissance dissipe
minimale.
(xii) Ce modle a pour avantage la possibilit de pouvoir calculer l'effort de
laminage, quil n'est pas possible de dterminer avec le premier modle.
(xiii) Une rduction de leffort de laminage de 30 % est possible, ce qui est en
parfaite concordance avec la littrature.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Conclusions gnrale et perspectives
163
(xiv) Le rayon de courbure de la tle est d'autant plus important que le rapport des
vitesses de rotation est plus grand ( noter que le rayon de courbure du cas
symtrique tend vers linfini).
(xv) Une importante htrognit de dformation de la tle suivant son paisseur
est produite la fin dune passe unique.
Finalement dans la troisime partie, partir de la mthode des lments finis,
on a pu tirer les conclusions suivantes :
(xvi) Les estimations des courbures de la tle obtenues par lments finis et par la
mthode des trajectoires sont trs voisines.
(xvii) Le problme du passage entre le modle de frottement de Coulomb et le
modle de Tresca reste un obstacle pour pouvoir comparer des rsultats avec les
mmes paramtres mais avec deux modles de frottement diffrents.
La modlisation thermique a t tudie dans le chapitre III. Elle t mene par les deux
mthodes qui semblent globalement valides. On a pu en tirer les conclusions suivantes :
(xviii) On remarque que la mthode des lments finis a donn des rsultats plus
prcis que la mthode des diffrences finies dans laquelle nous avons nglig la
courbure des trajectoires.
(xix) La mthode des diffrences finies est dautant plus valide que les rapports de
rduction sont faibles, les tles minces et les cylindres grands.
(xx) Avec la mthode des diffrences finies nous avons pu tudier les matriaux
viscoplastiques en introduisant celle-ci dans notre modle des trajectoires.
(xxi) Pour la partie thermique, la mthode des lments finis est un outil pertinent
de validation de la mthode des diffrences finies mais moins facile coupler avec
notre calcul analytique de lignes dcoulement.
(xxii) On retrouve des rsultats conformes aux attentes, savoir que leffet de
frottement est prdominant et que la temprature est suprieure du ct du cylindre le
plus rapide.
Finalement lexploitation du modle a t prsente au chapitre IV. Les principaux
rsultats sont les suivants :
(xxiii) Dans une premire partie de ce chapitre, l 'influence de divers paramtres du
laminage asymtrique a t analyse. Leur influence sur les grandeurs mcaniques a
t tudie. Nous pouvons conclure qu'elle est limite. Nanmoins, parmi ces
paramtres, certains sont plus pertinents que d'autres.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Conclusions gnrale et perspectives
164
(xxiv) Les effets des paramtres sur la courbure de la tle sont tels que la tle se
courbe du ct du cylindre le moins rugueux, le moins rapide et de rayon le plus
faible.
(xxv) Ltude du cumul de deux passes de laminage montre que lon peut introduire
plus de dformation dans la tle par laminage asymtrique que par laminage
symtrique.
(xxvi) Avec deux passes de laminage asymtrique, on peut diminuer l'htrognit
entre les surfaces suprieure et infrieure de la tle. Mais elle reste trs importante
dans lpaisseur.
(xxvii) A partir des rsultats de la simulation mcanique, on peut facilement passer
la simulation des textures.
Les acquis de cette tude en grande partie analytique seront dun apport considrable lors
des travaux ultrieurs qui seront axs sur :
(i) Le dveloppement dune modlisation dans le cas dun matriau
viscoplastique (simulation du laminage chaud).
(ii) Ltude exprimentale du procd qui permettra de faire des comparaisons
avec les rsultats analytiques obtenus.
(iii) Ltude plus complte du problme par simulation numrique du procd
l'aide du code d'lments finis Abaqus, en tenant en compte du couplage mcanique-
thermique.
(iv) Ltude plus complte et plus dtaill de la texture dveloppe par le laminage
asymtrique chaud et froid.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Annexes
165
ANNEXES
A. Projection strographique et figures de ples ...................................................... 166
B. Angles dEuler ....................................................................................................... 168
C. Calcul de la longueur de lentrefer ........................................................................ 170
D. Estimation de la dformation quivalente en laminage asymtrique .................... 172
E. Exemples de trajectoires pour diffrentes valeurs de a........................................ 176
F. Courbes iso-valeurs de ,
xx xy
et e e e .................................................................... 177
G. Mthode du simplexe (polygone) .......................................................................... 179
H. Calcul complet de la temprature ..................................................................... 181
I. Efforts et couples calculs avec Abaqus ................................................................ 184
J. Tenseur gradient des vitesses de dformation ....................................................... 185
K. Cumul de deux passes ............................................................................................ 186
Rfrences bibliographiques .............................................................................................. 188
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Annexes
166
ANNEXE A
Projection strographique et figures de ples
Une orientation cristalline peut tre reprsente par une figure de ples (directe)
sur laquelle certaines directions du cristal, par exemple <100>, sont projetes, voir
figure A.1.
P
|
o
Z
s
P
O
S
p
p
Y
s
X
s
Z
s
X
s
Y
s
Y
s
X
s S
O
o/2
(a) (b) (c)
Figure A.1 Description d'une orientation par une figure de ples : principe de construction d'une figure
de ples {100} : (a) Intersection de la direction <100> avec la sphre de rfrence. (b) Projection
strographique sur le plan quatorial. (c) Figure de ples {100}.
Remarque : ( , , )
s
X Y Z
s s
est le repre li lchantillon (Sample en anglais).
Pour sa construction, une sphre de rfrence est attache au systme de
coordonnes de rfrence ; son centre a pour coordonnes (0, 0, 0) et son rayon est gal
1. Une premire direction est considre, par exemple [100]. Son point d'intersection
avec la sphre de rfrence, situ dans l'hmisphre suprieur, est not P. Une telle
projection ne rend compte que partiellement de l'orientation du cristal puisqu'une
rotation est encore possible autour de (OP) ; deux ples au moins sont en fait
ncessaires pour dcrire l'orientation de faon unique. La position de P peut tre
dcrite par des coordonnes sphriques ( , a b ), voir figure A.1.a . a est l'angle polaire
de [OP] par rapport l'axe Z
s
, avec 0, 90 a . b est l'angle d'azimut de [OP] dans le
plan de normale Z
s
depuis l'axe X
s
, avec 0, 360 b .
Si [hkl] est la direction considre et avec
2 2 2
n h k l , aet b sont donns
par :
11 21 31
12 22 32
13 23 33
sin cos
1
sin sin
cos
h
g g g
g g g k
n
g g g
l
a b
a b
a
(A.1)
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Annexes
167
P est ensuite projet sur le plan quatorial, de normale Z
s
, voir figure A.1.b. La
position du point de projection, p, peut tre dcrite (dans le plan de projection) par des
coordonnes polaires ( , Op b), b tant inchang. Il existe en fait une infinit de
possibilits pour la projection, mais deux d'entre elles prsentent des proprits
remarquables pour l'tude des textures :
- La projection strographique, pour laquelle les relations angulaires dans le
cristal sont conserves lors de la projection. p est le point d'intersection du segment
[PS] avec le plan de projection ; Op est donn par :
tan( )
2
Op
a
(A.2)
- La projection aire gale, pour laquelle les surfaces sont conserves lors de la
projection. Elle est ainsi particulirement approprie pour les mesures de densit de
population. Op est donn par :
2 sin( )
2
Op
a
(A.3)
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Annexes
168
ANNEXE B
Angles dEuler
Une rotation dans lespace peut se dcomposer en produit de trois rotations
successives. On utilise cette proprit pour exprimer toute rotation laide de trois
angles et pour tablir facilement lexpression de la matrice de rotation. Il existe
plusieurs conventions, celle que nous utilisons est la convention tablie par Bunge en
1965. Pour passer du repre (
1 2 3
, , s s s ) au repre (
1 2 3
, , c c c ), on effectue les trois rotations
successives suivantes, voir figure B.1 :
Z
s
Y
s
X
s
Z
s
=Z'
s
Y
s
X
s
Z
C
Y
C
X
C
1
X'
s
Y'
s
X'
s
=X''
s
Y'
s
Z
s
|
|
X''
s
Z
s
Z''
s
=Z
C
Y''
s
Z
C
=Z'''
s
X
C
=X'''
s
2
Y''
s
Y
C
=Y''
s
(a) (b) (c)
Figure B.1 Description d'une orientation par les angles d'Euler dfinis selon la convention de Bunge
(
1 2
, , j f j ).
(a) On fait une rotation de
1
j autour de laxe
S
Z jusqu' ce que '
S
X soit normal
au plan contenant les vecteurs
S
Z et
C
Z , et dans le mme sens que
S C
Z Z , avec
1
0, 360 j .
(b) On fait une deuxime rotation de f autour de laxe '
S
X jusqu' ce que ''
S
Z
soit colinaire et dans le mme sens que
C
Z , avec 0,180 f .
(c) On fait une dernire rotation de
2
j autour de laxe ''
S
Z jusqu' ce que tout
les axes concident, avec
2
0, 360 j .
Il est noter que, si 0 f , les premire et troisime rotations se font autour du
mme axe ''
S S
Z Z , et par consquent seul
1 2
j j est dfini de faon unique (et non
les valeurs individuelles). De la mme manire, si 180 f , seul
1 2
j j est dfini de
faon unique. C'est la dgnrescence de l'espace d'Euler. Dans ces deux cas, par
convention, on prend
2
0 j .
A partir de ces rotations on peut dterminer la matrice de rotation comme suit :
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Annexes
169
11 1 2 1 2
12 1 2 1 2
13 2
21 1 2 1 2
22 1 2 1 2
23 2
31 1
32 1
33
cos cos sin sin cos
cos cos cos sin cos
sin sin
cos sin sin cos cos
sin sin cos cos cos
cos sin
sin sin
cos sin
cos
g
g
g
g
g
g
g
g
g
j j j j f
j j j j f
j f
j j j j f
j j j j f
j f
j f
j f
f
(B.1)
Inversement, si la matrice de rotation est connue, on obtient les composants
1 2
, , j f j par les relations suivantes :
31 12
1 1
32 11
33
13
2
2
23
arctan( ) arctan( )
0 arccos( ) 0 0
0
arctan( )
g g
g g
si g et si
g
g
j j
f f f f
j
j
(B.2)
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Annexes
170
ANNEXE C
Calcul de la longueur de lentrefer
Une passe de laminage asymtrique est dfinie gomtriquement par les deux
rayons des cylindres R
1
et R
2
, et les paisseurs initiale
e
h et finale
f
h de la tle (figure
C1).
O
1
H
1
A
1
R
1
O
2
R
2
A
2
H
2
O
F L
h
1
h
2
x
y
2h
e
h
f
h
f
Figure C.1 Reprsentation schmatique d'une passe de laminage asymtrique, et dfinition
des paramtres gomtriques associs.
Les deux triangles rectangles O
1
A
1
H
1
et O
2
A
2
H
2
vrifient :
2 2 2
1 1 1
( )
f
L R R h h (C.1)
2 2 2
2 2 2
( )
f
L R R h h (C.2)
Do:
2 1
2 1
1 2
2( )( )
2( )
e f
e f
h h R R
h h
R R h h
(C.3)
La combinaison de cette quation avec :
1 2
2
e
h h h (C.4)
permet de calculer h
1
et h
2
:
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Annexes
171
2 2 1
1
1 2
2 ( ) 2 ( )
2( )
e f e e f
e f
h R h R R h h h
h
R R h h
(C.5)
1 2 1
2
1 2
2 ( ) 2 ( )
2( )
e f e e f
e f
h R h R R h h h
h
R R h h
(C.6)
Enfin, en remplaant h
1
dans (C.1) ou h
2
dans (C.2), on obtient :
3 2 2 2
1 2 1 2 1 2 1 2 1 2
2
2
1 2
4 2( ) ( 3 ) ( )
( 2 )
R R R R RR RR R R
L
R R
d d d d
d
(C.7)
avec
e f
h h d .
Dans le cas o R
1
= R
2
= R, lquation (C.7) prend la forme plus simple :
2
(2 ) L R d d (C.8)
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Annexes
172
ANNEXE D
Estimation de la dformation quivalente en laminage asymtrique
On considre la transformation (dformation plane) sans changement de volume faisant passer
d'un lment de matire carr OABC au paralllogramme OA'B'C' (figure D.1).
Figure D.1 Schma de la dformation d'un lment de matire en compression plane-cisaillement
simple
1) Le champ de vitesse homogne correspondant le plus gnral s'crit :
x
y
u x y
u y
e g
e
(D.1)
(en effet on doit avoir u
y
= 0 pour y = 0, quel que soit x). D'o le tenseur des vitesses de
dformation :
/2
/2
e g
g e
c (D.2)
On en dduit la vitesse de dformation quivalente de von Mises :
2 2 2 2
(2/3)(2 /2) (2/ 3) /4 e e g e g (D.3)
Si 0 e , on pose / a g e , d'o l'on dduit :
2
(2/ 3) 1 /4 a e e
O
A
B
C
A'
B'
C'
u
y
x
O
A
B
C
A'
B'
C'
u
O
A
B
C
A'
B'
C'
u
y
x
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Annexes
173
En considrant que le champ de vitesse (D.1) correspond pour 0 g au cas du laminage
asymtrique et pour 0 g au cas du laminage classique, on a donc :
2
1 /4
asym sym
a e e (D.4)
2) On considre maintenant le cas d'un coulement stationnaire : e et g sont indpendants du
temps et on pose / a g e . Les trajectoires sont solutions du systme d'quations
diffrentielles :
dx
x y
dt
dy
y
dt
e g
e
(D.5)
La deuxime quation donne immdiatement :
0 0
exp exp( ) y y t y e e (D.6)
La premire s'crit alors :
0
exp( )
dx
x y t
dt
e g e
Aprs intgration de l'quation sans second membre, puis utilisation de la mthode de variation
de la constante, on obtient :
0 0 0
exp( ) exp( )
2 2
a a
x x y y e e (D.7)
(D.6) et (D.7) constituent un systme d'quations paramtriques de la trajectoire passant par le
point (x
0
, y
0
). En liminant le paramtre c, on en dduit l'quation cartsienne :
2 2
0 0 0
0
2
a
y y x y x y (D.8)
Il s'agit d'une hyperbole dont l'une des asymptotes est l'axe x et l'autre un axe inclin vers les x
ngatifs. Quand a = 0, on retrouve les trajectoires hyperboliques classiques de la compression
plane ordinaire.
Le cisaillement apparent subi par l'lment de matire est mesur partir de l'angle d'inclinaison
final u d'une droite initialement verticale (figure 1). Le point C (0, y
0
) a pour position finale C'
de coordonnes donnes par (D.6) et (D.7) :
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Annexes
174
0 0
0
exp( ) exp( )
2 2
exp( )
a a
x y y
y y
e e
e
(D.9)
d'o : tan exp(2 ) 1
2
app
x a
y
q g e (D.10)
Or c est li au rapport des paisseurs initiale et finale de l'lment de matire par la relation
0
ln( / ) ln y y e l, d'o :
2
( 1)
2
app
a
g l (D.11)
On peut aussi introduire le rapport de rduction
0
0
1
1
y y
r
y l
, ce qui donne :
2
(2 )
2(1 )
app
r r
a
r
g (D.12)
Cette quation (D.12) t propose par Saito et al. [1986] et elle est compare avec
celle propose par Gracio et al. [2010], soit
1
app
r
a
r
g , sur la figure D.2 pour
a = 0,5 et a = 1.
Figure D.2 Evolution du cisaillement apparent en fonction du rapport de rduction, suivant la relation
(D.12) (lignes continues) et la relation de Gracio et al. [2010] (traits interrompus), pour a = 0,5 (violet)
et a = 1 (noir).
0.0 0.2 0.4 0.6 0.8 1.0
r
0
1
2
3
4
5
a
p
p
a = 1
a = 0.5
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Annexes
175
On voit que pour une passe de taux de rduction r s 0,2 les rsultats sont trs voisins, mais
peuvent diffrer considrablement pour des valeurs de r plus leves
Il faudrait par ailleurs examiner la validit de cette approche pour une transformation
multipasse, chaque passe pouvant tre caractrise par un paramtre a diffrent.
Enfin, le fait que nous ayons considr dans notre modle des trajectoires paraboliques - et non
hyperboliques - est bien cohrent avec l'observation d'un paramtre a non constant dans la zone
de dformation plastique.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Annexes
176
ANNEXE E
Exemples de trajectoires pour diffrentes valeurs de a.
Figure E.1 Trajectoires pour diffrentes valeurs
de a avec
1
100 ; R mm
2
100 ; R mm
; 10 1.25
e
h mm l
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Annexes
177
ANNEXE F
Courbes iso-valeurs de ,
xx xy
et e e e
Pour les conditions
1 2 1 e 1 2
R =100mm; R =100mm; =15tr/min; h =10mm; m =m =1
=1.25 (r=0.2) , on a trac avec Surfer8 les courbes iso-valeurs des vitesses de dformation et
de la dformation gnralise pour diffrentes valeurs de
2
.
Les cartes correspondent aux diffrentes zones prsentes sur la figure II.2.8 .
Sur la figure F.1 (
2
=9 tr/min), les cartes correspondent la zone asymtrique pour
laquelle il n'y a qu'un seul point neutre sur le cylindre infrieur. On n'observe pas une grande
diffrence entre les cartes des vitesses de dformations et la figure II.2.9, sauf pour la norme des
vitesses. Mais la dformation gnralise ne fait pas apparatre de diffrences.
Figure F.1 Vitesses de
dformation
xx
e ,
xy
e et dformation gnralise
2
=9 tr/min
0 2 4 6 8 10 12 14 16 18
X(mm)
-10
-8
-6
-4
-2
0
2
4
6
8
10
Y
(
m
m
)
0 2 4 6 8 10 12 14 16 18
X(mm)
-10
-8
-6
-4
-2
0
2
4
6
8
10
Y
(
m
m
)
0 2 4 6 8 10 12 14 16 18
X(mm)
-10
-8
-6
-4
-2
0
2
4
6
8
10
Y
(
m
m
)
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Annexes
178
Figure F.2 Vitesses de dformation
xx
e ,
xy
e et dformation gnralise
2
=15tr/min
(cas symtrique)
Sur la figure F.2 (
2
=15tr/min), les cartes correspondent au cas symtrique o il y a
deux points neutres de mme abscisse. Les cartes des vitesses de dformation et de la
dformation gnralise sont symtriques.
0 2 4 6 8 10 12 14 16 18
X(mm)
-10
-8
-6
-4
-2
0
2
4
6
8
10
Y
(
m
m
)
0 2 4 6 8 10 12 14 16 18
X(mm)
-10
-8
-6
-4
-2
0
2
4
6
8
10
Y
(
m
m
)
0 2 4 6 8 10 12 14 16 18
X(mm)
-10
-8
-6
-4
-2
0
2
4
6
8
10
Y
(
m
m
)
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Annexes
179
ANNEXE G
Mthode du simplexe (polygone)
Dans un espace n dimensions, chaque pas, 1 n points retenus,
1 1
,...
n
p p , sont
ordonns selon
1 1
( ) ( )... ( )
n n
f p f p f p . Ces points peuvent tre vus comme les sommets
dun polygone.
Lide est dencadrer un volume despace et de le rtrcir autour dun minimum trouv
(qui ne se trouve pas forcment dans le volume initial). On essaie de projeter le plus mauvais
point du polygone de lautre ct ( rflexion ) du plan que constitue pour lui les n autres
points, et ventuellement dappliquer une expansion de ce ct. Ces rflexions sont faites de
manire essayer de conserver le volume du simplexe. On peut aussi effectuer des contractions
du volume le long de laxe du plus mauvais point, ou bien mme des contractions selon les
dimensions vers le point le plus bas (le meilleur point).
Donc, chaque itration, on produit un nouveau polygone en gnrant un nouveau point
pour remplacer le point le plus mauvais. On calcule le centrode c des n meilleurs points sur les
1 n point, dont les coordonnes
i
c sont :
1
1
n
i ji
j
c p
n
(G.1)
On prend
1
( )
r n
p c c p a o aest le coefficient de rflexion, et on considre ( )
r
f p :
Rflexion
-si
1
( ) ( ) ( )
r n
f p f p f p , on
remplace
1 n
p par
r
p
P
r
P
n+1
P
1
P
n
c
Expansion
-si
1
( ) ( )
r
f p f p ,
r
p est le meilleur
point, on considre que la direction est
une bonne direction et on essaie
dallonger le polygone dans cette
direction en l'tirant,
( )
e r
p c p c b o b est le
coefficient dexpansion ; si
( ) ( )
e r
f p f p , on garde
e
p qui
remplace
1 n
p , sinon
1 n
p est remplac
par
r
p .
P
r
P
n+1
P
1
P
n
P
e
c
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Annexes
180
Contraction
-si ( ) ( )
r n
f p f p , on considre que le
polygone est trop grand et devrait tre
contract : si
1
( ) ( )
r n
f p f p ,
1
( )
c n
p c p c g ou si
1
( ) ( )
r n
f p f p , ( )
c r
p c p c g ,
et si
1
( ) min( ( ), ( ))
c r n
f p f p f p ,
c
p
remplace
1 n
p .
P
r
P
n+1
P
1
P
n
P
c
P
r
P
n+1
P
1
P
n
P
c
c
c
Tableau G.1 Mthode du simplexe [Press et al., 1986]
Plus de dtails sur cette mthode et des explications au sujet dautres mthodes de
minimisation (ou maximisation) sont disponibles dans Numerical Recipes in Fortan 77 [1986].
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Annexes
181
ANNEXE H
Calcul complet de la temprature
En tenant compte de la courbure des trajectoires,
( ', 1) ( ', 1)
( , )
2
i j i j
T T
T
i j
x x
.
y
x
.
(i,j)
(i,j+1)
(i,j-1)
Ax
Ay
(i,j)
(i',j+1)
(i',j-1)
(i-1,j)
(i+1,j)
dy'
dy
FIGURE H.1 Reprsentation schmatique des indices du maillage
( 1, 1) ( 1, 1) ( , 1) ( 1, 1) ( 1, 1)
( ', 1)
( , 1)
2 2
i j i j i j i j i j
i j
i j
T T dy T T
T
y
(H.1)
( 1, 1) ( 1, 1) ( , 1) ( 1, 1) ( 1, 1)
( ', 1)
( , 1)
'
2 2
i j i j i j i j i j
i j
i j
T T dy T T
T
y
(H.2)
avec
( , 1) ( , 1) ( , )
( , 1) ( , 1) ( , )
'
i j i j i j
i j i j i j
dy y y
dy y y
En dveloppant les calculs on obtient :
( 1, 1) ( 1, 1) ( 1, 1) ( 1, 1)
( , ) . . . .
i j i j i j i j
T
i j AT BT CT DT
x
(H.3)
avec
( , ) ( , )
( , ) ( , )
( , ) ( , )
( , ) ( , )
1 1
(1 ); (1 )
4 4
' '
1 1
( 1 ); ( 1 )
4 ' 4 '
i j i j
i j i j
i j i j
i j i j
dy dy
A B
x y x y
dy dy
C D
x y x y
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Annexes
182
2
1 ( 2, 2) 1 ( , 2) 1 ( , ) 1 ( 2, )
2
2 ( , 2) 2 ( 2, 2) 2 ( 2, ) 2 ( , )
3 ( , ) 3 ( 2, ) 3 ( 2, 2) 3 ( , 2)
4 ( 2, ) 4 ( , )
( , ) . . . .
. . . .
. . . .
. .
i j i j i j i j
i j i j i j i j
i j i j i j i j
i j i j
T
i j A AT B T C T D T
x
B AT B T C T D T
C AT B T C T D T
D AT B T
4 ( , 2) 4 ( 2, 2)
. .
i j i j
C T D T
(H.4)
avec
( , ) ( , )
( , ) ( , )
( , ) ( , )
( , ) ( , )
1 1
(1 ); (1 )
4 4
' '
1 1
( 1 ); ( 1 )
4 ' 4 '
i j i j
i j i j
i j i j
i j i j
dy dy
A B
x y x y
dy dy
C D
x y x y
et :
( 1, 1) ( 1, 1)
1 1
( 1, 1) ( 1, 1)
( 1, 1) ( 1, 1)
1 1
( 1, 1) ( 1, 1)
1 1
(1 ); (1 );
' '
1 1
( 1 ); ( 1 )
' '
i j i j
i j i j
i j i j
i j i j
dy dy
A B
x y x y
dy dy
C D
x y x y
( 1, 1) ( 1, 1)
2 2
( 1, 1) ( 1, 1)
( 1, 1) ( 1, 1)
2 2
( 1, 1) ( 1, 1)
1 1
(1 ); (1 );
' '
1 1
( 1 ); ( 1 )
' '
i j i j
i j i j
i j i j
i j i j
dy dy
A B
x y x y
dy dy
C D
x y x y
( 1, 1) ( 1, 1)
3 3
( 1, 1) ( 1, 1)
( 1, 1) ( 1, 1)
3 3
( 1, 1) ( 1, 1)
1 1
(1 ); (1 );
' '
1 1
( 1 ); ( 1 )
' '
i j i j
i j i j
i j i j
i j i j
dy dy
A B
x y x y
dy dy
C D
x y x y
( 1, 1) ( 1, 1)
4 4
( 1, 1) ( 1, 1)
( 1, 1) ( 1, 1)
4 4
( 1, 1) ( 1, 1)
1 1
(1 ); (1 );
' '
1 1
( 1 ); ( 1 )
' '
i j i j
i j i j
i j i j
i j i j
dy dy
A B
x y x y
dy dy
C D
x y x y
Lquation (H.4) devient 3 Im 2, 3 max 1 i ax j J :
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Annexes
183
2
1 2 3 4 ( , ) 1 4 ( 2, ) 1 ( 2, 2)
2
1 2 ( , 2) 2 ( 2, 2) 3 2 ( 2, ) 3 ( 2, 2)
3 4 ( , 2) 4 ( 2, 2)
( , ) ( ) ( )
( ) ( )
( )
i j i j i j
i j i j i j i j
i j i j
T
i j AC BD CA DB T AD DA T AAT
x
AB BA T BBT CB BC T CC T
CD DC T DDT
(H.5)
En introduisant les relations (H.3) et (H.5) dans lquation de la chaleur
discrtise, on aboutit lquation suivante :
1 2 3 4 1 4 1 ( , ) ( 2, ) ( 2, 2)
1 2 2 3 2 3 ( , 2) ( 2, 2) ( 2, ) ( 2, 2)
3 4 4 ( , 2) ( 2, 2) 2 ( 2, ) 2 ( , )
2 ( 2, )
( ) ( )
( ) ( )
1 2
( )
4 4
1
]
4
i j i j i j
i j i j i j i j
i j i j i j i j
ij ij
i j
ij
AC BD CA DB T AD DA T AAT
AB BA T BBT CB BC T CC T
CD DC T DDT T T
y y
T Q
y
0 ( , )
( 1, 1) ( 1, 1) ( 1, 1) ( 1, 1) ( 1, )
( 1, )
( ) .
. . . .
2
2
i j
y
ij x x x x
ij ij ij ij i j i j i j i j i j
y
ij
i j
T ET
v
v AT v BT v CT v DT T
y
c
v
T
y
r
(H.6)
avec
0
0 0
2
0 0
1
1
1
) )
)
exp( )(1
exp( )(
(
n m
n m
d d
d
E
mQ mQ
k
RT RT
mQ mQ
k
RT RT
QT s e e
e e
e
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Annexes
184
ANNEXE I
Efforts et couples calculs avec Abaqus
La figure I.1 montre une augmentation anormale des couples au cours du laminage :
normalement, celui-ci devrait se stabiliser rapidement, ce qui nest pas le cas sur nos courbes.
Les efforts augmentent galement. La dfinition du couple dans le code Abaqus ne correspond
probablement pas la ntre, ce qui expliquerait laugmentation anormale au cours du laminage.
Figure I.1 : Efforts et couples de laminage
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Annexes
185
ANNEXE J
Tenseur gradient des vitesses de dformation
Soit L le tenseur gradient des vitesses de dformation qui scrit :
x x
y y
V V
x y
L
V V
x y
avec
y
x
V
V
y x
Daprs Damamme et al. [2007],on sait que si un champ de vitesse plan correspond un
cisaillement simple dans un certain repre, on a
2
det 0
y
x x
V
V V
L
x y x
Le signe de det L donne galement des informations sur la nature du champ de vitesse. Il
est donc intressant de faire une carte de la grandeur det L dans la zone de dformation
plastique (figure K.1).
-2.6
-2.4
-2.2
-2
-1.8
-1.6
-1.4
-1.2
-1
-0.8
-0.6
-0.4
-0.2
0
0.2
0 2 4 6 8 10 12 14 16 18
-10
-8
-6
-4
-2
0
2
4
6
8
10
Figure J.1 det L pour
2
3 / tr min
Sur la ligne rouge le dterminant est nul, il existe donc un repre dans lequel le champ de
vitesse se rduit un cisaillement simple. Pour quelques trajectoires, un lment de matire
subit un cisaillement simple un instant donn.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Annexes
186
ANNEXE K
Cumul de deux passes
Les rsums des diffrents chemins tudis ci-dessus (cf IV.2) sont prsents sur les
figures K.1 et K.2 respectivement pour
yy
e et
xy
e .
La figure K.1 montre quavec le chemin (a) on peut atteindre des dformations trs
importantes dans certaines zones, suprieures celles du laminage symtrique, et dans dautres
zones plus petites. On observe donc une grande htrognit de la dformation de la tle
suivant son paisseur. En revanche, le chemin (b) produit une htrognit moins importante
entre les deux surfaces de la tle que le chemin (a) mais elle reste plus grande que le cas
symtrique.
-1 -0.8 -0.6 -0.4 -0.2 0
cyy
-8
-4
0
4
8
Y
(
m
m
)
Chemin (a)
Chemin (b)
laminage
symtrique
Figure K.1 Variations de
yy
e suivant l'paisseur de la tle pour les trois chemins de laminage
La figure K.2 montre quavec le chemin (a) on peut atteindre des dformations de
cisaillement trs importantes dans certaines zones, suprieures celles du laminage symtrique,
et dans dautres zones plus petites. Il y a une grande htrognit de la dformation
xy
e de la
tle suivant son paisseur.
Le chemin (b) produit une htrognit moins importante entre les deux surfaces de la
tle que le chemin (a). Le cisaillement est plus important que le laminage symtrique.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Annexes
187
-0.4 -0.2 0 0.2 0.4 0.6
cxy
-8
-4
0
4
8
Y
(
m
m
)
Chemin (a)
Chemin (b)
laminage
symtrique
Figure K.2 Variations de
xy
e suivant l'paisseur de la tle pour les trois chemins de laminage
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Annexes
188
Rfrences bibliographiques
[Akbari Mousavi et al., 2007] S.A.A. Akbari Mousavi, S.M. Ebrahimi et R. Madoliat,
Three dimensional numerical analyses of asymmetric rolling. J. Mater. Proc. Technol.,
vol. 187-188, pp. 725729, 2007.
[Asbeck et Mecking, 1978] H. Asbeck et H. Mecking, Influence of friction and
geometry of deformation on texture inhomogeneities during rolling of Cu single
crystals as an example. Mater. Sci. Eng., vol. 34, pp. 111119, 1978.
[Bacroix et Jonas, 1988] B. Bacroix et J. J. Jonas, The Influence of non-octahedral slip
on texture development in FCC metals. Textures and Microstructures, vol. 8 & 9,
pp. 267-311, 1988.
[Baque et al., 1973] P. Baqu, E. Felder, J. Hyafil et Y. D'Escatha, Mise en forme des
mtaux, calcul par la plasticit (tome 1), 1973.
[Baque et al., 1973] P.Baque, E.Felder, J.Hyafil et Y.D'Escatha, Mise en forme des
mtaux, calcul par la plasticit (tome 2), 1973.
[Bataille, 2003] C. Bataille, Laminage des produits longs - Dfinitions et paramtres.
Techniques de lingnieur, M7900, 2003.
[Beynon, 1998] J. Beynon, Tribology of hot metal forming. Tribology International,
vol. 31, pp. 7377, 1998.
[Bunge et Esling, 1997] H. Bunge et C. Esling, Texture et anisotropie des matriaux.
Techniques de lIngnieur, vol. M605, 1997.
[Bunge, 1982] H. Bunge, Texture Analysis in Materials Science. Buttherworth,
London, 1982.
[Buxton et Browning, 1972] S.A. Buxton et S.C. Browning, Turn-up and turn-down in
hot rolling: a study on a model mill using plasticine, J. Mech. Eng. Sci., vol. 14,
pp. 245254, 1972.
[Chekmarev et al., 1956] A.P. Chekmarev et A.A. Nefedov, Obrabotka Metallov
Davleniem, vol. 4(2), (British Library Translation R.T.S. 8939), 1956.
[Chenot, 1991] J.L. Chenot, Mthodes de calcul en plasticit, Techniques de
lingnieur. M 595, 1991.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Annexes
189
[Chun et Lenard, 1997] M. Chun et J. Lenard, Hot rolling of an aluminium alloy using
oil/water emulsions, J. of Mater. Proc. Technol., vol. 72, pp. 283292, 1997.
[Collins et Dewhurst, 1975] I.F. Collins et P. Dewhurst, A slip line field analysis of
asymmetrical hot rolling, Int. J.Mech. Sci., vol. 17, pp. 643653, 1975.
[Cui et Ohori, 2000] Q. Cui et K. Ohori, Grain refinement of high purity aluminium by
asymmetric rolling, Mater. Sci. Technol., vol. 16, pp. 1095-1101, 2000.
[Damamme et al., 2007] G. Damamme, A. Colin et F. Montheillet, Kinematics of
incompressible plane strains, Shear-07 Symposium, Nancy, 2007.
[Dewhurst et al., 1973] P. Dewhurst, I.F. Collins et W. Johnson, A theoretical and
experimental investigation into asymmetrical hot rolling, Int. J. Mech. Sci., vol. 16,
pp. 389397, 1973.
[Dillamore et Roberts, 1963] I.L. Dillamore et W. M. Roberts, Crystallographic
texture variations through rolled and aluminium and copper sheets, J. Inst. Metals, vol.
92, pp. 193199, 1963-64.
[Driver, 1999] J. Driver, Lectures at the 5th Internationnal Summer School on
Aluminium Alloy Technology, 1999.
[Dvorkin et al., 1997] E.N. Dvorkin, M.B. Goldschmit, M.A. Cavaliere, P.M. Amenta,
O. Marini et W. Stroppiana, J. Mater. Proc. Technol.. vol. 68, pp. 99-107, 1997.
[Engler et al., 2001] O. Engler, H.C. Kim et M.Y. Huh, Mater. Sci. Technol., vol. 17,
p. 75. View Record in Scopus | Cited By in Scopus (24), 2001.
[Fabrgue, 2000] P. Fabrgue, Mtallurgie du laminage chaud, Techniques de
lingnieur. M7860, 2000.
[Farhat-Nia et al., 2006] F. Farhat-Nia , M. Salimi et M.R. Movahhedy, Elasto-plastic
finite element simulation of asymmetrical plate rolling using an ALE approach,
J. Mater. Proc. Technol., vol. 177, pp. 525529, 2006.
[Farhi, 1989] J. Farhi, Coule continue de lacier. Gnralits. Donnes physiques et
mtallurgiques. Techniques de lingnieur. M 7 810, 1989.
[Ghobrial, 1989] M.I. Ghobrial, A photo elastic investigation on the contact stresses
developed in rolls during asymmetrical flat rolling, Int. J. Mech. Sci., vol. 34, pp. 757
764, 1989.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Annexes
190
[Gracio et al., 2010] J.J. Gracio, H.J. Kim, G. Vincze, B.B. Panigrahi, F. Barlat, E.F.
Rauch et J.W. Yoon, Effect of asymmetric rolling on plastic anisotropy of low carbon
steels during simple shear tests, International Conference on Numerical Methods in
Industrial Forming Processes, Pohang, 2010.
[Hansen et al., 1978] J. Hansen, J. Pospiech et K. Lucke, Tables for Texture Analysis
of Cubic Crystals, Springer-Verlag, 1978.
[Hansen et Mecking, 1976] H. Hansen et H. Mecking, Influence of the geometry of
deformation on the roling of fcc metals, in Proc. of ICOTOM4, Cambridge, England,
pp. 3447, The Metals Society, 1976.
[Holbrook et Zorowski, 1966] R.L. Holbrook et C.F. Zorowski, Effects of
nonsymmetry in strip rolling on single-roll drive mills, ASME J. Eng. Ind. B, vol. 88,
pp. 401409, 1966.
[Hosford et Caddell, 1993] W.F. Hosford et R.M. Caddell, Metal Forming: Mechanics
and Metallurgy, Prentice Hall, Englewood Cliffs, NJ, p. 274, 1993.
[Huh et al., 2001] M.Y. Huh, S.Y. Cho et O. Engler, Randomization of the annealing
texture in aluminum 5182 sheet by cross-rolling, Mater. Sci. Eng., vol. A315 , pp. 35
46, 2001.
[Hum et al., 1996] B. Hum, H. Colquhoun et J. Lenard, Measuring of friction during
hot rolling of aluminum strips, J. of Mater. Proc. Technol. vol. 60, pp. 331338, 1996.
[Hwang et al., 1995] Y.M. Hwang, T.H. Chen et H.H. Hsu, Analysis of asymmetrical
clad sheet rolling by stream function method, Int. J. Mech. Sci., vol. 38, pp. 443460,
1995.
[Hwang et Tzou, 1994] Y.M. Hwang et G.Y. Tzou, An analytical approach to
asymmetrical hot sheet rolling considering the effect of the shear stress and internal
moment at roll gap, J. of Mater. Proc. Technol., vol. 52, pp. 399424, 1994.
[Hwang et Tzou, 1997] Y.M. Hwang et G.Y. Tzou, Analytical and experimental study
on asymmetrical sheet rolling, Int. J. Mech. Sci., vol. 39, pp. 289303, 1997.
[Jin et Lloyd, 2004] H. Jin et D.J. Lloyd, Metall. Trans., vol. 35A, pp. 9971006,
2004.
[Jin et Lloyd, 2005] H. Jin et D.J. Lloyd, The reduction of planar anisotropy by texture
modification through asymmetric rolling and annealing in AA5754, Mater. Sci. Eng.,
vol. A 399, pp. 358367, 2005.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Annexes
191
[Johansson et al., 1997] S. Johansson, N.E. Andersson et X.H. Zeng, in Proc. of Int.
Conf. on Thermomechanical Processing of Steel and Others Materials,
THERMEC97, p. 941, TMS, 1997.
[Kadkhodaei et al., 2007] M. Kadkhodaei, M. Salimi et M. Poursina, Analysis of
asymmetrical sheet rolling by a genetic algorithm, Int. J. Mech. Sci., vol. 49, pp. 622
634, 2007.
[Karhausen et Roters, 2002] K. Karhausen et F. Roters, Development and application
of constitutive equations for the multiple-stand hot rolling of Al-alloys, J. Mater. Proc.
Technol., vol. 123, pp. 155166, 2002.
[Kim et Lee, 2001] K.H. Kim et D.Y. Lee, Acta Mater., vol. 49, pp. 25832595, 2001.
[Kiuchi et Hsiang, 1986] M. Kiuchi et S. Hsiang, Analytical model of asymmetrical
rolling process of sheet, Proceedings of the 14th NAMRC, Society of Manufacturing
Engrs. Minneapolis, p.348, 1986.
[Kocks et al., 2001] U. F. Kocks, C. N. Tome et H.-R. Wenk. Texture and Anisotropy.
Cambridge University Press, 2001.
[Lee et Lee, 2001] S. H. Lee et D. N. Lee, Analysis of deformation textures of
asymmetrically rolled steel sheets, Int. J. Mech. Sci., vol. 43, pp. 19972015, 2001.
[Lenard et al., 1994] J. G. Lenard, M. Pietrzyk et Z. Malinowski, Mathematical and
physical simulation of the flat rolling process. In Huber's Yield Criterion in Plasticity,
eds. M. Pietrzyk et al., AGH Krakow, pp. 213240, 1994.
[Li et al., 2007] Y.H. Li, J.J. Park et W.J. Kim, Finite element analysis of severe
deformation in Mg3Al1Zn sheets through differential-speed rolling with a high
speed ratio, Mater. Sci. Eng., vol. A 454455, 570574, 2007.
[Lomana et al., 2004] M.G. de Lomana, A.R. Imaz, J.T. Ariztondo, C. Zubillaga, C.
Garcia-Rosales et J.G. Sevillano, Bol. Soc. Esp. Ceram., vol. 43, pp. 145148, 2004.
[Lu et al., 2000] L.S. Lu, O.K. Harrer, W. Schwenzfeier, et F.D. Fischer, Analysis of
the bending of the rolling material in asymmetrical sheet rolling. Int. J. Mech. Sci. 42
(2000) 49-61.
[Markowski et al., 2003] J. Markowski, H. Dyja, M. Knapinski et A. Kawaek,
Theoretical analysis of the asymmetric rolling of sheets on leader and finishing stands,
J. Mater. Proc. Technol., vol. 138, pp. 183188, 2003.
[Montheillet et Briottet , 2009] F. Montheillet et L. Briottet, Endommagement et
ductilit en mise en forme. Techniques de lingnieur, Vol M3 032, pp. 1-19, 1998.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Annexes
192
[Montheillet, 2006] F. Montheillet, Physique et mcanique de la mise en forme des
metaux, cours de Master, 2006.
[Montmitonnet, 1991] P. Montmitonnet, Laminage chaud. Thorie du laminage,
Techniques de lIngnieur, trait Matriaux mtalliques, vol. M7840, 1991.
[Montmitonnet, 2002] P. Montmitonnet, Laminage - Objectifs et modlisation-
Techniques de lIngnieur, M3065 (2002).
[Pan et Sansome, 1982] D. Pan et D.H. Sansome, An experimental study of the effect
of roll-speed mismatch on the rolling load during the cold rolling of thin strip, J.
Mech. Working Technol., vol. 6, pp. 361-377, 1982.
[Press et al., 1986] W.H. Press, S.A. Teukolsky, W.T. Vetterling et B.P. Flannery,
Numerical Recipes in Fortran 77, Volume 1, pp. 402-406, 1986.
[Randle et Angler, 2009] V. Randle et O. Angler, Introduction to Texture Analysis
Macrotexture, Microtexture and Orientation Mapping. USA, 2000.
[Reddy et Verduzco, 1972] D.M. Reddy et M.A. Verduzco, Effect of asymmetry in
cold rolling of thin strip, in: Proceedings of the 3rd Inter-American Conference on
Matl. Tech., Rio de Janiero, p.3, 1972.
[Richelsen, 1997] A.B. Richelsen, ElasticPlastic analysis of the stress and strain
distributions in asymmetric rolling, Int. J. Mech. Sci., vol. 39, pp. 1199-1211, 1997.
[Robert, 2005] W. Robert, Simulations et mesures de textures de laminage chaud des
tles fortes dalliage daluminium, Thse de lEcole des Mines de Saint-Etienne.
[Sachs et Klinger, 1947] G. Sachs et L.J. Klinger, The flow of metals through tools of
circular contour, ASME J.Appl. Mech., vol. 69, pp. 8898, 1947.
[Saito et al., 1986] Y. Saito, T. Sakai, F. Maeda et K. Kato, Deformation and
recrystallization behavior of ferritic stainless steel in high speed hot rolling, J Iron
Steel Inst. Jap., vol. 72, pp. 799-806, 1986.
[Salimi et Kadkhodaei, 2004] M. Salimi et M. Kadkhodaei, Slab analysis of
asymmetrical sheet rolling. J. Mater. Proc. Technol., vol. 150, pp. 215222, 2004.
[Salimi et Sassani, 2002] M. Salimi et F. Sassani, Modified slab analysis of
asymmetrical plate rolling, Int. J. Mech. Sci., vol. 44, pp. 19992023, 2002.
[Schoenfeld et Asaro, 1996] S. Schoenfeld et R. Asaro, Through thickness texture
gradients in rolled polycrystalline alloys, Int. J. Mech. Sci., vol. 38, pp. 661683,
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Annexes
193
1996.
[Shivpuri et al., 1988] R. Shivpuri, P.C. Chou et C.W. Lau, Finite element
investigation of curling in non-symmetric rolling of flat stock, Int. J. Mech. Sci., vol.
30, pp. 265635, 1988.
[Solas , 1997] D. Solas, Anisotropie des proprits mcaniques et endommagement
des alliages Al-Zn-Mg-Cu. Thse de doctorat, Institut national polytechnique de
Grenoble, 170 p, 1997.
[Truszkowski et al., 1980] W. Truszkowski, J. Krol et B. Major, Inhomogeneity of
rolling texture in fcc metals, Metal. Trans. A, vol. 11, pp. 749758, 1980.
[Truszkowski et al., 1982] W. Truszkowski, J. Krol et B. Major, On penetration of
shear texture into the rolled aluminium and copper, Metal. Trans. A, vol. 13, pp. 665
669, 1982.
[Tzou, 1999] G.Y. Tzou, Relationship between frictional coefficient and frictional
factor in asymmetrical sheet rolling, J. Mater. Process. Technol., vol. 86, pp. 271277,
1999.
[Wauthier et al., 2009] A. Wauthier, H. Rgl, J. Formigoni et G. Herman, The effects
of asymmetrical cold rolling on kinetics, grain size and texture in IF steels, Mater.
Char., vol. 60, pp. 90-95, 2009.
[Zuo et al., 2008] F.Q. Zuo, J.H. Jiang, A.D. Shan, J.M. Fang et X.Y. Zhang, Shear
deformation and grain refinement in pure Al by asymmetric rolling, Trans. Nonferrous
Met, Soc china, vol. 18, pp. 774-777, 2008.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
cole Nationale Suprieure des Mines
de Saint-tienne
N dordre : NNT
Anouar HALLOUMI
Mechanical and thermal modeling of asymmetric rolling process
Speciality : Material science
Keywords : Asymmetric rolling, Uniform strain field method, Flow line method, Finite
difference method
Abstract :
The aim of this work was to propose a mechanical and thermal modelling of
asymmetric rolling. This was achieved using various methods. Two approaches, the first one
analytical and the second semi-analytical, were employed for mechanical modeling. Two
others methods, the finite difference and finite element methods, were used for thermal
modeling.
The first analytical model is an upper bound method based on a uniform strain field; a
simple model was developed that can give orders of magnitude of the various process
parameters. The second model uses a more refined analytical velocity field based on the
classical parabolic estimation of the material flow lines in rolling. The advantage of this
model is its ability to provide local quantities. Finally, the finite element method was also
used for mechanical modeling.
The thermal aspects of asymmetric rolling were investigated in turn by two methods.
For modeling the process, we adopted two numerical approaches, the finite difference and
finite element methods, because of the complexity of the latter. The thermal model developed
by finite differences was integrated into our mechanical model (flow line model). It was then
extended to investigate asymmetrical hot rolling. The predictions of the temperature field
were compared with results from finite element calculations obtained with the Abaqus code.
Finally, a simple study of crystallographic texture development was achieved.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
cole Nationale Suprieure des Mines
de Saint-tienne
N dordre : NNT
Anouar HALLOUMI
Modlisation mcanique et thermique du procd de laminage asymtrique
Spcialit : Science et Gnie des Matriaux
Mots clefs : Laminage asymtrique, Mthode du champ uniforme, Mthode des
trajectoires, Mthode des diffrences finies
Rsum :
Le but de ce travail tait la modlisation mcanique et thermique du laminage
asymtrique. Celle-ci a t effectue l'aide de diverses mthodes. Deux approches, l'une
analytique et l'autre semi-analytique, ont t utilises pour la modlisation mcanique et deux
autres, celles des diffrences finies et des lments finis, pour la modlisation thermique.
La premire approche est celle des champs uniformes ; on a dvelopp un modle
simple qui peut donner des ordres de grandeurs des diffrents paramtres du procd. Une
deuxime mthode plus complte mais plus complexe se base sur un champ de vitesse dduit
d'une estimation parabolique de la forme des trajectoires. Lavantage de ce modle est quil
est capable de prvoir des grandeurs locales. Enfin la mthode des lments finis a t aussi
utilise pour la modlisation mcanique.
Dans un deuxime temps, laspect thermique du laminage asymtrique a t tudi.
Pour la modlisation du procd, nous avons alors adopt deux mthodes numriques, les
diffrences finies et les lments finis, du fait de la complexit de celui-ci. Le modle
thermique dvelopp par diffrences finies a t ensuite intgr dans notre modle mcanique
(mthode des trajectoires). Celui-ci a donc pu tre tendu pour pouvoir utiliser des lois
dcoulement qui dpendent de la temprature et donc pouvoir simuler le laminage
asymtrique chaud. Les prdictions du champ de temprature ont t confrontes aux
rsultats de calculs par lments finis obtenus avec le code Abaqus. Finalement, une tude
simple du dveloppement de la texture cristallographique au cours du laminage a t ralise.
t
e
l
-
0
0
6
0
9
2
1
9
,
v
e
r
s
i
o
n
1
-
1
8
J
u
l
2
0
1
1
Vous aimerez peut-être aussi
- p1 p2 p3Document9 pagesp1 p2 p3SirineJamoussi100% (3)
- RedressDocument7 pagesRedressRaouf ToutouPas encore d'évaluation
- Sujet Productique Mai 2014 PDFDocument21 pagesSujet Productique Mai 2014 PDFsoufiane Ok100% (2)
- Dilatation 20et 20retraitDocument7 pagesDilatation 20et 20retraitKamel FedaouiPas encore d'évaluation
- 13 - Sciences Physiques Energie Cinétique - Mouvement D'un Projectile - 3ème Sciences Exp (2010-2011) MR Adam BoualiDocument2 pages13 - Sciences Physiques Energie Cinétique - Mouvement D'un Projectile - 3ème Sciences Exp (2010-2011) MR Adam BoualiYouness SinePas encore d'évaluation
- Série D'exercices N°3 (Avec Correction) - Chimie Symbole - Masse Et Composition de L'atome - 2ème TI (2010-2011) MR Abdessatar CorrigéDocument3 pagesSérie D'exercices N°3 (Avec Correction) - Chimie Symbole - Masse Et Composition de L'atome - 2ème TI (2010-2011) MR Abdessatar CorrigémichelPas encore d'évaluation
- Afzal & Bushra 2002) Structure of The Turbulent Hydraulic Jump in A Trapezoidal ChannelDocument10 pagesAfzal & Bushra 2002) Structure of The Turbulent Hydraulic Jump in A Trapezoidal Channelatamed32Pas encore d'évaluation
- DB KSO 25 R FRDocument6 pagesDB KSO 25 R FRsdoubi02Pas encore d'évaluation
- FR PDF Egsf Et EgfaDocument2 pagesFR PDF Egsf Et EgfaMajdi BelguithPas encore d'évaluation
- Chapitre 1 NOTIONS FONDAMENTALES DE LA CHIMIEDocument9 pagesChapitre 1 NOTIONS FONDAMENTALES DE LA CHIMIEZinou BourbiaPas encore d'évaluation
- 2005 Maroc Spe CorrectionDocument2 pages2005 Maroc Spe CorrectionNada LaaballiPas encore d'évaluation
- Espace Vectoriel - CopieDocument6 pagesEspace Vectoriel - CopieSoma DayPas encore d'évaluation
- Bts Cira U41Document19 pagesBts Cira U41Taher NaamaPas encore d'évaluation
- Chapitre 2 Capteur - Cond 2014-2015 PDFDocument36 pagesChapitre 2 Capteur - Cond 2014-2015 PDFFarid AfifiPas encore d'évaluation
- 290 ExtDocument5 pages290 Extdarkman22Pas encore d'évaluation
- Guide de Raccordement Au Réseau BT Version FinaleDocument6 pagesGuide de Raccordement Au Réseau BT Version FinaleJoel PendjemePas encore d'évaluation
- Condensateurs Circuit RC PDFDocument3 pagesCondensateurs Circuit RC PDFndiouma dioufPas encore d'évaluation
- Raccordement VerticaleDocument15 pagesRaccordement VerticaleMEHDIDPas encore d'évaluation
- Chapitre 2Document21 pagesChapitre 2abdoPas encore d'évaluation
- TD de Mécanique: Exercice N°1Document5 pagesTD de Mécanique: Exercice N°1Lengani Abdoul Kader100% (1)
- Dosage TitrageDocument9 pagesDosage TitrageRodrigue Tchoffo0% (1)
- Transformateurs ImmergésDocument12 pagesTransformateurs Immergéssat74Pas encore d'évaluation
- CNC 2004 MP Maths 2 CorrigeDocument5 pagesCNC 2004 MP Maths 2 CorrigeAbderrahman SrailPas encore d'évaluation
- 476 S - Distributeurs HydrauliquesDocument43 pages476 S - Distributeurs Hydrauliquesanadif18967100% (5)
- Sujets 49-54 PDFDocument3 pagesSujets 49-54 PDFCoul AdamoPas encore d'évaluation
- Hamiltonien Moléculaire - WikipédiaDocument8 pagesHamiltonien Moléculaire - WikipédiaTroy InfectOnePas encore d'évaluation
- Cours01 02Document80 pagesCours01 02Adel KridPas encore d'évaluation
- Devoir PCDocument5 pagesDevoir PCAmadou KonfePas encore d'évaluation