Académique Documents
Professionnel Documents
Culture Documents
FormingPotential FR PDF
Transféré par
yoan116Titre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
FormingPotential FR PDF
Transféré par
yoan116Droits d'auteur :
Formats disponibles
Le Potentiel de lAcier Inoxydable au Formage
Srie Matriaux et Applications, Volume 8
L e P o t e n t i e l d e l A c i e r I n o x y d a b l e a u F o r ma g e
Euro Inox
Euro Inox est lassociation europenne pour le dveloppement de lacier inoxydable. Les membres dEuro Inox sont : les producteurs europens dacier inoxydable, les associations nationales de dveloppement de lacier inoxydable, les associations reprsentant les producteurs dlments dalliage. Euro Inox a pour principal objectif de faire connatre les caractristiques spcifiques des aciers inoxydables. Lassociation vise galement une utilisation accrue de lacier pour les applications dj existantes et la promotion de nouveaux marchs. Euro Inox organise des confrences et des sminaires et publie des guides techniques sous forme imprime et lectronique. Elle sadresse aux architectes, auteurs de projet, responsables des matriaux, transformateurs et utilisateurs pour les familiariser avec ce matriau. Euro Inox soutient galement des recherches techniques et assure des tudes de march. Membres part entire
Acerinox www.acerinox.es ArcelorMittal Stainless Belgium ArcelorMittal Stainless France www.arcelormittal.com Outokumpu www.outokumpu.com ThyssenKrupp Acciai Speciali Terni www.acciaiterni.it ThyssenKrupp Nirosta www.nirosta.de
Membres associs
Acroni www.acroni.si British Stainless Steel Association ( BSSA ) www.bssa.org.uk Cedinox www.cedinox.es Centro Inox www.centroinox.it Informationsstelle Edelstahl Rostfrei www.edelstahl-rostfrei.de Institut de Dveloppement de lInox ( I.D.-Inox ) www.idinox.com International Chromium Development Association ( ICDA ) www.icdachromium.com International Molybdenum Association ( IMOA ) www.imoa.info
ISBN 978-2-87997-212-1 978-2-87997-211-4 version anglaise 978-2-87997-213-8 version italienne 978-2-87997-214-5 version espagnole 978-2-87997-215-2 version finnoise 978-2-87997-216-9 version sudoise 978-2-87997-217-6 version nerlandaise 978-2-87997-218-3 version allemande 978-2-87997-219-0 version polonaise 978-2-87997-220-6 version tchque 978-2-87997-221-3 version turque
Nickel Institute www.nickelinstitute.org Paslanmaz elik Dernei ( PASDER ) www.turkpasder.com Polska Unia Dystrybutorw Stali ( PUDS ) www.puds.pl SWISSINOX www.swissinox.ch
L e P o t e n t i e l d e l A c i e r I n o x y d a b l e a u F o r ma g e
Sommaire
Le Potentiel de lAcier Inoxydable au Formage Premire dition 2008 ( Srie Matriaux et Applications, Volume 8 ) Euro Inox 2008 Editeur Euro Inox Sige de lorganisation : 241 route dArlon, 1150 Luxembourg Grand-Duch du Luxembourg Tl. : +352 26 10 30 50 / Fax : +352 26 10 30 51 Direction gnrale Diamant Building, Bd. A. Reyers 80 1030 Bruxelles, Belgique Tl. : +32 2 706 82 67 / Fax : +32 2 706 82 69 E-mail : info@euro-inox.org Site Web : www.euro-inox.org Auteur Benot Van Hecke, Hasselt ( B ) Traduction Marie-Christine Danel, Maresquel-Ecquemicourt ( F ) Crdits photos Photographies de couverture : HDE Solutions, Menden ( D ) ThyssenKrupp Nirosta, Krefeld ( D ) Alessi, Crusinallo ( I ) Limite de responsabilit Euro Inox a fait de son mieux pour que les informations prsentes dans cette publication soient techniquement correctes. Cependant, le lecteur est avis que son contenu na quun but dinformation gnrale. Euro Inox, ses membres, son personnel et ses consultants, rejettent expressment toute responsabilit juridique ou financire en cas de perte, dommage ou blessure rsultant de lutilisation des informations contenues dans ce document. 1. Introduction 3 2. Caractristiques mcaniques 4 3. Potentiel de formage de linox 5 4. Finition de surface 5 5. Nuds hydroforms pour chssis automobiles 6 6. Conception hyginique grce des surfaces sans soudure 8 7. Efficacit des pompes grce des corps hydroforms 10 8. Repoussage de mtal pour des formes exclusives 12 9. Jantes de roues dcoratives par repoussage 14 10. Profils lamins froid pour une rsistance ingale 16 11. Plaques dchangeurs thermiques formes par explosion 18 12. Cache-crous par emboutissage profond pour la dcoration de roues 20 13. Tle ondule pour des capacits de fret plus importantes 22 14. Rfrences 24 Droit dauteur Cet ouvrage est protg par le droit dauteur. Euro Inox dtient tous les droits de traduction dans toute langue, de rimpression et de rutilisation des illustrations, citations et radio- et tldiffusion. Il est interdit de reproduire une partie quelconque de cette publication, de la stocker dans un systme darchivage, ou de la transmettre sous une forme quelconque par nimporte quel moyen, lectronique, mcanique, photocopie, enregistrement ou autre, sans lautorisation crite pralable du propritaire des droits de reproduction, Euro-Inox, Luxembourg. Les contrevenances peuvent tre passibles de poursuites judiciaires et de versement de dommages et intrts ainsi que des dpens et frais juridiques, et sont passibles de poursuites aux termes de la lgislation du Luxembourg sur le droit dauteur et de la rglementation de lUnion Europenne. 1
L e P o t e n t i e l d e l A c i e r I n o x y d a b l e a u F o r ma g e
A propos des aciers inoxydables
Les aciers inoxydables sont des alliages de fer avec une teneur minimale en chrome de 10,5 % ( du poids ) et un maximum de 1,2 % en carbone, ncessaires pour assurer la formation dune couche doxyde autorparante appele couche passive qui apporte une rsistance la corrosion lalliage. Cest la dfinition des aciers inoxydables suivant lEN 10088-1. La teneur en lments dalliage influence largement la structure mtallurgique de lacier inoxydable et elle dtermine quatre familles dacier inoxydable, chacune avec ses propres caractristiques mcaniques, physiques et chimiques1 : Aciers inoxydables austnitiques : Fe-Cr-Ni, C < 0,1 % ( amagntiques ) Aciers inoxydables ferritiques : Fe-Cr ( > 10.5 % ), C < 0,1 % ( magntiques ) Aciers inoxydables duplex : Fe-Cr-Ni, structure combine austnitique-ferritique ( magntique ) Aciers inoxydables martensitiques : Fe-Cr, C > 0,1 % ( magntiques et aptes la trempe ) Ces familles comportent galement des nuances contenant dautres lments, comme du molybdne, du titane, du niobium et de lazote. Les aciers inoxydables austnitiques reprsentent approximativement les deux tiers de lutilisation de lacier inoxydable dans le monde. Les nuances austnitiques EN 1.4301/1.4307 ( AISI 304/304L ) et EN 1.4401/1.4404 ( AISI 316/316L ), la nuance ferritiques EN 1.4016 ( AISI 430 ) et leurs variantes, sont les aciers inoxydables les plus connus et dont la commercialisation est la plus largement rpandue. Les principales caractristiques de lacier inoxydable peuvent se rsumer de la faon suivante : rsistance la corrosion attrait esthtique rsistance loxydation faible cot de cycle de vie ( peu dentretien ) recyclabilit totale neutralit biologique facilit de mise en uvre rapport lev rsistance mcanique-poids
Si la surface de lacier inoxydable est usine ou endommage accidentellement, la couche passive se reforme instantanment, en prsence de loxygne de lair ou de leau.
Pour de plus amples informations concernant les caractristiques chimiques, mcaniques et physiques des aciers inoxydables, consulter le site www.euro-inox.org/technical_tables ( base de donnes interactive ) ou la brochure Tables of Technical Properties ( Materials and Applications Series, Volume 5 ) , 2me dition, Luxemburg: Euro Inox, 2007.
1
L e P o t e n t i e l d e l A c i e r I n o x y d a b l e a u F o r ma g e
1 Introduction
Lacier inoxydable prsente une grande aptitude la mise en forme, en raison de ses excellentes caractristiques mcaniques. Grce un rapport lev rsistance mcanique-poids du matriau et ses caractristiques uniques lallongement et lcrouissage, il peut rpondre beaucoup de formes complexes, en trois dimensions et sans soudure. Comme son utilisation dans ces conceptions ne modifie aucune de ses qualits bien connues de rsistance la corrosion et loxydation, de mme questhtiques, lacier inoxydable constitue souvent un matriau de choix pour des produits destins la fois aux industries et aux consommateurs. Le cot de fabrication comprend : le cot de la matire le cot de la transformation Bien que lacier inoxydable ne soit pas toujours le matriau le moins cher, les simplifications dans le processus de fabrication auxquelles son utilisation peut conduire, peuvent largement compenser le cot plus lev dachat de la matire par exemple, en rduisant le nombre de passes demboutissage ou les traitements thermiques.
Les fts bire et boissons ( gnralement de 20 770 l ) peuvent tre fabriqus de diffrentes faons, grce aux caractristiques polyvalentes de lacier inoxydable. Les conceptions en trois lments ( exemple de gauche ) constituent une option, avec deux fonds bombs et une tle en acier inoxydable croui pour la partie mdiane. Lcrouissage de lacier inoxydable lamin froid renforce ses caractristiques mcaniques. Lutilisation dune tle crouie pour la partie mdiane va amliorer la rsistance mcanique du ft ou rendre possible lutilisation de parois plus minces pour une rsistance mcanique identique. Cette conception peut avoir la prfrence si une diminution du poids est un facteur-cl. En alternative, la capacit au formage de lacier inoxydable permet une conception en deux parties ( exemple de droite ), compose de moitis identiques embouties. Cette conception est prfrable lorsque lallgement en poids est le paramtre essentiel. En dehors de son potentiel au formage, lacier inoxydable est le matriau le mieux adapt au contact alimentaire car il rpond aisment aux Rglementations Europennes sur la scurit alimentaire. Conception en trois lments par rapport deux lments. Photos : AEB, Vimercate ( I )
L e P o t e n t i e l d e l A c i e r I n o x y d a b l e a u F o r ma g e
2 Caractristiques mcaniques
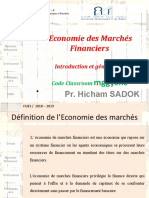
Evaluer laptitude la mise en forme de tout matriau implique de comprendre ses caractristiques mcaniques. Parmi les critres dvaluation mcanique les plus courants, on peut citer : Rsistance mcanique : le degr de rsistance dun matriau la dformation peut se dfinir, soit en terme de : lasticit ou dformation plastique permanente ( do limite lastique Rp ), ou par rupture ( do rsistance la traction Rm ) Duret : le degr de rsistance lindentation permanente par une charge applique. Tnacit : la capacit absorber lnergie de dformation avant rupture. Ductilit : la capacit la dformation plastique sans rupture. Les concepts rsistant et faible , dur et mou , tenace et fragile dfinissent les diffrents aspects des caractristiques mcaniques dun matriau et il ne faut pas les confondre. Certaines de ces caractristiques peuvent tre mesures par un essai de traction. Gnralement, la mise en graphique des rsultats dun essai de traction pour diffrents aciers inoxydables mesure la contrainte en fonction de lallongement relatif. Lextrmit des courbes correspond au pourcentage dallongement la rupture et une mesure de la ductilit du matriau. La zone en dessous de chaque courbe indique la quantit dnergie absorbe par le matriau avant quil ne casse et constitue ainsi une mesure de sa tnacit. 4
Courbes de traction pour diffrents types d'acier inoxydable.
2 Contrainte ( MPa )
1250
1.4028 martensitique tremp et revenu
1000 750 500
1.4521 ferritique 1.4401 austnitique 1.4462 austno-ferritique
250 0
10
20
30 40 50 Dformation ( % )
60
70
Les aciers martensitiques disposent dune rsistance leve la traction et dune faible ductilit ( ou formabilit ) tandis que les aciers austnitiques ont une rsistance la traction moindre et une ductilit leve. Les aciers austno-ferritiques ( ou duplex ) et les aciers ferritiques occupent une position intermdiaire. La limite lastique des aciers ferritiques est gnralement suprieure celle des aciers austnitiques, alors que la limite lastique du duplex est bien plus leve que celle la fois des nuances ferritiques et austnitiques. Les aciers ferritiques et duplex ont une ductilit similaire2. A lexception des aciers inoxydables martensitiques, les relations habituelles qui figurent dans le graphique sont valables pour ltat recuit dans lequel les aciers inoxydables sont gnralement fournis. Pour ne rien omettre et bien comprendre le potentiel de lacier inoxydable au formage, il est important de savoir que les caractristiques mcaniques du matriau dpendent : de lanalyse chimique du traitement thermique ( pour les aciers inoxydables martensitiques )
2 Vous trouverez de plus amples informations concernant la particularit des essais de duret et de tnacit ( que lon appelle galement rsistance au choc ) pour les aciers inoxydables dans : CUNAT, Pierre-Jean, Travailler les aciers inoxydables ( Srie Matriaux et Applications, Volume 2 ), Paris: Sirpe, 1998.
L e P o t e n t i e l d e l A c i e r I n o x y d a b l e a u F o r ma g e
de lcrouissage ( pour les aciers inoxydables austnitiques et duplex ). Cette dernire proprit sapplique au fait que lon peut atteindre des niveaux levs de rsistance mcanique grce lcrouissage des aciers inoxydables. En effet, ce comportement de durcissement
par crouissage distingue ces aciers de la plupart des autres matriaux mtalliques. Toutefois, les aciers inoxydables austnitiques et duplex offrent gnralement une combinaison intressante de rsistance mcanique et daptitude au formage, qui permet des gains de poids.
3 Potentiel au formage de linox
Pour illustrer le potentiel au formage de lacier inoxydable, nous prsentons neuf tudes de cas de conceptions aussi bien pour des applications industrielles que pour la vie courante. Chaque tude de cas dcrit succinctement : les principes de lopration de formage les caractristiques du matriau pour le produit dsign les proprits qui rendent lacier inoxydable ligible la fabrication actuelle du produit avec de lacier inoxydable3
4 Finition de surface
La Norme Europenne EN 10088-2 donne des informations concernant les tats de surface disponibles ( et leur terminologie ) pour lacier inoxydable4. Parmi les tats de surface les plus courants et leurs plages habituelles dpaisseurs pour des applications en formage, on peut citer : lamin froid glac 2B ( 0,40 8,00 mm ) lamin froid recuit brillant 2R ( < 3,00 mm ) lamin froid poli ( 2G ) ou bross ( 2J ) On utilise galement des tats de surface lamins chaud ( 1D ; > 2,00 mm ) et crouis ( 2H ; < 6,00 mm ). Pour la plupart des matriaux, une importante dformation dgrade gnralement laspect de surface. Dans le cas de lacier inoxydable, toutefois, on peut souvent obtenir des formes relativement complexes sans la ncessit dun parachvement mcanique. Par exemple, certains viers conomiques en acier inoxydable sont fabriqus directement partir dune tle dacier inoxydable en recuit brillant ( 2R ) sans aucun polissage supplmentaire. Le fait que ltat de surface subsiste aprs lopration de formage rend la combinaison du matriau et de la technique de formage avantageuse.
Etats de surface gnralement aptes au formage : 2B, 2R et 2G/2J.
3 Cette brochure est destine indiquer des processus slectionns qui optimisent lutilisation du potentiel de formage de lacier inoxydable. Pour de plus amples informations concernant les socits qui peuvent les mettre en uvre, contacter Euro Inox ou ses membres. 4 Voir lAnnexe B du Guide des tats de surface de lacier inoxydable ( Srie Construction, Volume 1 ), Luxembourg : Euro Inox, 2000.
L e P o t e n t i e l d e l A c i e r I n o x y d a b l e a u F o r ma g e
5 Nuds hydroforms pour chssis automobiles
Avec lhydroformage, il est possible de crer des formes complexes partir de tubes. Cela implique : dinsrer un tube en acier inoxydable dans la matrice dobturer les deux extrmits de remplir le tube de fluide ( gnralement de leau ou de lhuile ) dexercer une pression sur lacier inoxydable par leffet combin de la pression ( radiale ) du fluide et de la compression ( axiale ) des extrmits de tubes. Le processus, qui peut tre utilis pour former pratiquement toute forme complexe, prsente les avantages suivants par rapport aux techniques conventionnelles : surface de la pice intacte ( aucun grippage de poinon ou de coloration par le lubrifiant ) tolrances de forme plus serres principe depuis des annes, laide dune structure de tubes souds en acier inoxydable. Traditionnellement, cela a impliqu lutilisation dassemblages effectus par cintrage, dcoupage et soudage ( image en haut droite ). Parmi les avantages de lassemblage de noeuds hydroforms, on peut citer : le remplacement dassemblages souds traditionnels de tubes complexes coups longueur la sparation des cordons de soudure et de la dcoupe de la zone dforme Parmi les points forts, on peut noter : standardisation de la fabrication solutions modulaires rigidit et rsistance mcanique suprieures avec un allgement du poids diminution des cots
Fabrication de nuds pour chssis automobiles
On tend considrer les squelettes tubulaires automobiles en mtal ( image en bas gauche ) comme des solutions pour assembler des carrosseries. Dans la ralit, les fabricants de bus appliquent ce
Conception l: P-J Cunat, Joinville-le-Pont ( F )
Photo: HDE Solutions, Menden ( D )
Outil dhydroformage et photo : ArcelorMittal Centre Auto-Applications, Montataire
Assemblage de squelette tubulaire automobile avec nuds hydroforms. Photo: ArcelorMittal Stainless Europe, La Plaine Saint-Denis ( F )
L e P o t e n t i e l d e l A c i e r I n o x y d a b l e a u F o r ma g e
Comportement en dformation de lacier inoxydable lors de lhydroformage
Lors de lhydroformage, certaines zones se dforment largement, ce qui conduit un durcissement par crouissage du mtal. Cet avantage supplmentaire de lacier inoxydable conforte les proprits mcaniques du composant en renforant son comportement statique et la fatigue. Les zones dformes, lorsque la dformation est au maximum, se situent lextrieur des zones soudes. Cela est loppos dun assemblage classique, dans lequel les zones soudes sont aussi les zones les plus critiques.
Noeud hydroform Photo: HDE Solutions, Menden ( D )
Avantages dun noeud hydroform en acier inoxydable
Parmi les atouts dune combinaison hydroformage et acier inoxydable, on peut citer : un meilleur alignement axial une perpendicularit parfaite ( aucun risque de dformations thermiques la suite du soudage ) la possibilit dun soudage automatis ( sur le nud plutt qu lintrieur du noeud ) une prcision ingale paisseur/gomtrie une meilleure rpartition des tensions Rsultat : moins de pices, moins de ferraillage, moins de matrices et de matire, do une rduction du cot.
Arceau de toit noeud hydroform arceau arrire
Conception et photographie : ArcelorMittal Stainless Europe, La Plaine Saint-Denis ( F )
L e P o t e n t i e l d e l A c i e r I n o x y d a b l e a u F o r ma g e
6 Conception hyginique grce des surfaces sans soudure
Parmi les critres de conception applicables aux ustensiles de cuisine pour le contact alimentaire, on peut citer : surfaces hyginiques, faciles nettoyer diffusion thermique efficace ( pour la cuisson ), avec toutefois des poignes anti-chaleur rsistance aux chocs et lusure Au-del des aspects techniques, des considrations de mode de vie ajoutent des critres de finition et de forme la liste. Le processus de fabrication dun faitout haut de gamme, reprsent ci-dessous, montre pourquoi lacier inoxydable a constitu le matriau de choix pour rpondre ces dfis depuis des dcennies.
Transformation dun disque plat en mtal en un corps creux
De faon surprenante, la fabrication de cet lgant rcipient commence partir dun disque plat, dune paisseur de 1 mm et dun diamtre de 400 mm environ. La nuance EN 1.4301 avec une finition lamine froid 2B ( ltat de livraison du laminoir ) va absorber la dformation considrable applique par la ou les presse( s ) concerne( s ). Le diamtre du disque est rduit de moiti lors de ce processus ce qui constitue peu prs la limite de capacit5 de formage du matriau. Lacier inoxydable peut supporter des formes plus profondes, condition que sa capacit de dformation plastique soit restaure. Cela seffectue grce un traitement thermique intermdiaire ( le recuit ) plus de 1000 C. A ces tempratures, les surfaces en acier inoxydable soxydent. Comme cette surface noirtre pourrait contaminer loutillage en aval des presses et rendre le polissage plus difficile, un traitement chimique est effectu la surface pour lliminer et restaurer ltat passif de la surface. La forme cylindrique restaure peut dsormais tre emboutie en des longueurs plus importantes.
Rapport limite demboutissage ( LDR - Limiting Drawing Ratio ) = D/d.
Les valeurs LDR courantes pour les aciers inoxydables se situent entre 1.8 et 2.
5 Le rapport limite demboutissage ( LDR - Limiting Drawing Ratio ) dsigne le facteur du diamtre maximal de flan ( D ) qui peut tre embouti en une tape par un cylindre de diamtre ( d ).
L e P o t e n t i e l d e l A c i e r I n o x y d a b l e a u F o r ma g e
De lembouti lobjet final
Pour ladapter au chauffage induction, on applique sur le fond du rcipient un disque dacier inoxydable ferritique ( Cr ). Ce dernier est magntique, contrairement lacier inoxydable austnitique ( Cr-Ni ) partir duquel le corps est fabriqu. Pour une diffusion optimale de la chaleur, on insre un disque en aluminium entre les deux. Les trois lments sont assembls par une opration de frappe froid et de brasage.
Le formage de lacier inoxydable ne se limite pas des formes cylindriques. On peut apporter un profile courbe plus complexe ( gauche sur la photo ) au cylindre ( droite ) laide dune matrice en mtal en deux parties de la forme finale exige, et dun emporte-pice ( au centre ) constitu dune srie de disques de polymre dur de caractristiques variables.
Bien que laspect mat du disque initial nait rien de laspect dun ustensile de cuisine de haut de gamme, sa rugosit de surface est suffisamment faible pour rendre un bon parachvement post-fabrication. Ds que les principales tapes dassemblage sont termines, le corps du rcipient peut tre meul et poli. Il existe de nombreux produits grains abrasifs, de tampons Scotch-Brite et de ptes davivage ( pour la finition finale ).
Un matriau convenant bien aux applications hyginiques
Grce ses proprits de soudage, de formage et de finition, lacier inoxydable rpond facilement aux impratifs des ustensiles de cuisine qui se caractrisent par une forme sans soudure ( pour lhygine ), des surfaces anti-adhrentes, une rigidit long terme, une adaptabilit au chauffage induction, etc. Lutilisation de ces formes peut tre tendue, en dehors de la batterie de cuisine, dautres applications avec des impratifs dhygine.
Les poignes, fabriques partir dune barre ronde ou plate, sont soudes au corps du rcipient. En limitant la surface de contact et avec de lacier inoxydable austnitique ( qui dispose dune conductivit thermique plus faible que dautres aciers ), elles sont optimises pour une utilisation en toute scurit et anti-chaleur.
Photos: Zani Serafino, Lumezzane ( I )
L e P o t e n t i e l d e l A c i e r I n o x y d a b l e a u F o r ma g e
7 Efficacit des pompes grce des corps hydroforms
Principaux lments dune pompe centrifuge traditionnelle
mente en mme temps que la spirale sallonge. Cela permet la vitesse du fluide de diminuer ( ncessaire pour augmenter sa pression ) avec un minimum de frottement. La fabrication dun corps en spirale mtallique qui respecte ces principes complexes de conception, constitue vritablement un challenge. Une pompe centrifuge augmente lnergie ( cre par un moteur ) du fluide qui y circule, en le dplaant et en augmentant sa pression. Elle est principalement compose : dun moteur lectrique et un axe dun corps fixe ( bleu clair ) dune turbine en rotation ( vert ) dun joint ( bleu ) et un support ( rouge ) La turbine transforme lnergie du moteur en nergie de fluide ( cette dernire tant la somme de la pression, de lnergie cintique et de lnergie potentielle ). La finalit hydraulique du corps est de guider le fluide dans la turbine ct entre, de sparer la zone de basse pression de celle de la haute pression et dentraner le fluide schapper de la turbine vers la sortie, en augmentant encore sa pression par la diminution de sa vitesse. Dun point de vue mcanique, le corps doit rsister la pression en service, maintenir la pompe ( en fonction du modle ) et absorber les tensions des canalisations qui y sont relies.
Des corps mouls aux corps emboutis
La dmarche habituelle est dutiliser des pices moules en fonte, en acier ou en bronze pour le corps. Rcemment, des corps par emboutissage profond en acier inoxydable sont apparus, combinant un rapport rsistance/poids suprieur et les proprits
Corps en fonte
Corps en acier inoxydable par emboutissage profond
ingales de mise en forme de lacier inoxydable, pour laborer un produit la fois trs lger et mcaniquement trs rsistant.
Avantages de lacier inoxydable
Pompe centrifuge avec corps en acier inoxydable
Le rle du corps en spirale
De faon augmenter encore la pression du fluide lorsquil quitte les aubes de turbine, le corps se caractrise par une forme en spirale, dont la section transversale aug-
Forme de corps en spirale
Les corps en acier inoxydable garantissent :
10
L e P o t e n t i e l d e l A c i e r I n o x y d a b l e a u F o r ma g e
une absence de contamination par le matriau du corps ( par ex. pour leau potable ) rsistance la corrosion dans une large gamme de milieux moyennement agressifs poids rduit tout en amliorant les caractristiques mcaniques ( ce qui donne des pompes compactes faciles manipuler ) aspect de surface attractif et facilit dentretien
Corps de pompe partir dun flan embouti en acier inoxydable. Lentre se situe lavant et le liquide schappe du corps grce un orifice hydroform sur le dessus.
ne constitue quun seul lment vitant ainsi les soudures et diminuant le risque de corrosion.
Elaboration dun corps de pompe en acier inoxydable hydroform
En partant dun flan circulaire, en acier inoxydable ( dune paisseur de 1,5 mm 3 mm, en fonction du modle ), les oprations suivantes permettent llaboration du corps : emboutissage pour donner au corps le volume ncessaire hydroformage du corps en spirale laide dune pression deau > 1000 bars perage et fraisage des orifices soudage des accessoires et du support pour lextrieur
efficacit ingale de la pompe grce une surface lisse
Avantages de lhydroformage
La conception des corps peut savrer trs simple ( section transversale circulaire ) ou trs complexe ( par lintgration dun corps en spirale ). Ce dernier, gnralement fabri-
Le corps en spirale sintgre dans le corps de pompe par hydroformage. Lorifice dvacuation est particulirement soign pour renforcer lefficacit en service.
qu en soudant deux coquilles ensemble, offre une efficacit renforce de la pompe. Lhydroformage, toutefois, rend possible lintgration du corps en spirale dans une conception de corps en acier inoxydable et
Photos: Ebara Pumps Europe, Cles ( I )
Etapes de fabrication du corps : emboutissage profond, hydroformage, perage et retouche, pose des accessoires.
11
L e P o t e n t i e l d e l A c i e r I n o x y d a b l e a u F o r ma g e
8 Repoussage de mtal pour des formes exclusives
Le repoussage de mtal est un procd de formage qui ne comporte aucune perte de mtal. Il implique : un flan circulaire en mtal ou un embouti prform un galet de repoussage un mandrin mont sur un tour de symtrie circulaire Le flan est dform sur le mandrin par tapes, tandis que le mandrin et le flan sont entrans par le tour. En raison des pressions leves en prsence, la lubrification est essentielle pour viter ladhrence de la pice sur le mandrin, ce qui pourrait provoquer des endommagements de surface. Ce procd de repoussage au tour implique gnralement moins dinvestissements en capital, moins doutillage, des cots moindres de montage et de changement et il est moins gourmant en nergie que ne lest le procd demboutissage la presse. Toutefois, comme sa productivit est faible,
Diagrame : Leifeld Metal Spinning, Ahlen ( D )
Diagrame : Leifeld Metal Spinning, Ahlen ( D )
il convient plus au prototypage et aux petites sries. Le processus est mis en uvre sans chercher diminuer lpaisseur du mtal. En alternative, on peut obtenir des formes coniques en une seule tape, condition davoir un angle douverture minimal denviron 12 ( ou moins, sil y a plusieurs tapes ). Le diamtre de lextrmit ouverte du cne correspond au diamtre initial du disque, on amincit donc lpaisseur de paroi ( en fonction de langle ). Ce procd sappelle fluotournage.
En alternative aux procds conventionnels de formage, tel que lemboutissage, le repoussage est idal pour les formes coniques ou cylindriques. On retrouve ces formes trs souvent dans les objets usuels de la vie courante et mme dans lindustrie. On peut obtenir des rapports levs hauteur/ diamtre, en partant juste dun disque en acier inoxydable en deux dimensions Photo: ThyssenKrupp Nirosta, Krefeld ( D )
12
L e P o t e n t i e l d e l A c i e r I n o x y d a b l e a u F o r ma g e
Repoussage au tour de lacier inoxydable
La force exerce par loutil induit des contraintes par compression dans le flan en acier inoxydable, ce qui conduit rapidement un crouissage et limite la formabilit ultrieure. Cest pourquoi le repoussage nest principalement utilis quavec des paisseurs limites. Le procd convient idalement des nuances avec une limite lastique faible et un taux dcrouissage faible, ce qui est le cas des nuances ferritiques ( par exemple EN 1.4016 ) et de certains aciers austnitiques ( appels austnitiques stables ) crouissage rduit, comme lEN 1.4301 ou, un degr suprieur, lEN 1.4303. Le repoussage au tour donne des formes en acier inoxydable avec un degr lev de symtrie circulaire. En consquence, le polissage post-fabrication de ces pices peut gnralement tre effectu moindre cot.
Un pied de tabouret trs tendance en acier inoxydable
Un pied de tabouret est un produit haute symtrie circulaire. Comme le pied du tabouret doit tre suffisamment lourd pour apporter la stabilit, les mtaux ferreux ( acier doux ou inoxydable ) conviennent mieux cette pice que laluminium, dont la densit est un tiers de celle des alliages en acier. Le pied tant une pice qui ncessite de frquents nettoyages, les pices en acier peint ont tendance ne pas rsister longtemps : lusage rgulier des produits de nettoyage provoque lcaillement de la peinture, ce qui nest esthtiquement pas compatible avec du mobilier de haut de gamme. La fabrication de pieds de tabouret par repoussage de mtal en acier inoxydable sest avr une excellente alternative ce problme. La haute symtrie circulaire des produits repousss en acier inoxydable facilite le polissage ou lavivage post-fabrication, comme le reprsente lillustration du pied de tabouret. La finition en une surface lisse, lamine froid en acier inoxydable reprsente un cot de prparation trs modique.
Un tabouret de bar possde une symtrie circulaire haute. Le pied en acier inoxydable est rsistant tous produits de nettoyage agressifs. Photo: Thate, Preetz ( D )
Photo: Thate, Preetz ( D )
13
L e P o t e n t i e l d e l A c i e r I n o x y d a b l e a u F o r ma g e
9 Jantes de roues dcoratives par repoussage
Les propritaires de voitures en qute doriginalit recherchent de plus en plus personnaliser leurs vhicules leur got. Les jantes haut de gamme constituent lexpression de cette tendance. Le repoussage au tour tant un procd de formage adapt aux petites sries, les jantes en acier inoxydable selon cette technique offrent les avantages suivants : rapport lev rsistance-poids ( permettant des structures lgres ) rsistance renforce grce lcrouissage surface lamine froid lisse, facilitant le polissage
meilleure rsistance la corrosion que les matriaux mtalliques traditionnels. absence de peinture de revtement ( qui peut scailler )
Assemblage dune jante de roue de conception typique
Les roues dcoratives de voiture peuvent tre fabriques en deux ou trois lments, en fonction du modle. Un modle en trois lments se caractrise par : un moyeu en toile ( le plus souvent en aluminium moul ) une jante intrieure ( gnralement en aluminium moul ) une jante extrieure ( susceptible dtre en acier inoxydable ) Le moyeu en toile est boulonn la jante intrieure grce la jante extrieure, laide de boulons en alliage noble pour viter une corrosion galvanique. La jante extrieure en acier inoxydable est forme par repoussage au tour, suivi dun polissage automatique. En plus dapporter une surface visuellement attractive,
Assemblage du moyeu en toile par la jante extrieure en acier inoxydable sur la jante intrieure.
Roue haut de gamme en trois parties : le moyeu en toile ( en haut ), la jante intrieure ( au milieu ) et la jante extrieure ( en bas ). Cette dernire est en acier inoxydable, qui combine une rsistance leve un faible poids et une surface lisse.
le polissage renforce la rsistance la corrosion de cette pice, qui sera expose des conditions atmosphriques variables, et ventuellement aux sels de dverglaage. Pour le fabricant, lutilisation de lacier inoxydable vite davoir mettre en uvre un traitement de surface final de la jante extrieure, bien peu respectueux de lenvironnement.
14
L e P o t e n t i e l d e l A c i e r I n o x y d a b l e a u F o r ma g e
Repoussage de la jante extrieure en acier inoxydable
On forme la jante extrieure partir de flans circulaires en acier inoxydable. Ils peuvent tre fournis directement par le fournisseur, ou dcoups partir dbauches carres. Pour faciliter la fabrication, les trous dassemblages sont effectus avant que nintervienne le repoussage. Le flan est mont sur un tour, contre un mandrin circulaire. Le galet de formage exerce une pression sur le flan qui adopte petit petit la forme du mandrin. On ajoute progressivement plusieurs anneaux sur le tour, ce qui permet au flan dtre form progressivement. Il faut imprativement utiliser des lubrifiants adapts. Lors du formage froid, lacier inoxydable devient plus rsistant ( un phnomne galement appel crouissage ). Sil est trop amplifi, cet effet rend lemboutissage difficile, mais lcrouissage contribue bien plus que les proprits de tout autre alliage traditionnel la rsistance mcanique de la jante extrieure, ce qui lui permettra de rsister des chocs avec des matriaux durs ( trottoirs, pierres ).
Repoussage au tour de la jante extrieure en acier inoxydable. La rsistance mcanique de lacier inoxydable va se renforcer lors du formage, procurant ainsi un potentiel intressant pour absorber les chocs.
Rsistance mcanique suprieure des roues en acier inoxydable
Les aciers inoxydables austnitiques disposent de proprits mcaniques intressantes. Non seulement ils possdent dj une rsistance la traction ( Rm ) leve, mais les procds par formage froid comme le repoussage plus le formage ultrieur du bord de la jante extrieure vont effectivement augmenter leur rsistance mcanique. Tout en maintenant galement les jantes labri de tout dommage par une projection de graviers, cette caractristique permet lacier inoxydable de constituer un matriau de choix pour un article de haut de gamme, sensible un contact accidentel avec les routes paves.
Photos: Schmidt, Bad Segeberg ( D )
15
L e P o t e n t i e l d e l A c i e r I n o x y d a b l e a u F o r ma g e
10 Profils lamins froid pour une rsistance ingale
Le profilage constitue une mthode de fabrication bien connue pour obtenir des formes de mtal allonges, souvent complexes partir de feuillards en mtal. Si le procd est pris en compte au stade de la conception, on peut obtenir des rductions considrables en cots de production, par exemple, en vitant des assemblages souds de sous-sections en forme de C et/ou de U. Le profilage est une excellente faon de combiner plusieurs fonctions en un seul profil : acheminement de cbles, refroidissement, fixation, etc. Traditionnellement, le profilage est source de solutions pour lindustrie du btiment ( encadrements de fentres et de portes ), pour lindustrie des transports ( camions, bus et tramways ) et pour les secteurs de la construction mcanique et du mobilier de bureau. Mais dautres secteurs ( comme lautomobile ) sont galement en mergence, en raison de la capacit remarquable du profilage la valeur ajoute en intgrant diffrentes fonctions en un seul lment de construction.
Profilage de feuillards en acier inoxydable
Le procd de profilage ressemble presque parfaitement au laminage de tubes. Une ligne dunits de formage ( chacune se composant de galets de formage tremps avec une forme usine individuellement ) transforme le feuillard ( gnralement en largeurs < 1000 mm ) en un profil qui peut tre soud en un profil ferm ou laiss ouvert. Lacier inoxydable peut tre form de cette faon dans une plage dpaisseur comprise entre 0,40 mm et 8 mm, pour exploiter graduellement sa capacit exceptionnelle absorber une dformation plastique. Ce procd graduel de formage renforce les proprits mcaniques de lacier inoxydable en permettant des profils dune rsistance suprieure et dune forme complexe. Plus le nombre de phases de formage est lev, plus graduelle est labsorption de la dformation plastique et moins il y a de tension gnre dans le matriau. Cela peut tre important pour rpondre aux critres de tolrance dimensionnelle lors de lassemblage.
Valeur ajoute pour un grand nombre dapplications finales
Pour ajouter de la valeur un profil, on peut complter le procd de laminage par des oprations comme : le perage de points dimplantation le soudage de supports un cintrage ou un planage pour laborer des profils en trois dimensions
16
Photos et teste : Welser Profile AG, Gresten ( A )
L e P o t e n t i e l d e l A c i e r I n o x y d a b l e a u F o r ma g e
Profils en acier inoxydable pour caisses dautorails
Les autorails se composent traditionnellement dun chssis et dune carrosserie. La carrosserie est faite en matriaux comme de lacier au carbone peint, de laluminium ou de lacier inoxydable. Les composants en acier inoxydable peuvent tre des profils lamins partir de feuillards dune paisseur variant de 0,40 mm plus de 6 mm fournis par les laminoirs.
Illustration: Nickel Institute, Toronto ( CDN )
Allgement potentiel pour les autorails en acier inoxydable
On peut utiliser la nuance 1.4301, mais le 1.4318 ( avec ajout dazote et moins de nickel ) offre des proprits mcaniques suprieures ds le dpart. De plus, les proprits mcaniques de cette nuance sont amliores si le feuillard en acier inoxydable est renforc ( croui ) par les laminoirs avant le laminage en profils6. Lutilisation de lacier inoxydable 1.4318 pour le profilage comporte donc un potentiel ingal en conomie de poids pour les montants, les poutres et les squelettes dautorails. Des carrosseries dautorails plus lgres consomment videmment moins dnergie lors de lacclration et la dclration un atout particulirement vident pour les trains rgionaux ou urbains qui sarrtent et dmarrent frquemment. Un potentiel considrable en conomie de poids est apport par lutilisation combine de : lacier inoxydable ( au lieu de lacier au carbone ) la nuance 1.4318 ( pour une rsistance mcanique suprieure grce lcrouissage ) du profilage
6
Photo: ArcelorMittal Stainless Belgium, Genk ( B )
Parmi les autres avantages de lacier inoxydable pour les carrosseries dautorails, on peut citer : peu dentretien ( il nest pas ncessaire de peindre les carrosseries ) durabilit ( pas de perte dpaisseur long terme par lusure ) scurit anti-incendie renforce en comparaison dautres mtaux ( lgers ) rsistance aux chocs augmente ( en raison des proprits mcaniques )
Photo: Outokumpu, Espoo ( FIN )
Pour de plus amples informations, consulter le CD-ROM dEuro Inox , Stainless Steel for Structural Automotive Applications Properties and Case Studies ( Automotive Series, Volume 1, Release 3 ), Luxembourg: 2006
17
L e P o t e n t i e l d e l A c i e r I n o x y d a b l e a u F o r ma g e
11 Plaques dchangeurs thermiques formes par explosion
Le formage par explosion utilise la haute pression dynamique dune onde de choc pour emboutir une tle en mtal lintrieur de la forme dune matrice haute vitesse. Le procd est gnralement mis en uvre avec une charge dexplosif sous leau, une certaine distance de la pice former. Londe de choc agit comme un poinon. Compars des mthodes de formage plus traditionnelles, les avantages du formage par explosif permettent : le travail avec des dimensions importantes de tles ( grce lutilisation dexplosifs ) lutilisation dpaisseurs importantes de tles ( > 10 mm dans le cas des alliages de Ni ) un ventail trs tendu de formes ( en rduisant les oprations comme le soudage et le traitement thermique ) des produits rsistance mcanique leve des dimensions dune extrme prcision
insertion
soudage empilage
FORMAGE PAR EXPLOSION
TRAITEMENT THERMIQUE
soudage LAMINAGE toles
Tole
Les changeurs plaques traditionnels se composent de centaines de tles en acier inoxydable formes par explosion. Ces tles ont une paisseur entre 0,8 mm et 1,5 mm et peuvent avoir une largeur jusqu 2 m ainsi quune longueur jusqu 15 m. Aprs
Echangeurs thermiques grandes plaques
Les changeurs thermiques grandes plaques soudes se retrouvent gnralement dans les raffineries de ptrole et dans lindustrie ptrochimique. Les critres imposs pour les changeurs thermiques imposent une grande surface de contact, combine un transfert thermique haute temprature. Si la surface de contact dpasse plusieurs milliers de mtres carrs, un simple appareil de cette dimension va savrer plus conomique quun simple changeur faisceaux tubulaires.
le formage par explosion tles par tles, elles sont empiles et soudes ensemble. Les ondulations en forme de chevron des plaques crent une configuration dcoulement des fluides de passage qui garantit un transfert thermique lev. Lassemblage est insr dans une enceinte pression conforme aux codes de construction de rfrence. Le raccord entre assemblage et enceinte se fait par des soufflets de dilatation.
18
L e P o t e n t i e l d e l A c i e r I n o x y d a b l e a u F o r ma g e
Avantages de lacier inoxydable
Le matriau procure divers avantages : Les tempratures habituelles du procd en ETP stablissent de 300 550 C (avec un pic 650 C), ce qui ne constitue aucun problme pour les nuances comme EN 1.4541 ( AISI 321 ). Les aciers inoxydables rsistent des pressions en service jusqu 120 bar et des diffrences de pression entre/sortie de 40 bar. Lutilisation de vitesses de formage leves (jusqu 120 m/s) pour le formage par explosion a un effet supplmentaire de durcissement par crouissage sur tles ondules en acier inoxydable. La forme ondule (qui provoque une turbulence) allie une faible rugosit de surface (non dtriore par le procd de formage) limite le risque de colmatage ( encrassement ) et de faible rendement de lchangeur thermique. La prconisation correcte de la nuance limite le risque de corrosion induit, par exemple, par des fractions de produits ptroliers contenant du soufre. On peut utiliser des techniques conventionnelles de soudage pour assurer ltanchit de piles de plaques.
Une combinaison russie
Ni le formage par explosion ni lacier inoxydable ne sont qualifis dinnovations. Mais le dveloppement dchangeurs thermiques grandes plaques qui exploitent totalement les dimensions et les proprits de lacier inoxydable ainsi que le procd de formage par explosion permettent de rduire les cots dans le fonctionnement quotidien de lindustrie du raffinage, de la ptrochimie et du traitement du gaz. Cette solution est bnfique la fois dans le cas dun investissement de nouvelles units quen renouvellement pour loptimisation du processus.
Entre de leffluent
Sortie de lalimentation
Entre de leffluent Sortie de leffluent
Entre de lalimentation Espacement des contours Sortie de leffluent
Alimentation
Effluent
Les tles sont empiles et soudes ensemble
Photos: Alfa Laval Packinox, Chalon-sur-Sane ( F )
19
L e P o t e n t i e l d e l A c i e r I n o x y d a b l e a u F o r ma g e
12 Cache-crous par emboutissage profond pour la dcoration de roues
Les aciers inoxydables prsentent gnralement dexcellentes proprits demboutissage. Bien que la plupart des emboutis soit effectus avec de lacier inoxydable austnitique ( Cr-Ni ), les nuances ferritiques ( Cr ) font galement preuve de bonnes aptitudes pour certaines oprations de formage, condition que le mtal ne soit pas embouti par expansion. La diffrence entre emboutissage par retreint et par expansion est explique ci-dessous. Dans la plupart des cas, on ralise un emboutissage mixte, ce qui explique le recours frquent aux nuances austnitiques.
Capacit lemboutissage des nuances ferritiques
Les nuances ferritiques ont des valeurs LDR lgrement suprieures ( voir page 8 ) celles des nuances austnitiques, qui les rendent particulirement bien adaptes des applications demboutissage. Leffet cordage est traditionnel des nuances ferritiques. Nanmoins, des nuances ferritiques particulires sont disponibles : elles contiennent du titane ou du niobium et elles ont t fabriques dans des conditions de laminage et de recuit strictes pour viter leffet cordage et amliorer les proprits lemboutissage profond.
Emboutissage par retreint
le mtal scoule librement dans une matrice la dformation dun grand cercle en un cylindre troit doit venir de la largeur plutt que de lpaisseurs ( = forte anisotropie r 7 )
Cylindre en emboutissage profond en nuance ferritique traditionnelle EN 1.4016 ( ci-dessus ), montrant leffet cordage , et en nuance austnitique EN 1.4301 ( ci-dessous ). Le cordage est inesthtique et ncessiterait une finition postfabrication. On peut lviter en slectionnant une nuance ferritique stabilise ( comportant du Ti ou du Nb ) et par un contrle stricte des paramtres de laminage et de recuit.
Emboutissage par expansion
le mtal est maintenu par le serre-flan une rduction considrable en paisseur fort allongement ( A % ) et crouissage ( n ) ncessaires 20
7
Lanisotropie r est le rapport dformation transversale sur dformation en paisseur. Si r > 1, la tle sallonge plus quelle ne samincit.
L e P o t e n t i e l d e l A c i e r I n o x y d a b l e a u F o r ma g e
Cache-crous emboutis pour automobile en acier inoxydable ferritique
De toutes les pices en acier inoxydable utilises pour enjoliver les automobiles et camions, le type de cache de fixation de roue reprsent droite constitue lun des plus grands challenges dans lemboutissage. La forme prsente un degr lev demboutissage, qui, dans ce cas, est ralis par tapes successives. Lacier inoxydable ne rpond pas seulement des critres esthtiques, mais il offre galement une rsistance mcanique leve et une conception simple larticle tant fait dun seul lment qui ne ncessite ni soudage, ni collage. Traditionnellement, ces pices ont t fabriques en nuances austnitiques, comme EN 1.4301 ( AISI 304 ). Les proprits demboutissage des aciers inoxydables ferritiques sont telles que ces cache-crous peuvent galement tre fabriqus partir dune nuance ferritique ( EN 1.4526 AISI 436 ) contenant du chrome, du molybdne et du niobium : Cette nuance convient pour le procd demboutissage ( anisotropie, cycle de production ). Les nuances ferritiques, en gnral, prsentent une combinaison de brillance et de couleur qui convient aux fabricants de baguettes de dcoration automobile. Le molybdne contribue la rsistance la corrosion par piqres ( par les sels de dverglaage et les conditions mtorologiques humides ). Le niobium aide supprimer leffet cordage ( en rduisant galement de ce fait le polissage post-fabrication ). Comme elles sont petites, ces fixations conviennent de faon idale au polissage en srie dans des installations tambours ce qui donne lacier inoxydable un fini trs brillant. Les cache-crous en acier inoxydable peuvent tre colls, brass ou souds sur lcrou. Ils sont plus rsistants que des pices en autres matriaux. Lacier inoxydable ncessite un traitement post-fabrication moindre ( comme une peinture ou un revtement ) et est intgralement recyclable en fin de vie du vhicule.
Photos : ArcelorMittal Stainless France, Gueugnon ( F )
21
L e P o t e n t i e l d e l A c i e r I n o x y d a b l e a u F o r ma g e
13 Tle ondule pour des capacits de fret plus importantes
Les navires-citernes de produits chimiques transportent une grande varit de produits chimiques liquides. Parmi les frets traditionnels, on peut citer les produits chimiques, ptrochimiques et alimentaires, comme lacide phosphorique, lacide sulfurique, les produits ptroliers, les huiles vgtales et les mlasses. Au port, le produit est pomp directement dans lune des cuves du navire, qui peut tre dune capacit de plusieurs centaines de mtres cubes. Un tanker contient gnralement plusieurs compartiments de ce type, de faon ce que le navire puisse transporter de multiples frets.
Photo : Lincoln Smitweld BV, Nijmegen ( NL )
Photo: Outokumpu, Degerfors ( S )
Tle ondule en acier pour une rigidit renforce
La rigidit dun lment de structure est proportionnelle son moment dinertie. Ce dernier peut tre renforc en dplaant la masse le plus possible lcart du centre de gravit, en faisant dune tle ondule mince un lment de structure plus intressant quune tle plate plus paisse. Une srie de compartiments trs larges avec des parois ondules dacier ( cloisons ) augmente la rigidit dun navire, par exemple.
Panneau de cloison Acier inoxydable ( 1.4462 )
Panneau ondul de cloison
Plate-forme de service
Les cloisons en panneaux onduls sont galement plus faciles nettoyer, aprs chaque transport de fret, que les conceptions traditionnelles composes de raidisseurs internes.
Liquides corrosifs
Comme les navires constituent un investissement considrable, ils se doivent dtre les plus polyvalents possible. Les nuances austnitiques EN 1.4406 ( AISI 316LN ), EN 1.4434 ( AISI 317LN ) ou duplex EN 1.4462 sont gnralement utilises pour cette application, de faon contenir des produits chimiques agressifs comme ceux mentionns. Ces nuances Cr-Ni-Mo ne sont pas seulement rsistantes un plus grand nombre de produits corrosifs que les nuances Cr-Ni, mais elles permettent galement des tempratures en service plus leves, augmentant ainsi le confort en service du navire lors du chargement et/ou du dchargement.
Acier doux
Fond de cale
Plan : Lincoln Smitweld BV, Nijmegen ( NL )
22
L e P o t e n t i e l d e l A c i e r I n o x y d a b l e a u F o r ma g e
Intgrit structurelle
La rigidit et la rsistance la corrosion sont des proprits requises, mais elles ne suffisent pas pour rpondre aux dfis poss par la construction dun bateauciterne de 35 millions de dollars. Le stockage et le transport de produits chimiques sont soumis des prescriptions svres rgissant la construction navale. Les critres de ruine, par exemple du platelage assurant le compartimentage, sont principalement associs une mode de ruine par plastification, ce qui signifie que la limite dlasticit ( Rp0,2 ) du matriau de construction est un critre de choix dterminant. A cet gard, les aciers inoxydables de type duplex prsentent une limite dlasticit nettement suprieure celle des aciers inoxydables austnitiques, ce qui en fait un matriau privilgi pour les cloisons. Ces aciers permettent un allgement de la structure ; ils autorisent ds lors une plus grande capacit de chargement, ce qui constitue un aspect de toute premire importance pour le transport de fret.
Photo : Cantiere Navale De Poli, Venice ( I )
Les multiples avantages de lacier inoxydable duplex
En premier lieu, les aciers inoxydables duplex possdent, un degr lev, les mmes proprits uniques de formage que prsentent les aciers inoxydables austnitiques : proprits qui conviennent totalement aux structures ondules qui augmentent la rigidit dun compartiment de citernier. De plus, la limite lastique leve des aciers inoxydables duplex constitue un potentiel considrable pour lallgement, tout en permettant de diminuer les paisseurs de paroi en respectant les critres de structure de la construction navale. Enfin, la combinaison du chrome, molybdne et dazote rend cette famille de nuances particulirement rsistante la corrosion localise, comme la corrosion par pi qres et caverneuse. Cela augmente le nombre de produits chimiques diffrents ( avec leurs diverses plages de tempratures ) quun navire peut transporter, pour, au final, tendre la base de clients potentiels pour ce type de biens dinvestissements.
Photo : Lincoln Smitweld BV, Nijmegen ( NL )
23
L e P o t e n t i e l d e l A c i e r I n o x y d a b l e a u F o r ma g e
14 Rfrences
[1] DE MEESTER, Paul, Kwaliteitscontrole en mechanische eigenschappen van materialen, 2e d., Louvain : Acco, 1988 [2] LAGNEBORG, Rune, Not only stainless but also an interesting structural material , Stainless steel for structural automotive applications Properties and case studies ( Automotive Series, Volume 1, CD-ROM ), 3e d., Luxembourg : Euro Inox, 2006 [3] Stainless steel for structural automotive applications Properties and case studies ( Automotive Series, Volume 1, CD-ROM ), 3e d., Luxembourg : Euro Inox, 2006, Forming chapter [4] Deformazione plastica a freddo dellacciaio inossidabile , Inossidabile 154, Milan: Centro Inox, 2003 [5] Handbook Spinning and shear forming , 2e d., Ahlen : Leifeld Metal Spinning, 2002 [6] Thate gedrckte Przision, Preetz: Thate, 2005 [7] Rolvormprofileren ( koudwalsen ) , Roestvast Staal 3/2005, Leiden: TCM, 2005 [8] NEESSEN, Fred; BANDSMA, Piet, Tankers A composition in duplex stainless , Welding Innovation, Volume XVIII, No. 3, Cleveland: The James F. Lincoln Arc Welding Foundation, 2001 [9] Visit to De Poli shipyard in Venice, Italy , IMOA Newsletter January 2001, Londres: International Molybdenum Association, 2001
24
ISBN 978-2-87997-212-1
Diamant Building Bd. A. Reyers 80 1030 Bruxelles Belgique Tel. +32 2 706 82-67 Fax -69 e-mail info@euro-inox.org www.euro-inox.org
Vous aimerez peut-être aussi
- HMK HSK Bulk Handling FrenchDocument16 pagesHMK HSK Bulk Handling FrenchAmine SlaouiPas encore d'évaluation
- Contact BD EsesDocument178 pagesContact BD EsesNabil El FarissiPas encore d'évaluation
- Questions de CoursDocument3 pagesQuestions de CoursyassinebelmoPas encore d'évaluation
- Microéconomie L2 AES Semestre 2Document17 pagesMicroéconomie L2 AES Semestre 2ARatfatPas encore d'évaluation
- Maintenance Industrielle-IVDocument51 pagesMaintenance Industrielle-IVZerzouri Omar0% (1)
- Chapitre 7 - FraisageDocument25 pagesChapitre 7 - FraisageAlexandru Daniel GhermanPas encore d'évaluation
- Cahier Prescriptions PVC AssainissementDocument7 pagesCahier Prescriptions PVC Assainissementtafisco5505Pas encore d'évaluation
- Chasis Plegable TFCDocument84 pagesChasis Plegable TFCSucesores de Ortiz de Zárate S.L.Pas encore d'évaluation
- Plastexpo11 CatalogueDocument84 pagesPlastexpo11 CatalogueamineehPas encore d'évaluation
- (K) Halfen - Rails PDFDocument47 pages(K) Halfen - Rails PDFpierrePas encore d'évaluation
- Afaq Afnor En9100Document39 pagesAfaq Afnor En9100hichmak100% (2)
- Deuxième Édition Du Rapport GEM Sur L'entrepreneuriat Au BurkinaDocument45 pagesDeuxième Édition Du Rapport GEM Sur L'entrepreneuriat Au Burkinajeuneafrique100% (2)
- La Distribution PhysiqueDocument23 pagesLa Distribution PhysiqueNaima.Lgarch100% (1)
- Etude de Marche CAMEROUN PDFDocument50 pagesEtude de Marche CAMEROUN PDFlegende androide100% (1)
- MG 25Document75 pagesMG 25katibraPas encore d'évaluation
- Déférents Types de ForgeageDocument4 pagesDéférents Types de ForgeageBoubou FouadPas encore d'évaluation
- Fabrication Mecanique Majdouna PDFDocument89 pagesFabrication Mecanique Majdouna PDFMajda El Aouni100% (2)
- Securiteindustrielle RapportDocument56 pagesSecuriteindustrielle RapportLaissoub NabilPas encore d'évaluation
- EmballageDocument39 pagesEmballageNizar GarzounPas encore d'évaluation
- C1-VSM-Suite-Chap I - Approche Par Les Processus Et Les FluxDocument32 pagesC1-VSM-Suite-Chap I - Approche Par Les Processus Et Les FluxYoussri Ben MoussaPas encore d'évaluation
- Le SoudageDocument91 pagesLe SoudageYouness El Hamri100% (2)
- Recyclage 7Document36 pagesRecyclage 7Youness El Hamri100% (2)
- CoursDocument68 pagesCoursmeryamPas encore d'évaluation