Vous aimerez peut-être aussi
- EPAC FrancaisDocument58 pagesEPAC FrancaisMohammedSaadaniHassaniPas encore d'évaluation
- 41 Alarme Intrusion ParadoxDocument358 pages41 Alarme Intrusion ParadoxBrahim OualiPas encore d'évaluation
- Dimensionnement Jeu de Barre ShneiderDocument20 pagesDimensionnement Jeu de Barre ShneiderRAMZIPas encore d'évaluation
- Guide Onduleurs Janvier16 PDFDocument28 pagesGuide Onduleurs Janvier16 PDFrazane3Pas encore d'évaluation
- M20 Installation Entretien Systeme Alarme Et Signalisation-GE-EMIDocument50 pagesM20 Installation Entretien Systeme Alarme Et Signalisation-GE-EMISkimoghjPas encore d'évaluation
- H Appareillage BT Fonctions Et ChoixDocument30 pagesH Appareillage BT Fonctions Et ChoixdonsallusPas encore d'évaluation
- CCTP 07 Electricite-2 PDFDocument39 pagesCCTP 07 Electricite-2 PDFHoOm BellAdjelPas encore d'évaluation
- Memristor: Une nouvelle ère d'applications au-delà de la loi de Moore pour l'informatiqueD'EverandMemristor: Une nouvelle ère d'applications au-delà de la loi de Moore pour l'informatiquePas encore d'évaluation
- Norme NFC15.100 PDFDocument3 pagesNorme NFC15.100 PDFmohamed mohamedPas encore d'évaluation
- Définition TC ct194 MGDocument36 pagesDéfinition TC ct194 MGlefordoPas encore d'évaluation
- LT30868 Catalogue ERICO FrancaisDocument84 pagesLT30868 Catalogue ERICO FrancaisMattelecPas encore d'évaluation
- 10 Normes ElectriquesDocument3 pages10 Normes Electriquesjavier_aby100% (2)
- Chapitre 5-Le DisjoncteurDocument31 pagesChapitre 5-Le DisjoncteurmanelPas encore d'évaluation
- Architecture Des Protections Contre La Foudre D'une InstallationDocument23 pagesArchitecture Des Protections Contre La Foudre D'une InstallationAhmed BoussoffaraPas encore d'évaluation
- Cours Alarme Intrusion 2Document19 pagesCours Alarme Intrusion 2Didi AlPas encore d'évaluation
- Catalogue 8ed Francais Fevrier2008Document123 pagesCatalogue 8ed Francais Fevrier2008ch_nassim7679Pas encore d'évaluation
- Alimentation SDocument46 pagesAlimentation SL-pour LagamiPas encore d'évaluation
- DTR FR 2010 InstructionsDocument14 pagesDTR FR 2010 InstructionsAkramKassisPas encore d'évaluation
- Cours Les Appareils de Mesure GRETADocument26 pagesCours Les Appareils de Mesure GRETAoriande2Pas encore d'évaluation
- Guide Pratique Pour Des Installations Domestiques - FRDocument25 pagesGuide Pratique Pour Des Installations Domestiques - FRVincent LionPas encore d'évaluation
- Expériences et observations sur l'électricité faites à Philadelphie en AmériqueD'EverandExpériences et observations sur l'électricité faites à Philadelphie en AmériquePas encore d'évaluation
- 1txh000097c0301 PDFDocument84 pages1txh000097c0301 PDFchahbounnabilPas encore d'évaluation
- F107 Fusibles Moyenne Tension Europeens CEI60282Document11 pagesF107 Fusibles Moyenne Tension Europeens CEI60282Hous SamPas encore d'évaluation
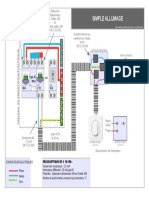
- Simple AllumageDocument1 pageSimple Allumage9274100% (1)
- La Domotique KNXDocument27 pagesLa Domotique KNXJonathan MariePas encore d'évaluation
- Guide Pratique de L Eclairage PDFDocument20 pagesGuide Pratique de L Eclairage PDFReda NariPas encore d'évaluation
- Pose Circuits ElectriquesDocument8 pagesPose Circuits ElectriquesRyad Ryad100% (1)
- Reseaux TerreDocument36 pagesReseaux Terrekamal AIT-SIDHOUMPas encore d'évaluation
- Support de Cours Protection Chapitre 1Document25 pagesSupport de Cours Protection Chapitre 1AmiiRaPas encore d'évaluation
- Binder 1Document38 pagesBinder 1ibamalick2008Pas encore d'évaluation
- Installation ElectriqueDocument12 pagesInstallation ElectriqueSeddik KhamousPas encore d'évaluation
- L'alarme PDFDocument9 pagesL'alarme PDFBabali MedPas encore d'évaluation
- IntelligentsDocument14 pagesIntelligentsothmansaraPas encore d'évaluation
- Baes BaehDocument5 pagesBaes BaehAnonymous IUfF7E67irPas encore d'évaluation
- Eclairage PubliqueDocument40 pagesEclairage PubliqueIzaaq MedjamiaPas encore d'évaluation
- Annexe - Calcul de Court-CircuitDocument12 pagesAnnexe - Calcul de Court-CircuitOus SàmàPas encore d'évaluation
- Protecf PDFDocument18 pagesProtecf PDFahmadusPas encore d'évaluation
- Securite Incendie FacadesDocument58 pagesSecurite Incendie FacadesRui RibeiroPas encore d'évaluation
- Induction de DietrichDocument64 pagesInduction de DietrichPaco Arias BarredoPas encore d'évaluation
- Etude de Securite Incendie Explications Et CommentairesDocument8 pagesEtude de Securite Incendie Explications Et CommentairesToky Fanambinana RanaivoarisoaPas encore d'évaluation
- 2.25.4. Loi Du 7 Octobre 1964 SuccessionsDocument8 pages2.25.4. Loi Du 7 Octobre 1964 SuccessionsJeezPas encore d'évaluation
- Ait Mohammed WalidDocument46 pagesAit Mohammed WalidNour SwamPas encore d'évaluation
- Les Afficheurs +á Cristaux LiquidesDocument16 pagesLes Afficheurs +á Cristaux LiquidesKarima FelkirPas encore d'évaluation
- Additif NFC 15 100Document1 pageAdditif NFC 15 100011253Pas encore d'évaluation
- Syllabus m1 Eeas 07-08Document71 pagesSyllabus m1 Eeas 07-08Braxt MwIra GibecièrePas encore d'évaluation
- Avion À Propulsion Ionique: Aucune pièce mobile dans le système de propulsionD'EverandAvion À Propulsion Ionique: Aucune pièce mobile dans le système de propulsionPas encore d'évaluation
- Livre Blanc Les Automatismes Du Batiment Et La DomotiqueDocument22 pagesLivre Blanc Les Automatismes Du Batiment Et La DomotiqueGhofrane Ghofrane100% (1)
- Eclairer JusteDocument12 pagesEclairer JusteAbdellah MarniPas encore d'évaluation
- Chapitre NDocument79 pagesChapitre NAchrafSaadaouiPas encore d'évaluation
- Actaris - GSTTX63Document57 pagesActaris - GSTTX63SnTCrashPas encore d'évaluation
- EXE 01-Synoptique CFO Hotel-S.Synoptique - Partie 02Document1 pageEXE 01-Synoptique CFO Hotel-S.Synoptique - Partie 02hicham boutouchePas encore d'évaluation
- Etude de Developpement Du Reseau Pour Le Raccordement Des Utilisateurs BTDocument18 pagesEtude de Developpement Du Reseau Pour Le Raccordement Des Utilisateurs BTMoulay m'hammed LOUKILIPas encore d'évaluation
- Chauffage DielectriqueDocument12 pagesChauffage DielectriquePatco Lambertini100% (1)
- Livre Blanc Protection Incendie BDDocument40 pagesLivre Blanc Protection Incendie BDSafae Mallouk100% (1)
- Prevention Accidents Origine ElectriqueDocument32 pagesPrevention Accidents Origine ElectriqueMohammed Rezoug100% (1)
- Les Risques Électriques - 2Document97 pagesLes Risques Électriques - 2Meriem AazzabiPas encore d'évaluation
- Avis Concours Session 2023 - Phase 2Document31 pagesAvis Concours Session 2023 - Phase 2Palaye FayePas encore d'évaluation
- Alarme IntrusionDocument4 pagesAlarme IntrusionTidjane GbanePas encore d'évaluation
- Livre Prof spc3 Chap11Document18 pagesLivre Prof spc3 Chap11kriefPas encore d'évaluation
- IndexDocument2 pagesIndexELMIR ADILPas encore d'évaluation
- TTX 6641Document2 pagesTTX 6641Allegro Presto ModeratoPas encore d'évaluation
- RessourcesDocument6 pagesRessourcesMohamed Ali DahmanePas encore d'évaluation
- Introduction A La Teledetection 3eme TopographieDocument16 pagesIntroduction A La Teledetection 3eme TopographieAhmed HamdaouiPas encore d'évaluation
- Capteurs Industriels M2SI 2021 22Document195 pagesCapteurs Industriels M2SI 2021 22Wiame BouyoussefPas encore d'évaluation
- Cours IR TableauxDocument27 pagesCours IR TableauxMojinPas encore d'évaluation
- Ultrasonic Pro 3 en 1 Anti Cellulite Et AmincissantDocument13 pagesUltrasonic Pro 3 en 1 Anti Cellulite Et AmincissantJamesPas encore d'évaluation
- TP SMPC s3 2021 Version DefinitiveDocument64 pagesTP SMPC s3 2021 Version Definitivefatima-zahra ghalemPas encore d'évaluation
- 12CP - Le Telerupteur PDFDocument1 page12CP - Le Telerupteur PDF2yvnmfp7m2Pas encore d'évaluation
- 826 Detecteur GazDocument4 pages826 Detecteur GazHakim YahiaouiPas encore d'évaluation
- Cours - IRDocument41 pagesCours - IRيوسف حجوPas encore d'évaluation
- 03 - CND - Contrôle Par ThermographieDocument53 pages03 - CND - Contrôle Par ThermographieImane Lamdaine100% (1)
- Rapport de Stage PDF GoDocument32 pagesRapport de Stage PDF GoMiliani AhmedPas encore d'évaluation
- Chapitre 3. Système de Détection Feu & GazDocument25 pagesChapitre 3. Système de Détection Feu & Gazbouchekouf100% (1)
- Guide Temperature Humain Camera IR v2.0 PDFDocument14 pagesGuide Temperature Humain Camera IR v2.0 PDFJANNET ELFELAHPas encore d'évaluation
- Comprendre La Spectroscopie InfrarougeDocument6 pagesComprendre La Spectroscopie InfrarougeCommerce GuelmaPas encore d'évaluation
- Méthodes de Maintenance: Chapitre 2Document138 pagesMéthodes de Maintenance: Chapitre 2ali nordPas encore d'évaluation
- Techniques de Surveillance CNDDocument7 pagesTechniques de Surveillance CNDSam DallaliPas encore d'évaluation
- TP 2 IrDocument6 pagesTP 2 IrRedOne DerrouazinPas encore d'évaluation
- Trame RC5Document7 pagesTrame RC5Elbahaoui AbdelPas encore d'évaluation
- Cours TeledecbisDocument19 pagesCours TeledecbisRamdam BanyouPas encore d'évaluation
- Présentation JawadDocument12 pagesPrésentation JawadLAILA BNPas encore d'évaluation
- CHP 2 CND CompletDocument118 pagesCHP 2 CND CompletMaram Sellami100% (2)
- 11 PDFDocument22 pages11 PDFRais Rida DzPas encore d'évaluation
- Cours Télédéttction - El Harti PDFDocument142 pagesCours Télédéttction - El Harti PDFIbtiPas encore d'évaluation
- ConferenceIntroGEV02bis PDFDocument28 pagesConferenceIntroGEV02bis PDFMeschac ManzenzaPas encore d'évaluation
- DetecteursDocument14 pagesDetecteursMazama-Esso Moddoh OclooPas encore d'évaluation
- Rigager Tiré À Part NkouandouDocument38 pagesRigager Tiré À Part NkouandouNKOUANDOU AboubakarPas encore d'évaluation