Vous aimerez peut-être aussi
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesD'EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesPas encore d'évaluation
- Exercice 3Document3 pagesExercice 3Ahmed DjebbiPas encore d'évaluation
- Formation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesD'EverandFormation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesPas encore d'évaluation
- Chapitre 3 Fabrication Assistée Par Ordinateur 3 - Code GDocument49 pagesChapitre 3 Fabrication Assistée Par Ordinateur 3 - Code GAs ScofPas encore d'évaluation
- PFF Chafik Bilal Elyargui 2020-2021 - Groupe 1 PDFDocument98 pagesPFF Chafik Bilal Elyargui 2020-2021 - Groupe 1 PDFMouad BottePas encore d'évaluation
- VE Reglable TD PDFDocument4 pagesVE Reglable TD PDFMohammed BouchelarmPas encore d'évaluation
- 2-Devoir de Controle N1-2AS-2021.31Document4 pages2-Devoir de Controle N1-2AS-2021.31Youssef Aouadi100% (1)
- ASSEMB Mors MobileDocument1 pageASSEMB Mors MobileMahrez ZaafouriPas encore d'évaluation
- 3202540912-U41 PDFDocument13 pages3202540912-U41 PDFChokri AtefPas encore d'évaluation
- Crampon nlm2 PDFDocument5 pagesCrampon nlm2 PDFAyman ElbarrakPas encore d'évaluation
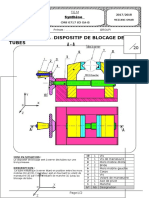
- Devoir de Controle N3-1AS-2014-Blocage Des TubesDocument3 pagesDevoir de Controle N3-1AS-2014-Blocage Des TubesomatrPas encore d'évaluation
- Cours Tolerances Geometriques eDocument5 pagesCours Tolerances Geometriques eBouabdellaoui saif ennasrPas encore d'évaluation
- My WebsiteTruong2008 Chuyển Đổi Www Mastercam Webs ComDocument17 pagesMy WebsiteTruong2008 Chuyển Đổi Www Mastercam Webs ComMohamedAyoubPas encore d'évaluation
- dc2 2eme 2021 2022Document3 pagesdc2 2eme 2021 2022Ahmed NajjarPas encore d'évaluation
- TD La Commande Numerique Des Machines OutilsDocument2 pagesTD La Commande Numerique Des Machines OutilsWilliam DechangPas encore d'évaluation
- RAPPORT DE STAGE (Réparé) - 1Document17 pagesRAPPORT DE STAGE (Réparé) - 1Yannds Nkolo100% (1)
- Application Tolérance Géo PDFDocument2 pagesApplication Tolérance Géo PDFMarouen MekkiPas encore d'évaluation
- Chapitre 4 Contrat Des PhasesDocument5 pagesChapitre 4 Contrat Des PhasesAdel ZitouniPas encore d'évaluation
- Tableau D'analyse de Fabrication Bacc F1Document7 pagesTableau D'analyse de Fabrication Bacc F1Dayang DayangPas encore d'évaluation
- EPREUVE DE DESSIN 2F5 N2 YonaDocument1 pageEPREUVE DE DESSIN 2F5 N2 YonaThierry roland UmPas encore d'évaluation
- Ds 2 15-16Document4 pagesDs 2 15-16Otman Oto100% (1)
- Cours Liaison GlissiereDocument23 pagesCours Liaison GlissiereAbdelmajid AittalebPas encore d'évaluation
- Archiveur Multimedia MecaniqueDocument3 pagesArchiveur Multimedia Mecaniquechaouch.najehPas encore d'évaluation
- Feuille Analyse Gamme UsinageDocument2 pagesFeuille Analyse Gamme UsinageBouhdida MohamedPas encore d'évaluation
- Devoir de Controle N2-1as-2021-SerrageDocument3 pagesDevoir de Controle N2-1as-2021-SerrageRasmi BaananouPas encore d'évaluation
- Fonction AssemblageDocument4 pagesFonction AssemblageElafif Hamdi100% (1)
- DAO - Logiciel SolidWorks - 2023Document6 pagesDAO - Logiciel SolidWorks - 2023Besbes ZiedPas encore d'évaluation
- TP Initiation Solidworks eDocument8 pagesTP Initiation Solidworks eRachid SalamatPas encore d'évaluation
- Projet Serre JointDocument12 pagesProjet Serre JointGOUAL SaraPas encore d'évaluation
- L1-GPL - TP N 04 Dessin Idustriel 1Document3 pagesL1-GPL - TP N 04 Dessin Idustriel 1ayman zianiPas encore d'évaluation
- Exercice Sup Ajustements eDocument2 pagesExercice Sup Ajustements eMourad DhahriPas encore d'évaluation
- Flexion TD4 Bobcat PDFDocument1 pageFlexion TD4 Bobcat PDFInes BhaPas encore d'évaluation
- Train D'engrenages Simple: Unite de Fabrication de FutsDocument5 pagesTrain D'engrenages Simple: Unite de Fabrication de FutsHamza HAMMADIPas encore d'évaluation
- الامتحان الوطني في المواد المهنية2 2017 مسلك التصنيع الميكانيكي الدورة العاديةDocument10 pagesالامتحان الوطني في المواد المهنية2 2017 مسلك التصنيع الميكانيكي الدورة العاديةomatrPas encore d'évaluation
- SchemaDocument10 pagesSchemaAntoine PattynPas encore d'évaluation
- 9595 E2 Bac Pro Microtechniques 2016 Partie 2 Dossier Technique Et RessourceDocument6 pages9595 E2 Bac Pro Microtechniques 2016 Partie 2 Dossier Technique Et RessourceHadi Ben SaïdPas encore d'évaluation
- DS1-DT-Poste de Mise en GodetDocument4 pagesDS1-DT-Poste de Mise en GodetMouad Memni100% (1)
- Dessin de Construction Mécanique Par M. NGOUPAYEDocument70 pagesDessin de Construction Mécanique Par M. NGOUPAYEChristian DinhoPas encore d'évaluation
- DT Micro TourDocument2 pagesDT Micro Tourlou lou0% (1)
- 1306 160 p32 PDFDocument12 pages1306 160 p32 PDFMohamed Amine SaadaPas encore d'évaluation
- Chapitre 7 Etude Dispresions Cotes ReglageDocument5 pagesChapitre 7 Etude Dispresions Cotes Reglagesitescompte4Pas encore d'évaluation
- CPAV-Ex2 Emb-Frein PDFDocument5 pagesCPAV-Ex2 Emb-Frein PDFHanane TounsiPas encore d'évaluation
- InitiationSW PinceFesto PPTDocument22 pagesInitiationSW PinceFesto PPTAlami El100% (1)
- Exercice Sur Le Decodage Des SpecificationsDocument2 pagesExercice Sur Le Decodage Des SpecificationsMed Ali MaatougPas encore d'évaluation
- C1Document15 pagesC1Doha El RhoulPas encore d'évaluation
- CNC MP 3Document13 pagesCNC MP 3siniorPas encore d'évaluation
- Lecture D - Un Dessin D - EnsembleDocument8 pagesLecture D - Un Dessin D - EnsemblefakherPas encore d'évaluation
- 2ti ds1 2019Document4 pages2ti ds1 2019Besbes ZiedPas encore d'évaluation
- M10 - Programmation Et Mise en Oeuvre Des Outils de Production À Commande NumériqueDocument56 pagesM10 - Programmation Et Mise en Oeuvre Des Outils de Production À Commande Numériquemohamed50% (2)
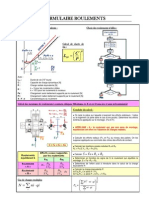
- RoulementsDocument1 pageRoulementsissatkaPas encore d'évaluation
- Exercice Etau Pour MVDocument2 pagesExercice Etau Pour MVYoussef YouriPas encore d'évaluation
- DS1 - DMéc - Cellule Flexible D'usinageDocument3 pagesDS1 - DMéc - Cellule Flexible D'usinageElafif HamdiPas encore d'évaluation
- 2 Éme Cours de Dessin Industriel 3 CMDocument14 pages2 Éme Cours de Dessin Industriel 3 CMMohamed IsLemPas encore d'évaluation
- PDF - Devoir1 - Groupe 4Document3 pagesPDF - Devoir1 - Groupe 4Simon HoudePas encore d'évaluation
- 4 Robot de Soudage1Document10 pages4 Robot de Soudage1karima atikPas encore d'évaluation
- Résumé-De-Cours Dessin D'ensembleDocument9 pagesRésumé-De-Cours Dessin D'ensembleatika kabouyaPas encore d'évaluation
- TD Systèmes ArticulésDocument6 pagesTD Systèmes ArticulésAya El RhayourPas encore d'évaluation
- Atelier Cao2 tp1Document39 pagesAtelier Cao2 tp1adel hedhli100% (1)
- Dessin Technique Exercices Non CorrigesDocument8 pagesDessin Technique Exercices Non CorrigesAbdellah FaqdaniPas encore d'évaluation
- Chapitre 3 Programmation Machines Outils Commande NumeriqueDocument33 pagesChapitre 3 Programmation Machines Outils Commande NumeriqueRoua KhalifaPas encore d'évaluation
- Serie - Révision Devoir Synthese 1 (Recursivité+matrice+fichier Texte)Document1 pageSerie - Révision Devoir Synthese 1 (Recursivité+matrice+fichier Texte)وجدي ريدانPas encore d'évaluation
- Prolog CoursDocument34 pagesProlog CoursAli YussufPas encore d'évaluation
- Javascript IsmailDocument101 pagesJavascript IsmailIsmail Benbya100% (1)
- Spring Boot Weblogic12Document4 pagesSpring Boot Weblogic12wilber huamani huamaniPas encore d'évaluation
- strutsEclipseTomcat PDFDocument70 pagesstrutsEclipseTomcat PDFSerigne Saliou DiomePas encore d'évaluation
- ATO IntroDocument2 pagesATO IntroCarlito BrigantePas encore d'évaluation
- s8065 PDFDocument18 pagess8065 PDFmanessePas encore d'évaluation
- Activite2.4 Zoghlami VBDocument39 pagesActivite2.4 Zoghlami VBElmoukhtar NoureddinePas encore d'évaluation
- Intro DP Creation Builder PDFDocument22 pagesIntro DP Creation Builder PDFSofiane LarachiPas encore d'évaluation
- Chap It Re 3 Liste Pile Et FilesDocument46 pagesChap It Re 3 Liste Pile Et FilesMariaPas encore d'évaluation
- Didacticiel Quartus IIDocument59 pagesDidacticiel Quartus IIREDNANI100% (1)
- Programmation ArduinoDocument10 pagesProgrammation Arduinomail_younes6592Pas encore d'évaluation
- Langage DartDocument29 pagesLangage DartHassan HachichaPas encore d'évaluation
- MotherDocument4 pagesMotherPapaPas encore d'évaluation
- DD101 Controle M107Document2 pagesDD101 Controle M107Zakaria LabayPas encore d'évaluation
- Cours Python 2Document2 pagesCours Python 2CH JoubPas encore d'évaluation
- Pyqt Harsh DesignerDocument8 pagesPyqt Harsh Designeromar2022Pas encore d'évaluation
- Algo 1 Bac 1 Informatique 2022-2023-1Document63 pagesAlgo 1 Bac 1 Informatique 2022-2023-1corneillemuns13Pas encore d'évaluation
- M32 - Chapitre 1-Introduction À La POODocument66 pagesM32 - Chapitre 1-Introduction À La POOامير الزوهارPas encore d'évaluation
- c3 Objets ExcelDocument34 pagesc3 Objets ExcelOssa yamPas encore d'évaluation
- Cour Ensem Ord3Document28 pagesCour Ensem Ord3hamza elgarragPas encore d'évaluation
- Cours CDocument135 pagesCours CMed MouzounPas encore d'évaluation
- Enoncé TP 02Document14 pagesEnoncé TP 02Nizar Toujeni100% (1)
- Cours 23 Creation Des TableDocument12 pagesCours 23 Creation Des Tableهداية مسلمةPas encore d'évaluation
- TP5 Java1Document5 pagesTP5 Java1Salem TrabelsiPas encore d'évaluation
- Big DataDocument117 pagesBig DataAMINE HANIPas encore d'évaluation
- Héritage JAVADocument10 pagesHéritage JAVAnarimenePas encore d'évaluation
- Cours7 SousProgramme Fonctions ProceduresDocument96 pagesCours7 SousProgramme Fonctions Proceduresهداية مسلمةPas encore d'évaluation
- Examen 1 Assembleur - 2010-2011 PDFDocument2 pagesExamen 1 Assembleur - 2010-2011 PDFMaison Meuble100% (1)
- Itii Info S1-1 PDFDocument8 pagesItii Info S1-1 PDFOusmane BAPas encore d'évaluation