Vous aimerez peut-être aussi
- Centre Darou Mousty 2 PDFDocument8 pagesCentre Darou Mousty 2 PDFsow_prophPas encore d'évaluation
- Peanuts VLDocument12 pagesPeanuts VLFrank CastañoPas encore d'évaluation
- Cat CH Outils2016cvDocument735 pagesCat CH Outils2016cvChristelleGaëtan JacobPas encore d'évaluation
- Exposé NégationDocument5 pagesExposé NégationSiju NaraPas encore d'évaluation
- Pastiche de Simone de Beauvoir PDFDocument22 pagesPastiche de Simone de Beauvoir PDFKebir Sabeth100% (1)
- Brisset - La Science de Dieu PDFDocument258 pagesBrisset - La Science de Dieu PDFHernán CamolettoPas encore d'évaluation
- Tout Le Monde Veut Devenir Un CatDocument2 pagesTout Le Monde Veut Devenir Un Catmelfromsatin0% (2)
- Jean Darrouzès. Listes Épiscopales Du Concile de Nicée (787) - Revue Des Études Byzantines, Tome 33, 1975. Pp. 5-76.Document73 pagesJean Darrouzès. Listes Épiscopales Du Concile de Nicée (787) - Revue Des Études Byzantines, Tome 33, 1975. Pp. 5-76.Patrologia Latina, Graeca et Orientalis100% (1)
- Répartition Séquentielle de La 1 Ème Période PDFDocument2 pagesRépartition Séquentielle de La 1 Ème Période PDFAimad OumniaPas encore d'évaluation
- 04 The Christmas Song Musical - Clarinet 1, 2Document28 pages04 The Christmas Song Musical - Clarinet 1, 2Welsten LeopoldinoPas encore d'évaluation
- MécaniqueComposites Chapitre 1Document14 pagesMécaniqueComposites Chapitre 1Aziz ChPas encore d'évaluation
- Mia Sebastians Theme PDFDocument2 pagesMia Sebastians Theme PDFCarlos PicoPas encore d'évaluation
- Chopin - Fantaisie Impromptu Let PDFDocument14 pagesChopin - Fantaisie Impromptu Let PDFRojas OrozcoPas encore d'évaluation
- L'ecran, Lettre À Valabrègue. ZolaDocument4 pagesL'ecran, Lettre À Valabrègue. ZolamacarenagarcíaPas encore d'évaluation
- Subiecte SchemaDocument2 pagesSubiecte SchemaAlexandra ChiricheşPas encore d'évaluation
- Formation AutoCADDocument4 pagesFormation AutoCADRifi MohamedPas encore d'évaluation
- The Mauryas Revisited by Romila ThaparDocument3 pagesThe Mauryas Revisited by Romila ThaparAtmavidya1008Pas encore d'évaluation
- L'action de GracesDocument2 pagesL'action de Gracesdavid100% (5)
- Sophisme - Rhétorique: ExemplesDocument3 pagesSophisme - Rhétorique: ExemplesLPAPas encore d'évaluation
- Alexis Zorba PDF Kindle: Télécharger Le Fichier PDF Télécharger Le Fichier Kindle Télécharger Le FichierDocument1 pageAlexis Zorba PDF Kindle: Télécharger Le Fichier PDF Télécharger Le Fichier Kindle Télécharger Le Fichierpino hustraPas encore d'évaluation
- Ps-Programme Mois Du Patrimoine 2020 NumeriqueDocument37 pagesPs-Programme Mois Du Patrimoine 2020 NumeriqueLes Nouvelles calédoniennesPas encore d'évaluation
- Le SubjonctifDocument9 pagesLe Subjonctifkabe vyPas encore d'évaluation
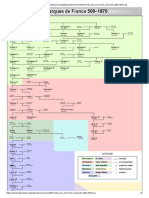
- Family Tree of French MonarchsDocument2 pagesFamily Tree of French MonarchsHAROLD VILLAMIZARPas encore d'évaluation
- Atehortua Blas Emilio en El Sentimiento Popular Colombiano 47228Document24 pagesAtehortua Blas Emilio en El Sentimiento Popular Colombiano 47228Elizabeth Patiño-CastañoPas encore d'évaluation
- OO - Prier Avec Saint Jean Eudes Au Temps Du Coronavirus PDFDocument14 pagesOO - Prier Avec Saint Jean Eudes Au Temps Du Coronavirus PDFCergio Becerra MartinezPas encore d'évaluation
- Notice de Pose Terrasse Ocewood 022714500 1049 04022014Document2 pagesNotice de Pose Terrasse Ocewood 022714500 1049 04022014AmiroucheBenlakehalPas encore d'évaluation
- Sage 100cloud - Top (2116 Ideas) - Centre de Suggestions Sage PDFDocument11 pagesSage 100cloud - Top (2116 Ideas) - Centre de Suggestions Sage PDFlotf yahyaPas encore d'évaluation
- Blyton Enid Oui Oui Et Les Lapins RosesDocument95 pagesBlyton Enid Oui Oui Et Les Lapins Rosesjeromesbazoges100% (1)