Académique Documents
Professionnel Documents
Culture Documents
Feuille Tage
Feuille Tage
Transféré par
Noureddine BoumaisCopyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Feuille Tage
Feuille Tage
Transféré par
Noureddine BoumaisDroits d'auteur :
Formats disponibles
PROCDS
DE SOUDAGE
9782100578108_Weman.indb 1 20/06/12 18:26
9782100578108_Weman.indb 2 20/06/12 18:26
Klas Weman
PROCDS
DE SOUDAGE
9782100578108_Weman.indb 3 20/06/12 18:26
Dunod, Paris, 2012
ISBN 978-2-10-057810-8
Photo de couverture : tumpikuja istockphoto.com
9782100578108_Weman.indb 4 20/06/12 18:26
Table des matires
V
D
u
n
o
d
T
o
u
t
e
r
e
p
r
o
d
u
c
t
i
o
n
n
o
n
a
u
t
o
r
i
s
e
e
s
t
u
n
d
l
i
t
.
Table des matires
Remerciements XI
Chapitre 1 : Le soudage Introduction 1
1.1 Brve histoire du soudage 1
1.2 Terminologie 9
1.3 Pour en savoir plus 14
Chapitre 2 : Soudage au gaz 15
2.1 Introduction 15
2.2 Matriel 15
2.3 Flammes de gaz 19
2.4 Techniques de soudage 20
2.5 Applications 21
2.6 Pour en savoir plus 22
Chapitre 3 : lments dlectricit 23
3.1 Introduction 23
3.2 Concepts de base 23
3.3 Composants de circuits lectriques 27
3.4 Mesure des paramtres de soudage 33
Chapitre 4 : Soudage larc 37
4.1 Introduction 37
4.2 lments de physique 37
4.3 Transfert du mtal fondu 44
4.4 Soufage darc 49
4.5 Gaz de protection 52
9782100578108_Weman.indb 5 20/06/12 18:26
VI
Procds de soudage
D
u
n
o
d
T
o
u
t
e
r
e
p
r
o
d
u
c
t
i
o
n
n
o
n
a
u
t
o
r
i
s
e
e
s
t
u
n
d
l
i
t
.
4.6 Normalisation des gaz de protection 54
4.7 Normes applicables aux ls-lectrodes et mtaux dapport 58
4.8 Pour en savoir plus 60
Chapitre 5 : Alimentation du soudage larc 63
5.1 Introduction 63
5.2 Caractristiques lectriques et contrle-commande 63
5.3 Diffrents types de sources dalimentation de soudage 67
5.4 Contrle-commande des sources dalimentation 71
5.5 Caractristiques des sources dalimentation 74
5.6 Exigences de scurit 77
5.7 Pour en savoir plus 78
Chapitre 6 : Soudage TIG 79
6.1 Introduction 79
6.2 Matriel 80
6.3 Consommables 85
6.4 Problmes de qualit 87
6.5 Pour en savoir plus 88
Chapitre 7 : Soudage ( larc) plasma 89
7.1 Introduction 89
7.2 Classication des procds de soudage plasma 91
7.3 Matriel 92
7.4 Gaz utiliss pour le soudage plasma 93
7.5 Pour en savoir plus 93
Chapitre 8 : Soudage MIG/MAG 95
8.1 Introduction 95
8.2 Matriel 95
8.3 Consommables 103
8.4 Variantes du procd MIG/MAG 107
8.5 Qualit du soudage MIG/MAG 119
8.6 Pour en savoir plus 123
9782100578108_Weman.indb 6 20/06/12 18:26
Table des matires
VII
D
u
n
o
d
T
o
u
t
e
r
e
p
r
o
d
u
c
t
i
o
n
n
o
n
a
u
t
o
r
i
s
e
e
s
t
u
n
d
l
i
t
.
Chapitre 9 : Soudage larc avec lectrodes enrobes 125
9.1 Introduction 125
9.2 Matriel 126
9.3 Consommables: lectrodes 127
9.4 Dfauts de soudure 129
Chapitre 10 : Soudage larc submerg 131
10.1 Introduction 131
10.2 Matriel 132
10.3 Consommables 137
10.4 Matrise du procd 140
10.5 Risques de dfauts de soudure 144
10.6 Pour en savoir plus 147
Chapitre 11 : Procds de soudage par pression 149
11.1 Introduction 149
11.2 Soudage par rsistance 149
11.3 Soudage par friction 158
11.4 Soudage haute frquence (incluant le soudage par induction) 161
11.5 Soudage par ultrasons 162
11.6 Soudage par explosion 162
11.7 Magntoformage 164
11.8 Assemblage par pression froid 165
11.9 Soudage par diffusion 166
11.10 Pour en savoir plus 166
Chapitre 12 : Autres procds de soudage 167
12.1 Introduction 167
12.2 Soudage vertical sous laitier 167
12.3 Soudage lectrogaz 169
12.4 Soudage de goujons 169
12.5 Soudage laser 171
12.6 Soudage par faisceau dlectrons 176
9782100578108_Weman.indb 7 20/06/12 18:26
VIII
Procds de soudage
D
u
n
o
d
T
o
u
t
e
r
e
p
r
o
d
u
c
t
i
o
n
n
o
n
a
u
t
o
r
i
s
e
e
s
t
u
n
d
l
i
t
.
12.7 Soudage aluminothermique 178
12.8 Pour en savoir plus 179
Chapitre 13 : Procds de coupage 181
13.1 Introduction 181
13.2 Coupage thermique 181
13.3 Dcoupe par jet deau 188
13.4 Gougeage la amme 189
13.5 Pour en savoir plus 190
Chapitre 14 : Techniques de rechargement et de placage 191
14.1 Introduction 191
14.2 Types dusures 192
14.3 Projection thermique 194
14.4 Projection la amme 195
14.5 Pour en savoir plus 198
Chapitre 15 : Mcanisation et robotisation du soudage 199
15.1 Introduction 199
15.2 Qualit du soudage mcanis 200
15.3 Mcano-soudure TIG 201
15.4 Soudage volume fondu rduit (Narrow Gap) 203
15.5 Soudage larc robotis 205
15.6 Pour en savoir plus 211
Chapitre 16 : Brasage tendre et brasage 213
16.1 Introduction 213
16.2 Brasage tendre 215
16.3 Brasage 217
Chapitre 17 : Hygine et scurit du soudage 223
17.1 Introduction 223
17.2 Fumes et gaz de soudage 223
17.3 Risques lectriques 226
9782100578108_Weman.indb 8 20/06/12 18:26
Table des matires
IX
D
u
n
o
d
T
o
u
t
e
r
e
p
r
o
d
u
c
t
i
o
n
n
o
n
a
u
t
o
r
i
s
e
e
s
t
u
n
d
l
i
t
.
17.4 Rayonnement thermique de larc 229
17.5 Ergonomie 231
17.6 Risques dincendie 232
17.7 Pour en savoir plus 234
Chapitre 18 : Contraintes rsiduelles et dformations 235
18.1 Introduction 235
18.2 Contraintes rsiduelles 235
18.3 Dformations 236
18.4 Rduction des contraintes rsiduelles et des dformations 239
18.5 Pour en savoir plus 240
Chapitre 19 : Soudabilit de lacier 241
19.1 Introduction 241
19.2 Aciers au carbone 241
19.3 Aciers haute limite dlasticit 247
19.4 Aciers inoxydables 249
19.5 Pour en savoir plus 261
Chapitre 20 : Soudage de laluminium 263
20.1 Introduction 263
20.2 Classication des alliages et mtaux dapport en aluminium 264
20.3 Soudabilit 267
20.4 Procds de soudage de laluminium 271
20.5 Mtal dapport 273
20.6 Rsistance du mtal soud 274
20.7 Qualit du soudage de laluminium 277
20.8 Pour en savoir plus 280
Chapitre 21 : Reprsentation des assemblages souds 281
21.1 Introduction 281
21.2 Reprsentation symbolique des soudures sur les dessins 281
21.3 Niveaux de qualit 285
21.4 Donnes relatives la conception 286
9782100578108_Weman.indb 9 20/06/12 18:26
X
Procds de soudage
D
u
n
o
d
T
o
u
t
e
r
e
p
r
o
d
u
c
t
i
o
n
n
o
n
a
u
t
o
r
i
s
e
e
s
t
u
n
d
l
i
t
.
21.5 Rsistance des joints souds 297
21.6 Analyse de joints souds sous charge statique 298
21.7 Structures soudes soumises des charges de fatigue 301
21.8 Bibliographie 306
Chapitre 22 : Assurance qualit et gestion de la qualit 307
22.1 Introduction 307
22.2 Exigences de qualit en soudage par fusion
des matriaux mtalliques (EN ISO 3834) 308
22.3 Coordination en soudage (EN ISO 14731) 310
22.4 Descriptif et qualication dun mode opratoire
de soudage (EN288) 313
22.5 preuves de qualication des soudeurs (EN287-1) 320
22.6 Essais non destructifs 323
22.7 Pour en savoir plus 324
Chapitre 23 : Cots du soudage 325
23.1 Introduction 325
23.2 Cots du soudage Quelques concepts cls 326
23.3 Calculs des cots 329
23.4 Mcanisation, automatisation, soudage robotis 334
Index 335
9782100578108_Weman.indb 10 20/06/12 18:26
XI
D
u
n
o
d
T
o
u
t
e
r
e
p
r
o
d
u
c
t
i
o
n
n
o
n
a
u
t
o
r
i
s
e
e
s
t
u
n
d
l
i
t
.
Remerciements
Le prsent guide du soudage prend en compte les volutions les plus rcentes des
procds et applications du soudage. Lobjectif est de proposer un support de cours
de soudage prenant en compte les normes et directives existantes. Les auteurs ont
fait le choix de privilgier la clart des contenus et lefcacit des illustrations et, bien
entendu, de toujours mettre lensemble des contenus en perspective.
Je voudrais remercier tout particulirement:
Claes Olsson, HighTech Engineering, qui a crit le chapitre sur la conception des
assemblages souds.
Claes-Ove Pettersson, Sandvik, qui a relu les parties se rapportant lacier inoxy-
dable.
Curt Johansson, qui a crit le chapitre sur la gestion de la qualit.
Gunnar Lindn, Air Liquide, qui a relu le chapitre sur les cots du soudage.
Stafan Mattson, Aluminiumfrlaget, qui a crit le chapitre sur le soudage de lalu-
minium.
Je voudrais aussi et surtout saluer la mmoire de Curt Johansson, dcd alors que
cette nouvelle dition tait en prparation, et qui louvrage est ddi.
9782100578108_Weman.indb 11 20/06/12 18:26
9782100578108_Weman.indb 12 20/06/12 18:26
1.1 Brve histoire du soudage
1
1
Le soudage Introduction
1.1 Brve histoire du soudage
Pendant des millnaires, lassemblage des mtaux sest fait par forgeage. La rupture
est intervenue la fn du xix
e
sicle, lorsquil est devenu possible dobtenir des
tempratures de fammes sufsantes en mlangeant des gaz comme loxygne et
lactylne dsormais stockables en toute scurit et que sont apparus des procds
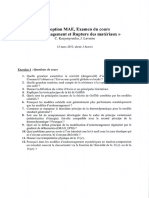
de soudage, comme le soudage par rsistance (fgure1.1) et le soudage larc, utilisant
llectricit comme source dnergie. Avec ces procds, la monte en temprature
provoque par une source thermique intense tait bien plus rapide que la dissipation
lintrieur de la pice souder. Le bain de mtal en fusion obtenu se solidifait en
refroidissant pour constituer le joint unissant les deux pices souder. Le soudage
larc, le soudage par rsistance et le soudage sous protection gazeuse ont tous t
invents avant la Premire Guerre mondiale.
Figure1.1 Transformateur de Thomson
pour le soudage lectrique parrsistance.
9782100578108_Weman.indb 1 22/06/12 14:30
2
1 Le soudage Introduction
D
u
n
o
d
T
o
u
t
e
r
e
p
r
o
d
u
c
t
i
o
n
n
o
n
a
u
t
o
r
i
s
e
e
s
t
u
n
d
l
i
t
.
1.1.1 Soudage par rsistance
Les premires machines de soudage par rsistance ont servi au soudage bout bout.
Le premier transformateur de soudage a t invent aux tats-Unis en 1886 par
Elihu Tomson, qui ft breveter le procd lanne suivante. Son transformateur
fournissait environ 2000 A 2volts en circuit ouvert.
Au dbut du XX
e
sicle, Tomson continua perfectionner le soudage par points,
le soudage par projection et le soudage bout bout par tincelage. Le soudage par
points devint par la suite le procd le plus rpandu. On lutilise aujourdhui dans
lindustrie automobile et dans bien dautres applications de soudage de tles. La
fgure1.2 illustre le principe: deux lectrodes en cuivre appliquent une pression sur
deux plaques en recouvrement et un courant de forte intensit unit les plaques par
fusion. Le premier robot de soudage par rsistance par points a t livr par Unima-
tion General Motors en 1964.
Figure1.2 Principe du soudage lectrique par rsistance par points.
1.1.2 Soudage au gaz
Le soudage au gaz ou oxyactylnique est apparu en France la fn du xix
e
sicle.
Edmond Fouch et Charles Picard ont fabriqu la premire torche de soudage vers
1900. Le mlange dactylne et doxygne permettait dobtenir une temprature
de 3100C, soit bien plus que les autres hydrocarbures gazeux. La torche est vite
devenue loutil essentiel pour le soudage et la dcoupe de lacier.
Lactylne avait t dcouvert bien plus tt en Angleterre o Edmund Davis
saperut que la dcomposition du carbure par leau produisait un gaz infammable.
En brlant, ce gaz fournissait un important clairement et lactylne devint trs
vite une source dclairage.
Frquemment, le gaz explosait loccasion de son transport ou de son utilisation,
mais on saperut que lactone pouvait en dissoudre des quantits importantes,
9782100578108_Weman.indb 2 20/06/12 18:26
1.1 Brve histoire du soudage
3
D
u
n
o
d
T
o
u
t
e
r
e
p
r
o
d
u
c
t
i
o
n
n
o
n
a
u
t
o
r
i
s
e
e
s
t
u
n
d
l
i
t
.
surtout sous pression. Le Chatelier dcouvrit le moyen de stocker lactylne en
scurit en utilisant de lactone et une pierre poreuse dans un rcipient cylindrique
(fgure 1.3). En modifant la composition du contenu poreux, le Sudois Gustav
Dahlen de AGA, russit liminer tout risque.
Figure1.3 Matriel de soudage au gaz.
1.1.3 Soudage larc
Le soudage larc a dabord utilis des lectrodes en charbon cres par Bernardos,
puis des lectrodes en acier. Ntant pas protge de lair environnant, la soudure
prsentait des dfauts de qualit. En inventant et en faisant breveter llectrode
enrobe, le Sudois Oskar Kjellberg permit une avance considrable (fgure 1.4).
Le rsultat tait dexcellente facture et les lectrodes enrobes ont donn naissance
la socit ESAB.
Figure1.4 Schma de principe du soudage manuel
avec lectrode enrobe (MMA).
9782100578108_Weman.indb 3 20/06/12 18:26
4
1 Le soudage Introduction
D
u
n
o
d
T
o
u
t
e
r
e
p
r
o
d
u
c
t
i
o
n
n
o
n
a
u
t
o
r
i
s
e
e
s
t
u
n
d
l
i
t
.
1.1.4 volutions ultrieures: soudage AS, TIG et MIG/MAG
la fn des annes1930, de nouveaux procds apparaissent. Ils dtrnent le soudage
larc traditionnel (manuel) avec lectrode fusible, dsormais remplace par un fl-
lectrode dont on commence automatiser le dvidage. Le procd de ce type le plus
utilis est le soudage larc submerg (AS), dans lequel larc est immerg dans une
couche de fux granuleux (fgure1.5).
Figure1.5 Schma de principe du soudage larc submerg (AS).
Pendant la Seconde Guerre mondiale, lindustrie aronautique est confronte au
problme du soudage du magnsium et de laluminium. Ds 1940, les tats-Unis
exprimentent la protection de larc par gaz inerte, puis, trs vite, lutilisation dune
lectrode en tungstne permet lamorage de larc sans fusion de llectrode, et donc
la soudure sans mtal dapport. Le procd est dit soudage TIG (Tungsten Inert Gas)
(fgure1.6).
Figure1.6 Schma de principe du soudage TIG.
Quelques annes plus tard apparat le procd MIG (soudage avec gaz de protec-
tion inerte), utilisant comme lectrode un fl de mtal dapport dvidage continu
9782100578108_Weman.indb 4 20/06/12 18:26
1.1 Brve histoire du soudage
5
D
u
n
o
d
T
o
u
t
e
r
e
p
r
o
d
u
c
t
i
o
n
n
o
n
a
u
t
o
r
i
s
e
e
s
t
u
n
d
l
i
t
.
(fgure1.7). Ce procd a dabord utilis des gaz de protection inertes comme lh-
lium ou largon. Lyubavskii et Novoshilov ont, les premiers, utilis du CO
2
disponible
en quantit et donc bon march. En utilisant un transfert de mtal en court-circuit,
ils ont pu rsoudre certains problmes lis labondance des projections. Lorsque
lhlium ou largon est remplac par du CO
2
plutt ractif ou un mlange de type
argon/CO
2
, on parle de soudage MAG (Metal Active Gas).
Figure1.7 Schma de principe du soudage MIG/MAG.
Apparu en 1953, le soudage au plasma fournit une source dnergie bien plus concen-
tre et donne des tempratures bien plus leves, permettant ainsi daccrotre la
vitesse de soudage en rduisant lapport de chaleur (fgure1.8).
Figure1.8 Schma de principe du soudage au plasma.
9782100578108_Weman.indb 5 20/06/12 18:26
6
1 Le soudage Introduction
D
u
n
o
d
T
o
u
t
e
r
e
p
r
o
d
u
c
t
i
o
n
n
o
n
a
u
t
o
r
i
s
e
e
s
t
u
n
d
l
i
t
.
1.1.5 Autres procds
Le soudage par faisceau d lectrons (soudage FE) apparat en 1958 (fgure 1.9). Il
relve, avec le soudage laser, de la catgorie du soudage par faisceau haute densit
dnergie. Grce lutilisation de trs hautes tempratures, il permet une pntra-
tion troite et profonde. Il prsente nanmoins un inconvnient majeur: il faut en
efet pouvoir disposer dune chambre vide pouvant contenir la fois le canon
lectrons et la pice souder. Laronautique et le nuclaire sont les premiers le
plbisciter.
Figure1.9 Schma de principe du soudage par faisceau dlectrons.
Le soudage (et le coupage) laser ont des caractristiques idales plus dun titre
(fgure1.10). Le faisceau laser permet une conduite plus concentre de la chaleur, des
dformations trs faibles et de trs grandes vitesses de soudage. Malheureusement,
un laser puissant est encombrant et coteux, et il faut trouver le moyen damener
le faisceau lumineux jusquau point de soudure. Pour y parvenir, un systme de
miroirs rfchit le faisceau dans les lasers CO
2
, et le rayon peut tre transmis par
fbre optique dans les lasers YAG, ce qui fait de ces derniers linstrument idal pour
les robots soudeurs.
9782100578108_Weman.indb 6 20/06/12 18:26
1.1 Brve histoire du soudage
7
D
u
n
o
d
T
o
u
t
e
r
e
p
r
o
d
u
c
t
i
o
n
n
o
n
a
u
t
o
r
i
s
e
e
s
t
u
n
d
l
i
t
.
Figure1.10 Schma de principe du soudage laser.
Le soudage par friction-malaxage a t brevet par TWI en 1992 (fgure 1.11). Le
procd est parfaitement adapt laluminium et donne un joint de bonne qualit
sans fusion. Il nexige pas de matriau dapport, consomme peu dnergie et a un
faible impact environnemental. Sa simplicit et son efcacit en font lune des plus
brillantes innovations du XX
e
sicle dans le domaine du soudage.
Figure1.11 Soudage par friction-malaxage.
Lvolution la plus rcente est le soudage hybride, combinant deux procds. La
formule la plus prometteuse est le soudage hybride laser/MIG, qui permet la fois
une vitesse de soudage leve et une excellente pntration.
9782100578108_Weman.indb 7 20/06/12 18:26
8
1 Le soudage Introduction
D
u
n
o
d
T
o
u
t
e
r
e
p
r
o
d
u
c
t
i
o
n
n
o
n
a
u
t
o
r
i
s
e
e
s
t
u
n
d
l
i
t
.
1.1.6 Gnrateurs de soudage
Le soudage lectrique exige une nergie considrable et il a fallu attendre la fn de
XIX
e
sicle pour voir apparatre les gnrateurs ncessaires (fgure1.12).
Figure1.12 Principes de conception des gnrateurs de soudage.
En Allemagne, AEG a produit, en 1905, un gnrateur de soudage comportant
un moteur asynchrone triphas et prsentant les caractristiques voulues pour le
soudage. Il pesait une tonne et fournissait 250 A. Jusquen 1920, le soudage larc se
faisait en courant continu. Ensuite, llectrode a permis dutiliser le courant alter-
natif. Le transformateur de soudage sest vite rpandu car il tait moins cher et
consommait moins dnergie.
Les redresseurs de soudage statiques sont apparus la fn des annes 1950. Ce
furent dabord des redresseurs au slnium, suivis par les redresseurs au silicium.
Les redresseurs thyristors apparus ultrieurement permettaient le contrle lec-
tronique du courant de soudage. Ce type de redresseur sest largement rpandu, au
moins dans les gnrateurs de soudage de grande puissance. Cependant, lavance
la plus remarquable reste linvention de londuleur de soudage en 1980.
1.1.7 Soudage mcanis
On utilise des robots de soudage mcanis depuis 1964. La robotisation du
soudage larc est apparue une dizaine dannes plus tard, lorsquil est devenu
possible de produire des robots lectriques dune prcision suffisante pour
rpondre aux exigences du soudage MIG. La mcanisation ouvrait de nouvelles
9782100578108_Weman.indb 8 20/06/12 18:26
1.2 Terminologie
9
D
u
n
o
d
T
o
u
t
e
r
e
p
r
o
d
u
c
t
i
o
n
n
o
n
a
u
t
o
r
i
s
e
e
s
t
u
n
d
l
i
t
.
perspectives. Le soudage larc submerg se dveloppa rapidement dans les
domaines de laconstruction navale, de la tuberie et de la fabrication de rcipients
sous pression de grand volume. Le soudage faible cartement du joint (narrow
gap) rduitle temps de soudage, la quantit de consommables et la dformation
des piceslourdes soudes. Le soudage TIG et le soudage plasma mcaniss sont
utiliss dans des applications pour lesquelles les exigences de qualit sont extr-
mement fortes.
1.2 Terminologie
1.2.1 Dnitions des procds de soudage
La norme ISO 857 dfnit les procds de soudage. La norme ISO 4063 dfnit la
nomenclature et la numrotation des procds. Le tableau1.1 donne des exemples
de numrotation des procds de soudage. Les dsignations numriques fgurent sur
les dessins (norme ISO2553) ou les qualifcations des modes opratoires de soudage
(QMOS) (norme EN ISO 15614-1).
Tableau1.1 Numrotation de quelques procds de soudage par fusion
(normeISO4063).
Procd
Numro
de rfrence
Soudage larc avec lectrode enrobe 111
Soudage larc avec l fourr sans gaz de protection 114
Soudage larc submerg 12
Soudage MIG 131
Soudage MAG 135
Soudage MAG avec l fourr 136
Soudage TIG 14
Soudage larc plasma 15
Soudage oxygaz 311
La fgure1.13 recense les divers types de procds de soudage.
9782100578108_Weman.indb 9 20/06/12 18:26
10
1 Le soudage Introduction
D
u
n
o
d
T
o
u
t
e
r
e
p
r
o
d
u
c
t
i
o
n
n
o
n
a
u
t
o
r
i
s
e
e
s
t
u
n
d
l
i
t
.
F
i
g
u
r
e
1
.
1
3
O
r
g
a
n
i
g
r
a
m
m
e
d
e
s
p
r
o
c
s
d
e
s
o
u
d
a
g
e
l
e
s
p
l
u
s
r
p
a
n
d
u
s
.
9782100578108_Weman.indb 10 20/06/12 18:26
1.2 Terminologie
11
D
u
n
o
d
T
o
u
t
e
r
e
p
r
o
d
u
c
t
i
o
n
n
o
n
a
u
t
o
r
i
s
e
e
s
t
u
n
d
l
i
t
.
1.2.2 Vocabulaire de base
Ensemble soud: ensemble form par la soudure, la zone afecte thermiquement et
le mtal de base.
Soudure bout bout/en bout: assemblage de deux pices bord bord. Les assem-
blages se font le plus souvent en pleine pntration et sont trs rsistants.
Soudure dangle: assemblage en T ou en L de deux pices qui se recouvrent ou qui
sont perpendiculaires lune lautre.
Soudage par pression : soudage avec application dune pression provoquant une
dformation plus ou moins plastique des surfaces souder, gnralement sans mtal
dapport. Aucune partie constitutive ne subit de fusion. Il est possible, au besoin, de
chaufer les surfaces souder pour permettre ou faciliter lassemblage.
Soudage par fusion: soudage avec fusion assurant la formation du joint sans pres-
sion. Lutilisation dun mtal dapport fondu nest pas toujours ncessaire.
Placage: application par soudure, sur la pice souder, dune ou plusieurs couches
dun mtal difrent de celui de la pice souder. Permet dobtenir une meilleure
rsistance labrasion, la corrosion ou la chaleur.
Qualifcation des modes opratoires de soudage (QMOS) : document contenant la
spcifcation des paramtres exigs pour une application donne du soudage, en vue
den assurer la rptabilit (normeEN15609).
Taux de dpt: quantit de mtal dpos par unit de temps lors du soudage.
Mtal de base: mtal assembl ou recharg par soudage, soudobrasage ou brasage.
Longitudinal: parallle laxe du cordon de soudure.
Transversal: perpendiculaire laxe du cordon de soudure
Apport de chaleur: il est dterminant pour la vitesse de refroidissement de la soudure.
Lapport de chaleur est donn par la formule suivante:
Q k
U I
V
=
en kJ/mm
1 000
o Q est la quantit de chaleur apporte (kJ/mm), U la tension (V), I lintensit (A),
V la vitesse de soudage (mm/s) et k le facteur de rendement thermique.
Le facteur k de rendement thermique est li au procd de soudage. La norme EN
1011-1 spcife un facteur k gal 0,8 pour le soudage MMA (manuel larc) et le
soudage MIG/MAG (sous protection gazeuse), un facteur k gal 1 pour le soudage
larc submerg, et un facteur k gal 0,6 pour le soudage TIG.
9782100578108_Weman.indb 11 20/06/12 18:26
12
1 Le soudage Introduction
D
u
n
o
d
T
o
u
t
e
r
e
p
r
o
d
u
c
t
i
o
n
n
o
n
a
u
t
o
r
i
s
e
e
s
t
u
n
d
l
i
t
.
Zone afecte thermiquement (ZAT) : zone du mtal de base qui na pas fondu
mais dont les proprits ont t afectes par la chaleur dgage lors du soudage
(fgure1.14).
Figure1.14 Schma de principe dune soudure dangle.
paisseur de la soudure: dtermine, avec la largeur, la taille de la soudure dangle
(voir fgure1.15, o g= gorge de soudure et l=largeur du cordon).
Figure1.15 Gorge (g) et largeur/hauteur (l) du cordon dune soudure dangle.
1.2.3 Types de soudures et positions de soudage
Le choix du type de soudure dpend, dans chaque cas particulier, du procd, de la
nature et de lpaisseur du matriau. Lobjectif est dobtenir la meilleure rsistance
mcanique et la meilleure qualit possibles de la soudure, en limitant les cots. Pour
limiter les cots, il faut limiter (i) la quantit de mtal dapport (le cot est propor-
tionnel au volume de la soudure), (ii) lapport de chaleur (plus il est important et
9782100578108_Weman.indb 12 20/06/12 18:26
1.2 Terminologie
13
D
u
n
o
d
T
o
u
t
e
r
e
p
r
o
d
u
c
t
i
o
n
n
o
n
a
u
t
o
r
i
s
e
e
s
t
u
n
d
l
i
t
.
plus il risque dy avoir des problmes de rsistance aux chocs et de dformation),
et (iii) le travail de prparation (on choisira de prfrence des types dassemblages
dans lesquels les surfaces font partie de la pice souder, et donc gnralement une
soudure dangle).
La fgure1.16 runit les principaux termes cls en matire de technologies dassem-
blage et la fgure1.17 montre les assemblages les plus courants.
Figure1.16 Terminologie des assemblages.
Figure1.17 Diffrents types dassemblages.
1.2.4 Positions de soudage/des soudures
Le soudage peut se faire plat, en corniche, au plafond ou en position verticale. Dans
ce dernier cas, il peut se faire de bas en haut (en montant PF) ou de haut en bas (en
descendant PG) (fgure1.18). Les soudures dangle se font en corniche ou plat
9782100578108_Weman.indb 13 20/06/12 18:26
14
1 Le soudage Introduction
D
u
n
o
d
T
o
u
t
e
r
e
p
r
o
d
u
c
t
i
o
n
n
o
n
a
u
t
o
r
i
s
e
e
s
t
u
n
d
l
i
t
.
mais aussi dans les positions intermdiaires PB et PD, comme sur les fgures1.18
et1.19. Des dnominations correspondantes existent pour le soudage de tubes.
Figure1.18 Dnominations des positions de soudage
pour les soudures bout bout.
PA: plat. PB: dangle en position horizontale. PC: en corniche. PD: dangle au plafond. PE: au plafond.
PF: verticale montante. PG: verticale descendante
Figure1.19 Dnominations des positions de soudage pour les soudures
dangle, conformment la norme ENISO 6947.
1.3 Pour en savoir plus
S.Hughes. A quick guide to welding and weld inspection, Woodhead Publishing Limited, 2009.
K.Weman A history of welding, Svetsaren, Vol. 59, N1, 2004.
9782100578108_Weman.indb 14 20/06/12 18:26
2.1 Introduction
15
D
u
n
o
d
T
o
u
t
e
r
e
p
r
o
d
u
c
t
i
o
n
n
o
n
a
u
t
o
r
i
s
e
e
s
t
u
n
d
l
i
t
.
2
Soudage au gaz
2.1 Introduction
Le soudage au gaz (oxyactylnique) est lun des procds de soudage les plus anciens
et a longtemps t le plus rpandu. Beaucoup moins utilis aujourdhui, il a toujours
le triple avantage de sa polyvalence, de sa simplicit de mise en uvre et du faible
cot du matriel ncessaire. Il convient parfaitement pour les travaux de rparation
ou de construction ou encore pour le soudage de tubes et de structures faits de
matriaux (comme la fonte) particulirement sujets la fssuration, avec des parois
de 0,5 6mm dpaisseur. Il est galement trs utilis pour la soudure de mtaux
non ferreux ainsi que pour le placage ou le rechargement dur, mais aussi pour le
coupage, le chaufage et le redressage la famme.
Lapport de chaleur est fourni par la combustion dactylne dans loxygne. La
temprature de la famme atteint environ 3100C. Cette temprature est infrieure
celle de larc et la chaleur est moins concentre. Le soudeur dirige la famme sur
les surfaces du joint, qui fondent. Un mtal dapport peut alors tre ajout selon le
besoin. Le bain de fusion est protg de lair par la zone rductrice et par la zone
secondaire de la famme. Il faut par consquent retirer la famme progressivement
la fn de lopration de soudage.
La famme tant moins concentre, le refroidissement est plus lent, ce qui constitue
un avantage certain lorsquon soude des aciers, qui ont tendance durcir. Mais, en
mme temps, le processus tant relativement lent, lapport de chaleur est plus impor-
tant et les risques de tensions thermiques et de dformation augmentent.
2.2 Matriel
Le matriel de soudage au gaz inclut (fgure2.1):
des bouteilles de gaz;
9782100578108_Weman.indb 15 20/06/12 18:26
16
2 Soudage au gaz
D
u
n
o
d
T
o
u
t
e
r
e
p
r
o
d
u
c
t
i
o
n
n
o
n
a
u
t
o
r
i
s
e
e
s
t
u
n
d
l
i
t
.
des manomtres-dtendeurs/rgulateurs;
des fexibles gaz;
des dispositifs anti-retour de famme;
des torches de soudage.
Figure2.1 Matriel de soudage au gaz.
2.2.1 Les gaz de soudage et leur stockage
Les bouteilles de gaz infammables doivent tre stockes en extrieur ou dans des
espaces bien ventils. Une signalisation spcifque doit tre appose lextrieur de
la zone de stockage. Les bouteilles dactylne et doxygne doivent tre soigneuse-
ment spares.
Actylne
Lactylne (C
2
H
2
) est le principal gaz combustible utilis pour le soudage au gaz.
Le tableau2.1 donne ses principales proprits par rapport aux autres gaz combus-
tibles. Il se compose de 92,3% de carbone et de 7,7% dhydrogne. Sa combustion
dans loxygne produit une temprature de combustion plus leve que celle de tout
autre hydrocarbure gazeux et sa famme est bien plus concentre que celle de tous
les autres gaz.
Tableau2.1 Principales caractristiques des gaz combustibles.
Gaz
Densit
(kg/m
3
)
Valeur
calorique
(MJ/kg)
Temprature
de amme
(C)
Vitesse de
combustion
(m/s)
Actylne 1,07 48,2 3100 13,1
Propane 2,00 46,4 2825 3,7
Hydrogne 0,08 120 2525 8,9
9782100578108_Weman.indb 16 20/06/12 18:26
2.2 Matriel
17
D
u
n
o
d
T
o
u
t
e
r
e
p
r
o
d
u
c
t
i
o
n
n
o
n
a
u
t
o
r
i
s
e
e
s
t
u
n
d
l
i
t
.
Lactylne est hautement infammable. Il forme avec lair un mlange trs explosible
des concentrations allant de 2,3 82%. Il faut viter soigneusement toute fuite des
bouteilles ou des tuyaux.
Mme en labsence dair, lactylne sous pression est chimiquement instable et peut,
dans certaines conditions, exploser en donnant du carbone et de lhydrogne. On
le stocke dans des bouteilles remplies dun matriau poreux satur dactone, qui
absorbe le gaz sous une pression de 2 MPa. Une dcomposition explosive peut se
produire dans les tuyaux partant de la bouteille si la pression y dpasse 1,5MPa.
Oxygne
Loxygne est stock sous pression ou ltat liquide. En bouteille, il est stock sous
20MPa. Les gros utilisateurs le reoivent gnralement sous forme doxygne liquide.
Dirig vers un lment infammable, loxygne pur senfamme aisment. Les
raccords doivent tre propres et bien serrs afn dviter le perlage. Ils ne doivent
jamais tre huils ou graisss.
2.2.2 Dtendeurs-rgulateurs
Le gaz est stock dans une bouteille haute pression (cette pression varie selon
le remplissage). Le dtendeur-rgulateur dbite le gaz la pression dutilisation et
assure un dbit constant en dpit des variations de contre-pression dues au rchauf-
fement de la torche de soudage.
2.2.3 Tuyaux gaz (exibles)
Les tuyaux gaz (fexibles) sont de couleur rouge pour lactylne et bleue pour
loxygne. Pour viter les erreurs de branchement, le raccord dactylne est flet
gauche, alors que le raccord doxygne est flet droite.
2.2.4 Dispositif anti-retour de amme
Le retour de famme (fgure2.2), caractris par le claquement qui laccompagne, est
synonyme dune rentre de la famme dans la torche. Il se produit lorsque le dbit de
gaz ne suit plus la vitesse de combustion de la famme, de telle sorte que le front de
famme recule. Lorsquun retour de famme, reconnaissable au sifement quil produit,
se prolonge, il faut fermer immdiatement toutes les vannes et robinets de gaz.
En fait, il y a retour de famme lorsque loxygne et lactylne remontent dans les
tuyaux lorsque de loxygne pntre dans le tuyau dactylne et que les deux
gaz forment un mlange explosif. Un dispositif anti-retour de famme fx sur le
rgulateur arrte le front de famme et empche la famme datteindre la bouteille
dactylne et de provoquer une explosion.
9782100578108_Weman.indb 17 20/06/12 18:26
Vous aimerez peut-être aussi
- Schopenhauer, Nietzsche, Deleuze Par Arnaud FrançoisDocument7 pagesSchopenhauer, Nietzsche, Deleuze Par Arnaud FrançoisKyla BruffPas encore d'évaluation
- Cours-Base - Metallurgie-Du-Soudage PDFDocument49 pagesCours-Base - Metallurgie-Du-Soudage PDFموسى زاوي100% (4)
- Plan DaffaireDocument26 pagesPlan DaffaireUtilisateurIntrouvable100% (1)
- Mots Appris LSQ 1Document14 pagesMots Appris LSQ 1Tommy-Charles BernierPas encore d'évaluation
- Les Liaisons Completes Etude Des LiaisonDocument9 pagesLes Liaisons Completes Etude Des Liaisonموسى زاويPas encore d'évaluation
- Chariot Cintreuse À Tubes (Corrigé)Document3 pagesChariot Cintreuse À Tubes (Corrigé)موسى زاويPas encore d'évaluation
- Travail Des MétauxDocument86 pagesTravail Des Métauxموسى زاويPas encore d'évaluation
- Rapport de Stage Industriel de Fin DetudDocument94 pagesRapport de Stage Industriel de Fin Detudموسى زاويPas encore d'évaluation
- Conception Du Pont RoulantDocument28 pagesConception Du Pont Roulantموسى زاويPas encore d'évaluation
- M8 - Gestion de Production Organisé PDFDocument109 pagesM8 - Gestion de Production Organisé PDFموسى زاويPas encore d'évaluation
- 2018 These Rama RDCDocument189 pages2018 These Rama RDCموسى زاويPas encore d'évaluation
- AtelierProcedes Et Methodes I TP Rached NciriDocument54 pagesAtelierProcedes Et Methodes I TP Rached Nciriموسى زاوي100% (1)
- Soutenance AFE VfinaleDocument51 pagesSoutenance AFE Vfinaleموسى زاويPas encore d'évaluation
- Etude Des Biocomposites À Base de Polymère Biosourcé PHBV Et Fibres Alfa.Document105 pagesEtude Des Biocomposites À Base de Polymère Biosourcé PHBV Et Fibres Alfa.موسى زاويPas encore d'évaluation
- Cours de Mecanique PDFDocument49 pagesCours de Mecanique PDFموسى زاويPas encore d'évaluation
- Endommagement Et Rupture Des MateriauxDocument21 pagesEndommagement Et Rupture Des Materiauxموسى زاويPas encore d'évaluation
- Dignostic Du BétonDocument29 pagesDignostic Du BétonHouari Benahmed100% (1)
- Aefe Cartes 1 2 3 Jouez BougezDocument39 pagesAefe Cartes 1 2 3 Jouez BougezGransardPas encore d'évaluation
- Exercices InferencesDocument9 pagesExercices InferencesbrunomarielaurePas encore d'évaluation
- Vices CachésDocument44 pagesVices CachésAnonymous NO0urGPas encore d'évaluation
- Notice Remplacement Ruban de Levage BSO-NSAV007Document8 pagesNotice Remplacement Ruban de Levage BSO-NSAV007GlopPas encore d'évaluation
- Ait Mouhoub Hiba Annee Universitaire 201Document179 pagesAit Mouhoub Hiba Annee Universitaire 201Pirate078Pas encore d'évaluation
- Recrutement Au Sein de La SonelgazDocument31 pagesRecrutement Au Sein de La Sonelgazdouaa bettaharPas encore d'évaluation
- 3EME SVTDocument20 pages3EME SVTMarieme Willane Ndiaye100% (7)
- Protocole PÉGASE Avenant N°1Document2 pagesProtocole PÉGASE Avenant N°1edouardPas encore d'évaluation
- Ténès Devoir 4amDocument3 pagesTénès Devoir 4amcem chlef2Pas encore d'évaluation
- Questionnaire de Satisfaction - Service de SoinsDocument2 pagesQuestionnaire de Satisfaction - Service de SoinskhayisamPas encore d'évaluation
- Dokumen - Tips - Liste D Attente Par Ordre de Merite Cne Nom Prenom Dat Nai Moy ClassementDocument203 pagesDokumen - Tips - Liste D Attente Par Ordre de Merite Cne Nom Prenom Dat Nai Moy ClassementAmr ElsakkaPas encore d'évaluation
- Texte 2Document3 pagesTexte 2Tetcha10Pas encore d'évaluation
- ApexxDocument67 pagesApexxthiombianoPas encore d'évaluation
- Histoire Du Drapeau Franc3a7ais1Document5 pagesHistoire Du Drapeau Franc3a7ais1Fatma M. J. Trznadel-SkahPas encore d'évaluation
- Photo-Theoria 37, Avril-Juin 2019Document275 pagesPhoto-Theoria 37, Avril-Juin 2019NassimDaghighianPas encore d'évaluation
- Connaissances, Attitudes Et Pratiques en Matiere D'eau, D'assainissement Et D'hygiene Dans Les Provinces D'antananarivo Et de Toliary (Mai 2004)Document133 pagesConnaissances, Attitudes Et Pratiques en Matiere D'eau, D'assainissement Et D'hygiene Dans Les Provinces D'antananarivo Et de Toliary (Mai 2004)HayZara Madagascar100% (1)
- Modèle D'examen 1ère Sec Mid-Terme 2020-2021Document7 pagesModèle D'examen 1ère Sec Mid-Terme 2020-2021abdogamrePas encore d'évaluation
- 06 - VBA Excel Boucles - Exercices - JPGDocument12 pages06 - VBA Excel Boucles - Exercices - JPGcherine.jlPas encore d'évaluation
- CV Yassine HafianeDocument1 pageCV Yassine HafianeyassinePas encore d'évaluation
- COM2590 - Notes de CoursDocument41 pagesCOM2590 - Notes de CoursjennyPas encore d'évaluation
- Arrêt Mavrommatis Part 2Document2 pagesArrêt Mavrommatis Part 2Yassine Haj KacemPas encore d'évaluation
- Cours Datation RelativeDocument1 pageCours Datation RelativeTondji ZoundeglaPas encore d'évaluation
- Devoir Du Second Cycle 1ereDocument59 pagesDevoir Du Second Cycle 1erenaababaongo052Pas encore d'évaluation
- 4eme Translations CoursDocument13 pages4eme Translations CourswillianotchristianotPas encore d'évaluation
- Interview D'honoré NgbandaDocument3 pagesInterview D'honoré NgbandaIshango KongoPas encore d'évaluation
- Savoir Vampires War PreciadoDocument12 pagesSavoir Vampires War PreciadoSer' RivelPas encore d'évaluation