Vous aimerez peut-être aussi
- Table WeibullDocument1 pageTable WeibullBOUDOUNIT YounesPas encore d'évaluation
- Tabla de Q de DixonDocument2 pagesTabla de Q de DixonRODRIGO MAYTAPas encore d'évaluation
- TD2 EconometrieDocument4 pagesTD2 EconometriesmatiPas encore d'évaluation
- Tabelas Tecnicas Aalborg IndustriesDocument17 pagesTabelas Tecnicas Aalborg IndustriesSandro AraújoPas encore d'évaluation
- 3yr - GR Cash Flow - CIP500 - AADocument12 pages3yr - GR Cash Flow - CIP500 - AAGo Ki LaPas encore d'évaluation
- 500m3 BarDocument3 pages500m3 BarARSEPas encore d'évaluation
- Man - Cap - 3 Filettature MetricheDocument14 pagesMan - Cap - 3 Filettature MetrichemariorossiPas encore d'évaluation
- Catalogo PDFDocument29 pagesCatalogo PDFNicolás BronziniPas encore d'évaluation
- TercerosDocument770 pagesTercerosMaribel MedellinPas encore d'évaluation
- Statistiques Descriptivesj - CopieDocument18 pagesStatistiques Descriptivesj - CopieGbamélé Elisée KonanPas encore d'évaluation
- 10 - Tableaux AciersDocument4 pages10 - Tableaux AciersYassine Elm100% (1)
- 02tableaux AciersDocument4 pages02tableaux Aciersnsouli1100% (5)
- Plan Strategique de Developement Senegal MateriauxDocument25 pagesPlan Strategique de Developement Senegal MateriauxTaga DiopPas encore d'évaluation
- EMIDetail-ASHOK KUMARDocument3 pagesEMIDetail-ASHOK KUMARapexlofi93421Pas encore d'évaluation
- Bang Do Cac Phan BoDocument2 pagesBang Do Cac Phan BoTrương Huỳnh Tuấn VỹPas encore d'évaluation
- KMD 55MPa PDFDocument1 pageKMD 55MPa PDFM OdebrechtPas encore d'évaluation
- Tercero SDocument2 822 pagesTercero SYuly RodriguezPas encore d'évaluation
- Espesores de TuberíaDocument1 pageEspesores de TuberíaTomas TorresPas encore d'évaluation
- Fili Rame Smaltato Fili Rivestiti PVC Cavi SpecialiDocument6 pagesFili Rame Smaltato Fili Rivestiti PVC Cavi SpecialiClaudio AllegriPas encore d'évaluation
- Mitraguna PNS, BUMN, DokterDocument1 pageMitraguna PNS, BUMN, DokterRudy IndrawanPas encore d'évaluation
- Alborg Tabela Vapor-SatDocument1 pageAlborg Tabela Vapor-SatmosanmecPas encore d'évaluation
- Serii de Volume Echiene-Clasa VIIDocument3 pagesSerii de Volume Echiene-Clasa VIIAdrian NegoitaPas encore d'évaluation
- Tube SoudeDocument4 pagesTube SoudeYounes ChaaPas encore d'évaluation
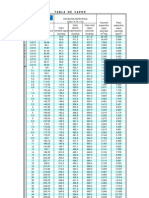
- Tablas de VaporDocument1 pageTablas de VaporCamilo Manuel García FernándezPas encore d'évaluation
- Serii de Volume PT Arb pluriene-MOLIDDocument3 pagesSerii de Volume PT Arb pluriene-MOLIDAdrian NegoitaPas encore d'évaluation
- Tabela RoscasDocument3 pagesTabela Roscasestudo2010Pas encore d'évaluation
- Kur 6 %Document4 pagesKur 6 %arizki arizkiPas encore d'évaluation
- Serii de Volume PT Arb pluriene-BRADDocument3 pagesSerii de Volume PT Arb pluriene-BRADAdrian NegoitaPas encore d'évaluation
- Royal EnfieldDocument1 pageRoyal Enfieldarifin rizalPas encore d'évaluation
- Avide Bilan 2018Document9 pagesAvide Bilan 2018Stéphanie TossouPas encore d'évaluation
- Catálogo TCA FiltrosDocument5 pagesCatálogo TCA FiltrosTialin BarbozaPas encore d'évaluation
- Serii de Volume Echiene-Clasa IXDocument2 pagesSerii de Volume Echiene-Clasa IXAdrian NegoitaPas encore d'évaluation
- EXTRABOICAM Douala Grille Bois L GalDocument3 pagesEXTRABOICAM Douala Grille Bois L Galdominique bourger lembenbe ntedePas encore d'évaluation
- Simulacion 1Document8 pagesSimulacion 1Gonzalo P.Pas encore d'évaluation
- BookDocument3 pagesBookdozermzh5Pas encore d'évaluation
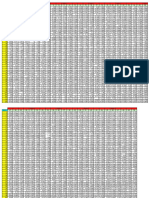
- Tabel Angsuran Pinjaman Multiguna SP Per Jan 2018-1Document1 pageTabel Angsuran Pinjaman Multiguna SP Per Jan 2018-1Romly MechPas encore d'évaluation
- Tabela de Tubos SCHDocument1 pageTabela de Tubos SCHvalter hacimotoPas encore d'évaluation
- Stabstahl GewichteDocument6 pagesStabstahl Gewichteedvinas dubinskasPas encore d'évaluation
- Pricelist Pipa PE - 100 Maspion 2023Document5 pagesPricelist Pipa PE - 100 Maspion 2023jeppo LepuenPas encore d'évaluation
- Techlok SealringsDocument2 pagesTechlok SealringsJacobus CalvelagePas encore d'évaluation
- Rekap Data Lipinski-Farmasi3D-K.hormon SteroidDocument4 pagesRekap Data Lipinski-Farmasi3D-K.hormon SteroidelicenrlPas encore d'évaluation
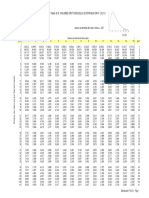
- 08tabla FisherSnedecor01Document3 pages08tabla FisherSnedecor01Martin Nicolas LuceroPas encore d'évaluation
- Serii de Volume Echiene-Clasa XDocument2 pagesSerii de Volume Echiene-Clasa XAdrian NegoitaPas encore d'évaluation
- 1cr With 25k SalaryDocument56 pages1cr With 25k SalaryKartikay GoswamiPas encore d'évaluation
- Pricelist Pipa PE - 100 Maspion 2023Document1 pagePricelist Pipa PE - 100 Maspion 2023Hendricko hurintPas encore d'évaluation
- Tornillo Cabeza Plana ISO 2009 DIN 963Document1 pageTornillo Cabeza Plana ISO 2009 DIN 963Marcelo GuarachiPas encore d'évaluation
- SANI3Document6 pagesSANI3pilarPas encore d'évaluation
- Tableau de Correspondance de La Tension TempératureDocument4 pagesTableau de Correspondance de La Tension TempératureNGASSAKI ATONGUI Christ HubertPas encore d'évaluation
- Serii de Volume Echiene-Clasa XIDocument2 pagesSerii de Volume Echiene-Clasa XIAdrian NegoitaPas encore d'évaluation
- Tabla Espesores TuberiaDocument2 pagesTabla Espesores TuberiaJose Parra PradaPas encore d'évaluation
- Robots financiers et I.A.: Aspects pratiques et éthiquesD'EverandRobots financiers et I.A.: Aspects pratiques et éthiquesPas encore d'évaluation
- Management des organisations publiques - 2e édition, revue et corrigéeD'EverandManagement des organisations publiques - 2e édition, revue et corrigéePas encore d'évaluation
- Éducation motrice et l'éducation psychomotrice au préscolaire et au primaireD'EverandÉducation motrice et l'éducation psychomotrice au préscolaire et au primairePas encore d'évaluation
- Ça bouge en FP! - Fascicule de l'élève: 21 secteurs à découvrirD'EverandÇa bouge en FP! - Fascicule de l'élève: 21 secteurs à découvrirPas encore d'évaluation
- La LA GESTION COOPERATIVE - THEORIE ET PRATIQUE: De la spécificité à l’avantage concurrentiel - Émergence d’un nouveau paradigmeD'EverandLa LA GESTION COOPERATIVE - THEORIE ET PRATIQUE: De la spécificité à l’avantage concurrentiel - Émergence d’un nouveau paradigmePas encore d'évaluation
- Guide à l'intention des administrateurs: Pouvoirs, devoirs et parcours de performanceD'EverandGuide à l'intention des administrateurs: Pouvoirs, devoirs et parcours de performancePas encore d'évaluation
- Distributeur NG6Document8 pagesDistributeur NG6Ziko ItchiPas encore d'évaluation
- Norme TubeDocument2 pagesNorme TubeZiko ItchiPas encore d'évaluation
- WP GPAO - Open ProdDocument34 pagesWP GPAO - Open ProdZiko ItchiPas encore d'évaluation
- FR2014050461Document11 pagesFR2014050461Ziko ItchiPas encore d'évaluation
- Check ListDocument3 pagesCheck ListZiko ItchiPas encore d'évaluation
- FT Étuve FRDocument1 pageFT Étuve FRZiko ItchiPas encore d'évaluation
- Autoclave FRDocument1 pageAutoclave FRZiko ItchiPas encore d'évaluation
- Examen TechniqueDocument41 pagesExamen TechniqueZiko ItchiPas encore d'évaluation
- Broch X8 SwissExpertDocument11 pagesBroch X8 SwissExpertZiko ItchiPas encore d'évaluation
- Broch X8 Tournage PDFDocument13 pagesBroch X8 Tournage PDFZiko ItchiPas encore d'évaluation
- CoussinetsDocument2 pagesCoussinetsZiko ItchiPas encore d'évaluation
- NA187Document16 pagesNA187Ziko ItchiPas encore d'évaluation
- Guide Utilisateur Du Module Factory PDFDocument50 pagesGuide Utilisateur Du Module Factory PDFZiko ItchiPas encore d'évaluation
- Fontes À Graphite Lamellaire FGL 175HB - FGL 215HB - FGL 240HB. Spécifications TechniquesDocument4 pagesFontes À Graphite Lamellaire FGL 175HB - FGL 215HB - FGL 240HB. Spécifications TechniquesIna IoanaPas encore d'évaluation
- Projet de Reconstruction Hotel Royal Mansour Casablanca Devis N°001 - Impact Finacier Ftm04 Indice ADocument27 pagesProjet de Reconstruction Hotel Royal Mansour Casablanca Devis N°001 - Impact Finacier Ftm04 Indice AHamza AkhalouiPas encore d'évaluation
- Ben Malek Fatigue Multiaxiale Alu Anodisé PDFDocument209 pagesBen Malek Fatigue Multiaxiale Alu Anodisé PDFElly PegPas encore d'évaluation
- Methodes Mesure Taux Cendre PDFDocument2 pagesMethodes Mesure Taux Cendre PDFMu AdPas encore d'évaluation
- Les Types de Traitement Des EauxDocument6 pagesLes Types de Traitement Des EauxRabeh AouaouchePas encore d'évaluation
- Les Tuyaux 2Document4 pagesLes Tuyaux 2Azzeddine BenainiPas encore d'évaluation
- Serpentinite Et MétallogénieDocument19 pagesSerpentinite Et MétallogéniekridatimaPas encore d'évaluation
- Travaux GC GeneralDocument1 pageTravaux GC GeneralMohamed YaakoubiPas encore d'évaluation
- Cps Extention InternatDocument66 pagesCps Extention InternatahmedPas encore d'évaluation
- 6129e5e29b99bdevoir 11 Physique Chimie Niveau Terminale D ColleDocument3 pages6129e5e29b99bdevoir 11 Physique Chimie Niveau Terminale D Collelossenik947Pas encore d'évaluation
- Fixations - FG INOXDocument7 pagesFixations - FG INOXFGINOXPas encore d'évaluation
- Preparation Exam MdsDocument4 pagesPreparation Exam MdsLina Lazlaoui100% (2)
- E B Chimie 2018 Var 06 LRO PDFDocument3 pagesE B Chimie 2018 Var 06 LRO PDFRaul-Mihai CosteaPas encore d'évaluation
- ExtractionDocument8 pagesExtractionAPas encore d'évaluation
- TP Essai de PerméabilitéDocument11 pagesTP Essai de PerméabilitéRafik PinoPas encore d'évaluation
- Norme Européenne: NF EN 10051Document28 pagesNorme Européenne: NF EN 10051hicham.fattouh1978Pas encore d'évaluation
- Devis Estimatif Dun DuplexDocument27 pagesDevis Estimatif Dun DuplexYves MinougouPas encore d'évaluation
- Etude de La Réaction de Saponification de LDocument11 pagesEtude de La Réaction de Saponification de Lselmi nourelhouda100% (2)
- Vanne À Opercule VAG EKO®plus 2 PDFDocument3 pagesVanne À Opercule VAG EKO®plus 2 PDFLamineJojoPas encore d'évaluation
- Dimensionnement Des Sections en Exion SimpleDocument29 pagesDimensionnement Des Sections en Exion Simplelaari2100% (11)
- DM Révisions 2006Document2 pagesDM Révisions 2006Daniela DinicaPas encore d'évaluation
- M4102C TD CorrigésDocument135 pagesM4102C TD Corrigésallaoui100% (1)
- Durabilite Des Mortiers A Base de Pouzzolane Naturelle EtDocument11 pagesDurabilite Des Mortiers A Base de Pouzzolane Naturelle EtMiloudi Safou100% (1)
- Bandes D'arrêt D'eau PVCDocument2 pagesBandes D'arrêt D'eau PVCAmine MoudjebPas encore d'évaluation
- Brochure General Industry FrenchDocument16 pagesBrochure General Industry FrenchMaryem Ben SalemPas encore d'évaluation
- Abrasifs Agglomeres PDFDocument14 pagesAbrasifs Agglomeres PDFKouki NizarPas encore d'évaluation
- TP Chemie 02Document6 pagesTP Chemie 02Before SunrisePas encore d'évaluation
- Station Physico ChimieDocument26 pagesStation Physico ChimieAghai MohamedPas encore d'évaluation
- Pfe Stage Anass Benaziz Master INDUSAHADocument74 pagesPfe Stage Anass Benaziz Master INDUSAHASaadia JamalPas encore d'évaluation
- TP 4 Corrosion Par PiqureDocument6 pagesTP 4 Corrosion Par PiqureDopamoPas encore d'évaluation