Vous aimerez peut-être aussi
- Engrenages PDFDocument18 pagesEngrenages PDFr_rac100% (1)
- Amortisseur de Chocs PDFDocument7 pagesAmortisseur de Chocs PDFr_racPas encore d'évaluation
- Rapport de Mesures Sur Les Émissions Atmosphériques PDFDocument19 pagesRapport de Mesures Sur Les Émissions Atmosphériques PDFr_racPas encore d'évaluation
- 2013 10 - Guide Liquides InflammablesDocument77 pages2013 10 - Guide Liquides Inflammablesbuffle08Pas encore d'évaluation
- IRIS, UIC, Interopérabilité Ferroviaire PDFDocument1 pageIRIS, UIC, Interopérabilité Ferroviaire PDFr_racPas encore d'évaluation
- Lex Soudage PDFDocument26 pagesLex Soudage PDFr_racPas encore d'évaluation
- Catalogue Techni-Contact - Poste À Souder PDFDocument139 pagesCatalogue Techni-Contact - Poste À Souder PDFr_racPas encore d'évaluation
- CPS PDFDocument31 pagesCPS PDFr_racPas encore d'évaluation
- Chaudière À Électrodes Modèle CEJS 750-272 - Installation, Fonctionnement Et Entretien PDFDocument46 pagesChaudière À Électrodes Modèle CEJS 750-272 - Installation, Fonctionnement Et Entretien PDFr_rac100% (1)
- Securite Machines PDFDocument19 pagesSecurite Machines PDFr_rac100% (1)
- Elevateurs Pour PMR PDFDocument31 pagesElevateurs Pour PMR PDFr_racPas encore d'évaluation
- U10 DT PDFDocument19 pagesU10 DT PDFr_rac100% (1)
- Fiche Visa Qualite 2012 PDFDocument4 pagesFiche Visa Qualite 2012 PDFr_racPas encore d'évaluation
- Ultrason PDFDocument10 pagesUltrason PDFr_racPas encore d'évaluation
- Acier Inoxydable PDFDocument16 pagesAcier Inoxydable PDFr_racPas encore d'évaluation
- Mise en Service Rapide Variateur VFD e PDFDocument16 pagesMise en Service Rapide Variateur VFD e PDFr_racPas encore d'évaluation
- Inwi Brochure - Tarifaire - b2c - v14 - 0 PDFDocument42 pagesInwi Brochure - Tarifaire - b2c - v14 - 0 PDFr_racPas encore d'évaluation
- Electrotechnique Model 2 PDFDocument116 pagesElectrotechnique Model 2 PDFr_racPas encore d'évaluation
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Alignement 6Document9 pagesAlignement 6r_racPas encore d'évaluation
- Allo Environnement DRClexploratioDuColtanDocument96 pagesAllo Environnement DRClexploratioDuColtanTanguy DoumbiaPas encore d'évaluation
- SoudageDocument28 pagesSoudageNeri67% (3)
- ED2 - Classification Liaison - 2023 - 2024Document4 pagesED2 - Classification Liaison - 2023 - 2024mouhammadhichamPas encore d'évaluation
- TD: Equilibres D'oxydoréduction: Exercice 1: Réaction RedoxDocument2 pagesTD: Equilibres D'oxydoréduction: Exercice 1: Réaction RedoxbadrePas encore d'évaluation
- Mineraux Industriels Courants Ngolo TogolaDocument54 pagesMineraux Industriels Courants Ngolo TogolaDr. eamsPas encore d'évaluation
- SulfateDocument2 pagesSulfateleo7rickPas encore d'évaluation
- Le Haut FourneauDocument6 pagesLe Haut Fourneaukhir eddine100% (1)
- Aires D'absorption Équivalentes 1Document3 pagesAires D'absorption Équivalentes 1Léa BelotPas encore d'évaluation
- Liste Des Éléments Chimiques - WikipédiaDocument9 pagesListe Des Éléments Chimiques - WikipédiaMame amarPas encore d'évaluation
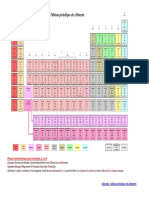
- Tableau PeriodiqueDocument3 pagesTableau PeriodiqueBENTAYEB AdelPas encore d'évaluation
- Chimie MinéraleDocument77 pagesChimie MinéraleIslam LakatPas encore d'évaluation
- Aciers HLEDocument3 pagesAciers HLEDavid B.Pas encore d'évaluation
- Delta - Chimie - 2e Cycle Du Secondaire - 3e Année - Cahier D'apprentissageDocument912 pagesDelta - Chimie - 2e Cycle Du Secondaire - 3e Année - Cahier D'apprentissageMarcq Valérie100% (1)
- Chaux (Matière)Document96 pagesChaux (Matière)Mousab AlamiPas encore d'évaluation
- Catalogue FerroviaireDocument20 pagesCatalogue FerroviairekhakadamPas encore d'évaluation
- Documentation Levage FixationDocument110 pagesDocumentation Levage FixationAnas Tedjini0% (1)
- Non Preload Assemblies BS EN 15048 12 PDFDocument4 pagesNon Preload Assemblies BS EN 15048 12 PDFsajay2010Pas encore d'évaluation
- Minéralogie Darragi LFST2Document61 pagesMinéralogie Darragi LFST2Anonymous 6iBKWPWPas encore d'évaluation
- Winkler PDFDocument2 pagesWinkler PDFMohammed Ben AliPas encore d'évaluation
- Brochure Technique NorFalco Sur L'acide SulfuriqueDocument36 pagesBrochure Technique NorFalco Sur L'acide SulfuriquealainPas encore d'évaluation
- Ertificat D'aptitude Professionnelle: C Constructeur Bois Epreuve EP1Document6 pagesErtificat D'aptitude Professionnelle: C Constructeur Bois Epreuve EP1Antoine SavoyePas encore d'évaluation
- Cours 04 Chapitre 2 GéologieDocument6 pagesCours 04 Chapitre 2 GéologieMoumouh mec de ruePas encore d'évaluation
- W360FSp PDFDocument12 pagesW360FSp PDFjassconsPas encore d'évaluation
- Liants Hydrauliques: Norme Française HomologuéeDocument8 pagesLiants Hydrauliques: Norme Française HomologuéeSaidDiasPas encore d'évaluation
- M.douezy Enonce Et Corrige Interrogation 2 2-5-12 Solutions Aqueuses Interrogation 2 2 5 12 Solutions Aqueuses 1428560285Document2 pagesM.douezy Enonce Et Corrige Interrogation 2 2-5-12 Solutions Aqueuses Interrogation 2 2 5 12 Solutions Aqueuses 1428560285Amdjed BahaaPas encore d'évaluation
- Cahier de Cours 22-23-BacDocument72 pagesCahier de Cours 22-23-BacaymanPas encore d'évaluation
- TP MNFDocument21 pagesTP MNFamitthai MasengoPas encore d'évaluation
- TabmecDocument36 pagesTabmecrazvan65Pas encore d'évaluation
- AzothDocument77 pagesAzothwebylomePas encore d'évaluation