Vous aimerez peut-être aussi
- ElectriciteDocument14 pagesElectriciteasmarPas encore d'évaluation
- ComparaisonDessin Croquis Schéma PDFDocument2 pagesComparaisonDessin Croquis Schéma PDFKarim Ben SalemPas encore d'évaluation
- Exercice Simulation SolidworksDocument2 pagesExercice Simulation SolidworksKarim Ben SalemPas encore d'évaluation
- ElectriciteDocument14 pagesElectriciteasmarPas encore d'évaluation
- ComparaisonDessin Croquis Schéma PDFDocument2 pagesComparaisonDessin Croquis Schéma PDFKarim Ben SalemPas encore d'évaluation
- Westfalen Choisir Un Fluide Frigorigene PDFDocument8 pagesWestfalen Choisir Un Fluide Frigorigene PDFKarim Ben SalemPas encore d'évaluation
- 16 Les Huiles Frigorifiques PDFDocument8 pages16 Les Huiles Frigorifiques PDFAyoub AzerPas encore d'évaluation
- Arcondeguy Aure PDFDocument192 pagesArcondeguy Aure PDFKarim Ben SalemPas encore d'évaluation
- Schema Frigorifique PDFDocument21 pagesSchema Frigorifique PDFwalid100% (4)
- Schema Capote Electrique v1.01Document8 pagesSchema Capote Electrique v1.01Karim Ben SalemPas encore d'évaluation
- B COP Catalogue Ouvrages Protection 20211015 FRDocument152 pagesB COP Catalogue Ouvrages Protection 20211015 FRFatima Ezzahra KtaibPas encore d'évaluation
- Chapitre 2 Synthèse Des Catalyseurs Supportées A Base D Oxyde D AlumineDocument45 pagesChapitre 2 Synthèse Des Catalyseurs Supportées A Base D Oxyde D Aluminerania dorbaniPas encore d'évaluation
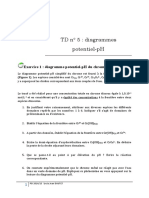
- td3 redoxE-pHDocument6 pagestd3 redoxE-pHEl Mounchit AyoubPas encore d'évaluation
- En7 8Document3 pagesEn7 8qazplm 1029Pas encore d'évaluation
- JavelDocument5 pagesJavelmelxeroPas encore d'évaluation
- Adsorption!!Document12 pagesAdsorption!!Chou Show100% (1)
- Estimation de La Période Fondamentale de La StructureDocument13 pagesEstimation de La Période Fondamentale de La StructureMoh YagoubPas encore d'évaluation
- Impact Des Matériaux Sur L'environnementDocument19 pagesImpact Des Matériaux Sur L'environnementhassumo699Pas encore d'évaluation
- TD RDM-Poly 22-23Document16 pagesTD RDM-Poly 22-23AimanePas encore d'évaluation
- S1 02 Structure BoisDocument2 pagesS1 02 Structure BoisMéshakPas encore d'évaluation
- Datasheet Lead Carbon Battery FRDocument1 pageDatasheet Lead Carbon Battery FRSINES FrancePas encore d'évaluation
- Chapitre 1: Généralités Sur La Construction Métallique: 1 12/09/2021 DR Adamah MESSANDocument84 pagesChapitre 1: Généralités Sur La Construction Métallique: 1 12/09/2021 DR Adamah MESSANYves De KassenaPas encore d'évaluation
- Série 2 - La Loi D'additivité Des TensionsDocument3 pagesSérie 2 - La Loi D'additivité Des TensionsHiba MouridPas encore d'évaluation
- CHAPITRE IV Production Des Huiles de BaseDocument13 pagesCHAPITRE IV Production Des Huiles de Basehamada aminaPas encore d'évaluation
- 7 - Types Corrosion PDFDocument20 pages7 - Types Corrosion PDFWilson Njange100% (2)
- Catalogue Tarifaire 2023 PeriphDocument30 pagesCatalogue Tarifaire 2023 PeriphNomessi ADJIVONPas encore d'évaluation
- TheseDocument234 pagesTheseOumaima HajjoubiPas encore d'évaluation
- Estion Des Déchets Ménagers Solides Dans La Ville de MonateleDocument33 pagesEstion Des Déchets Ménagers Solides Dans La Ville de MonateleGhislain CAYOPas encore d'évaluation
- These de Doctorat Es-Science Final Et Modifier 08-07-2017Document208 pagesThese de Doctorat Es-Science Final Et Modifier 08-07-2017Hamza El MrabetPas encore d'évaluation
- Condensateurs Professional PDFDocument95 pagesCondensateurs Professional PDFpaninaro2011Pas encore d'évaluation
- Cours Filtration GaleniqueDocument8 pagesCours Filtration Galeniquessarroura8075% (4)
- Ingenierie ReseauxDocument90 pagesIngenierie ReseauxAnonymous WCNlcwPas encore d'évaluation
- Physique-Chimie 2de Éd. 2021 - Manuel Numérique Élève Actualisé - 9782401058927Document1 pagePhysique-Chimie 2de Éd. 2021 - Manuel Numérique Élève Actualisé - 9782401058927Марія РепкоPas encore d'évaluation
- NF Dtu 45.2 P1-2 PDFDocument11 pagesNF Dtu 45.2 P1-2 PDFYounes YounesPas encore d'évaluation
- RapportDocument20 pagesRapportAnass El Kasmaoui100% (1)
- Expose Materiaux CompositesDocument72 pagesExpose Materiaux CompositesChristian Padji100% (1)
- Fiches D'installation Des Équipements À Gaz Naturel Commercial ÉnergirDocument59 pagesFiches D'installation Des Équipements À Gaz Naturel Commercial ÉnergirRobert LevesquePas encore d'évaluation
- Eff Tsgo 2015 PRDocument4 pagesEff Tsgo 2015 PRIlyasse LgbtPas encore d'évaluation
- RakuDocument45 pagesRakui_ghosto100% (1)
- Industrie KRAFTDocument42 pagesIndustrie KRAFThsini09100% (1)
- Tout savoir sur les métiers à tisser et à tricoterD'EverandTout savoir sur les métiers à tisser et à tricoterPas encore d'évaluation
- Resine Epoxy - Projets Creatifs pour DebutantsD'EverandResine Epoxy - Projets Creatifs pour DebutantsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Histoire et composantes de la mode: Les Grands Articles d'UniversalisD'EverandHistoire et composantes de la mode: Les Grands Articles d'UniversalisPas encore d'évaluation
- Joseph Balsamo - Tome II - (Les Mémoires d'un médecin)D'EverandJoseph Balsamo - Tome II - (Les Mémoires d'un médecin)Pas encore d'évaluation
- Dictionnaire des Pierres précieuses fines et ornementales: Les Dictionnaires d'UniversalisD'EverandDictionnaire des Pierres précieuses fines et ornementales: Les Dictionnaires d'UniversalisPas encore d'évaluation
- Diamants (Paris - 2001): Les Fiches Exposition d'UniversalisD'EverandDiamants (Paris - 2001): Les Fiches Exposition d'UniversalisPas encore d'évaluation
- Georges Le Turcq: Un grand Joaillier Art nouveau FrançaisD'EverandGeorges Le Turcq: Un grand Joaillier Art nouveau FrançaisÉvaluation : 5 sur 5 étoiles5/5 (1)
- Dictionnaire de la Mode: Les Dictionnaires d'UniversalisD'EverandDictionnaire de la Mode: Les Dictionnaires d'UniversalisPas encore d'évaluation
- De poubelle à passerelle: Une guide pour recycler des vieux vêtements avec ton propre style.D'EverandDe poubelle à passerelle: Une guide pour recycler des vieux vêtements avec ton propre style.Pas encore d'évaluation