Vous aimerez peut-être aussi
- Rapport Controle QualitéDocument10 pagesRapport Controle QualitéNarjiss ElouantoutiPas encore d'évaluation
- Modèle de Wagner Et WhithinDocument10 pagesModèle de Wagner Et WhithinNarjiss ElouantoutiPas encore d'évaluation
- Modèle de Wagner Et WhithinDocument10 pagesModèle de Wagner Et WhithinNarjiss ElouantoutiPas encore d'évaluation
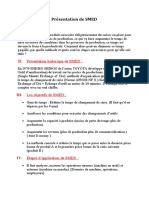
- Présentation de SMEDDocument3 pagesPrésentation de SMEDNarjiss ElouantoutiPas encore d'évaluation
- Présentation de SMEDDocument3 pagesPrésentation de SMEDNarjiss ElouantoutiPas encore d'évaluation
- Pmaa 0803 H Audits Qualité InternesDocument4 pagesPmaa 0803 H Audits Qualité InternesAdil El fellah KadmiriPas encore d'évaluation
- Tout Ce Qu'il Faut Savoir Pour Mettre en Place (SMI) PerformantDocument16 pagesTout Ce Qu'il Faut Savoir Pour Mettre en Place (SMI) PerformantRiyad BENZIAN100% (1)
- PSM DjeghoubiDocument66 pagesPSM DjeghoubiMoncef SaidaniPas encore d'évaluation
- CV Actualisé Kaluta 8Document2 pagesCV Actualisé Kaluta 8Aziarny KalutaPas encore d'évaluation
- Article Dakkak Cpi 2015Document8 pagesArticle Dakkak Cpi 2015ILYAS AYADIPas encore d'évaluation
- Les Amortissements Ch2 s2m3 Abriane FsjesDocument15 pagesLes Amortissements Ch2 s2m3 Abriane FsjesMohamedsimo 32Pas encore d'évaluation
- Contrôle de Gestion I Comptabilité Analytique I RSM FranceDocument3 pagesContrôle de Gestion I Comptabilité Analytique I RSM FranceOness NumbiPas encore d'évaluation
- Rapport de StageDocument28 pagesRapport de StageYoussef Khali100% (2)
- M0283MBF12Document114 pagesM0283MBF12Mouna NafoPas encore d'évaluation
- Mesure de La Performance de La Fonction Du Contrôle de GestionDocument15 pagesMesure de La Performance de La Fonction Du Contrôle de GestionmsaddakPas encore d'évaluation
- Le Contrat D'entreprise Les Obligations de L'entrepreneur - A. Bamdé & J. BourdoiseauDocument2 pagesLe Contrat D'entreprise Les Obligations de L'entrepreneur - A. Bamdé & J. BourdoiseauKatti estelle KonePas encore d'évaluation
- Document Formation Initiation Logistique BTS GTLA 28.09.2023Document30 pagesDocument Formation Initiation Logistique BTS GTLA 28.09.2023AntonPas encore d'évaluation
- FidélisationDocument4 pagesFidélisationsasou SIwarPas encore d'évaluation
- Rapport Activite Et Responsabilite Societale 2021Document188 pagesRapport Activite Et Responsabilite Societale 2021leimiPas encore d'évaluation
- Cabinet RehobothDocument4 pagesCabinet RehobothDéveloppeur WebPas encore d'évaluation
- Audit de ..Document22 pagesAudit de ..catttttPas encore d'évaluation
- J - M1eg - Uec1 - M24078ac - Porcher - 3h Etudes Et Recherche en Gestion (Analyse Des Données)Document7 pagesJ - M1eg - Uec1 - M24078ac - Porcher - 3h Etudes Et Recherche en Gestion (Analyse Des Données)Noel RaharinantenainaPas encore d'évaluation
- Guest: Heaven CasualDocument4 pagesGuest: Heaven CasualtotoPas encore d'évaluation
- Attestation Propriétaire OccupantDocument1 pageAttestation Propriétaire Occupantdenis trevePas encore d'évaluation
- Exercice 1 Management de Linnovation V FinalDocument8 pagesExercice 1 Management de Linnovation V Finalnessrine charfiPas encore d'évaluation
- Lafarge Hol CimDocument40 pagesLafarge Hol CimSalma Gorji100% (1)
- Mémoire Zawadi - M2Document176 pagesMémoire Zawadi - M2DeodatPas encore d'évaluation
- RAPPORT STAGE BMCE VERSION PRELIMINAIRE - Copie - Copie - Copie - CopieDocument19 pagesRAPPORT STAGE BMCE VERSION PRELIMINAIRE - Copie - Copie - Copie - Copiebadrelidrissijaghnane01Pas encore d'évaluation
- Rapport D'auditDocument29 pagesRapport D'auditFaress AbdelouhabPas encore d'évaluation
- Design de La Chaine Logistique Cas NespressoDocument4 pagesDesign de La Chaine Logistique Cas NespressoАнасс МмPas encore d'évaluation
- Corrigé CAS 3Document5 pagesCorrigé CAS 3Anis MnifPas encore d'évaluation
- Quotidien N°3851 DU VENDREDI 05 AVRIL 2024Document52 pagesQuotidien N°3851 DU VENDREDI 05 AVRIL 2024thiabri74Pas encore d'évaluation
- Partie I Complete PDFDocument18 pagesPartie I Complete PDFelomraniPas encore d'évaluation
- Grand Devoir N1 2023-2024 ISFGEDocument2 pagesGrand Devoir N1 2023-2024 ISFGEDemba KanoutePas encore d'évaluation
- Organisation Et Fonctionnement de L'entreprise - Ad ValorisDocument4 pagesOrganisation Et Fonctionnement de L'entreprise - Ad ValorisdjerabePas encore d'évaluation