Vous aimerez peut-être aussi
- TD Tassement Et Consolidation Des SolsDocument10 pagesTD Tassement Et Consolidation Des SolsHIMRI DOUNIA MALAKPas encore d'évaluation
- Rapport BlidaDocument21 pagesRapport BlidaHIMRI DOUNIA MALAKPas encore d'évaluation
- TD Tassement Et Consolidation Des SolsDocument10 pagesTD Tassement Et Consolidation Des SolsHIMRI DOUNIA MALAK100% (1)
- Downloadfile 7Document6 pagesDownloadfile 7HIMRI DOUNIA MALAKPas encore d'évaluation
- Rapport BlidaDocument21 pagesRapport BlidaHIMRI DOUNIA MALAKPas encore d'évaluation
- Autorisation de Stage ClassiqueDocument1 pageAutorisation de Stage ClassiqueHIMRI DOUNIA MALAKPas encore d'évaluation
- Page de Garde DevisDocument2 pagesPage de Garde DevisHIMRI DOUNIA MALAKPas encore d'évaluation
- CH2-Les Systèmes en Treillis ArticulésDocument71 pagesCH2-Les Systèmes en Treillis ArticulésHIMRI DOUNIA MALAKPas encore d'évaluation
- 1.Td 12 IDT SOL.Document1 page1.Td 12 IDT SOL.HIMRI DOUNIA MALAKPas encore d'évaluation
- Td12 Idt ClothDocument1 pageTd12 Idt ClothHIMRI DOUNIA MALAKPas encore d'évaluation
- Compte Rendu1 RDMDocument9 pagesCompte Rendu1 RDMHIMRI DOUNIA MALAKPas encore d'évaluation
- CorrosionDocument81 pagesCorrosionzay yassinePas encore d'évaluation
- Hanifa MAROUFDocument68 pagesHanifa MAROUFNibouaPas encore d'évaluation
- Résistance Mécanique Des Matériaux (Valeurs en Da Par Mm2)Document2 pagesRésistance Mécanique Des Matériaux (Valeurs en Da Par Mm2)bernard_BEPas encore d'évaluation
- TROUVAY & CAUVIN (Matériel Divers Pétrole) - Chap06Document15 pagesTROUVAY & CAUVIN (Matériel Divers Pétrole) - Chap06Mars76100% (2)
- Propriétés Du Titane Et de Ses AlliagesDocument16 pagesPropriétés Du Titane Et de Ses Alliagescapitaine crowPas encore d'évaluation
- ElexDocument57 pagesElexCris 1976Pas encore d'évaluation
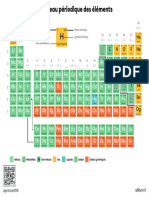
- Is1118 2 Tableau Periodique CouleursDocument1 pageIs1118 2 Tableau Periodique CouleursRayan BouhouchyPas encore d'évaluation
- La Protection Des Condui1Es Forcees: DautruyDocument4 pagesLa Protection Des Condui1Es Forcees: DautruylhabsPas encore d'évaluation
- BusessssDocument124 pagesBusessssDeiver GuzmanPas encore d'évaluation
- Les Familles D'éléments: Le Sodium, Un Métal AlcalinDocument3 pagesLes Familles D'éléments: Le Sodium, Un Métal AlcalinRONICE MAMELEM DJANZEPas encore d'évaluation
- TRT TermiqueDocument30 pagesTRT Termiquehassak sihamPas encore d'évaluation
- Ec - GMP332 - TP Fab - Bwanga - AbandaDocument23 pagesEc - GMP332 - TP Fab - Bwanga - AbandaYannick AtsinaPas encore d'évaluation
- Extract-M610 - TechniquesDeLIngenieur - Taux CorroyageDocument6 pagesExtract-M610 - TechniquesDeLIngenieur - Taux CorroyageMattéo FrancPas encore d'évaluation
- Présentation JBC IndustryDocument5 pagesPrésentation JBC Industryzaghdoudi zaghdoudiPas encore d'évaluation
- Cours Formation Doctorale-Metallurgie 2020 - Sab-Converti PDFDocument11 pagesCours Formation Doctorale-Metallurgie 2020 - Sab-Converti PDFtaha lilPas encore d'évaluation
- Specification Technique: Candélabres Pour Éclairage PublicDocument6 pagesSpecification Technique: Candélabres Pour Éclairage PublicingPas encore d'évaluation
- Corrigé Productique 2020-1Document6 pagesCorrigé Productique 2020-1Crazy ytPas encore d'évaluation
- TC QMM 62520Document137 pagesTC QMM 62520Frédéric Nkishi MusaulaPas encore d'évaluation
- G ForgeageDocument9 pagesG ForgeageEL Alaoui YoussefPas encore d'évaluation
- Memoire BTSDocument65 pagesMemoire BTSniangmaimouna505Pas encore d'évaluation
- Chapitre 12Document27 pagesChapitre 12nadyPas encore d'évaluation
- 6 Ferratec Comment Sertir Pour Eviter Les AccidentsDocument43 pages6 Ferratec Comment Sertir Pour Eviter Les AccidentsJàMàl Mejor100% (1)
- M A T E R I A U X Matière Premiere Et Cycle de Vie - 1eres - COURS - 2023 ADocument192 pagesM A T E R I A U X Matière Premiere Et Cycle de Vie - 1eres - COURS - 2023 AYüsra ŞahidPas encore d'évaluation
- Acier CortenDocument4 pagesAcier Cortenmu7staphahPas encore d'évaluation
- Partie 1 Soudage PDFDocument11 pagesPartie 1 Soudage PDFSamPas encore d'évaluation
- Exm2015-CorrigeDocument7 pagesExm2015-CorrigeToxic DEVPas encore d'évaluation
- NaoferrosoDocument1 pageNaoferrosomarcioasmarquesPas encore d'évaluation
- Cours 3 Fer CarboneDocument9 pagesCours 3 Fer Carboneالزاوي الشيخPas encore d'évaluation
- 1 Cours Pliage Emboutissage - RemovedDocument2 pages1 Cours Pliage Emboutissage - RemovedSimo HammouChPas encore d'évaluation
- Sarmaf - Normes Diverses À RangerDocument40 pagesSarmaf - Normes Diverses À Rangeryogy810% (1)
- Électrotechnique | Pas à Pas: Bases, composants & circuits expliqués pour les débutantsD'EverandÉlectrotechnique | Pas à Pas: Bases, composants & circuits expliqués pour les débutantsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Revue des incompris revue d'histoire des oubliettes: Le Réveil de l'Horloge de Célestin Louis Maxime Dubuisson aliéniste et poèteD'EverandRevue des incompris revue d'histoire des oubliettes: Le Réveil de l'Horloge de Célestin Louis Maxime Dubuisson aliéniste et poèteÉvaluation : 3 sur 5 étoiles3/5 (3)
- Améliorer votre mémoire: Un Guide pour l'augmentation de la puissance du cerveau, utilisant des techniques et méthodesD'EverandAméliorer votre mémoire: Un Guide pour l'augmentation de la puissance du cerveau, utilisant des techniques et méthodesÉvaluation : 5 sur 5 étoiles5/5 (2)
- Géobiologie de l'habitat et Géobiologie sacrée: Pour un lieu sainD'EverandGéobiologie de l'habitat et Géobiologie sacrée: Pour un lieu sainÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- L'Art de la guerre: Traité de stratégie en 13 chapitres (texte intégral)D'EverandL'Art de la guerre: Traité de stratégie en 13 chapitres (texte intégral)Évaluation : 4 sur 5 étoiles4/5 (3032)
- Qui parlera du loup ?: La Nature et le symbolisme maçonniqueD'EverandQui parlera du loup ?: La Nature et le symbolisme maçonniquePas encore d'évaluation
- Technologie automobile: Les Grands Articles d'UniversalisD'EverandTechnologie automobile: Les Grands Articles d'UniversalisPas encore d'évaluation
- Voitures de société et mobilité durable: Diagnostic et enjeuxD'EverandVoitures de société et mobilité durable: Diagnostic et enjeuxPas encore d'évaluation
- 20 Véritables remèdes de nos grands-mères pour maigrir vite et enfin perdre du poidsD'Everand20 Véritables remèdes de nos grands-mères pour maigrir vite et enfin perdre du poidsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Anatomie & 100 étirements essentiels pour le running: Principes de base, Techniques, Tableaux de séries, Précautions à prendre, Conseils, Programmes d'étirementsD'EverandAnatomie & 100 étirements essentiels pour le running: Principes de base, Techniques, Tableaux de séries, Précautions à prendre, Conseils, Programmes d'étirementsPas encore d'évaluation
- Vous saurez tout sur le permis: Un livre rassurant pour les maudits du volantD'EverandVous saurez tout sur le permis: Un livre rassurant pour les maudits du volantPas encore d'évaluation