Vous aimerez peut-être aussi
- Tour Parallèle 2 PDFDocument6 pagesTour Parallèle 2 PDFAbi ClémentPas encore d'évaluation
- Devoir de Synthèse N°2 2012 2013 (Abdallah Raouafi) PDFDocument4 pagesDevoir de Synthèse N°2 2012 2013 (Abdallah Raouafi) PDFSimo StitPas encore d'évaluation
- Chapitre 3 Fabrication Assistée Par Ordinateur 3 - Code GDocument49 pagesChapitre 3 Fabrication Assistée Par Ordinateur 3 - Code GAs ScofPas encore d'évaluation
- TD Verin de Sertissage EleveDocument4 pagesTD Verin de Sertissage EleveZaafoury WassimPas encore d'évaluation
- Corrigé Des Exercices Module Technologie Exercices: Surface Ou L'organe de LiaisonDocument8 pagesCorrigé Des Exercices Module Technologie Exercices: Surface Ou L'organe de LiaisonpinamarkPas encore d'évaluation
- Corrigé Exercice 1 - BRIDE HYDRAULIQUE AVEC HYPOTHÈSE PROBLÈME PLAN.Document12 pagesCorrigé Exercice 1 - BRIDE HYDRAULIQUE AVEC HYPOTHÈSE PROBLÈME PLAN.MATOUMBA PAULINPas encore d'évaluation
- Evaluation Ajustements Vrin Bosch LvesDocument6 pagesEvaluation Ajustements Vrin Bosch LvesHanane TounsiPas encore d'évaluation
- LectureDocument4 pagesLectureRahma BaccarPas encore d'évaluation
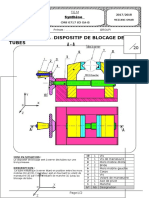
- Devoir de Controle N3-1AS-2014-Blocage Des TubesDocument3 pagesDevoir de Controle N3-1AS-2014-Blocage Des TubesomatrPas encore d'évaluation
- Serrage D'une BielleDocument3 pagesSerrage D'une BielleGana100% (2)
- Correction Ds1 Systeme Automatise de Marquage de BoitesDocument4 pagesCorrection Ds1 Systeme Automatise de Marquage de BoitesAlami ElPas encore d'évaluation
- Roue de FrictionDocument4 pagesRoue de Frictionuriel marcel nzambaPas encore d'évaluation
- Bride Hydraulique Corrigé Modli AA PDFDocument2 pagesBride Hydraulique Corrigé Modli AA PDFMahfoud NatsuPas encore d'évaluation
- Exercice Cotation Fonctionnelle PRDocument4 pagesExercice Cotation Fonctionnelle PRhamrouniPas encore d'évaluation
- Embrayages Frein 10 11 12Document8 pagesEmbrayages Frein 10 11 12Ah MédPas encore d'évaluation
- Fonction AssemblageDocument4 pagesFonction AssemblageElafif Hamdi100% (1)
- TP Treuil EleveDocument6 pagesTP Treuil ElevemidounPas encore d'évaluation
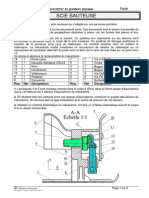
- TD20 Scie SauteuseDocument2 pagesTD20 Scie SauteuseNabiha LabidiPas encore d'évaluation
- Les Liaisons 2020Document1 pageLes Liaisons 2020Mohamed AbedPas encore d'évaluation
- TD Systèmes ArticulésDocument6 pagesTD Systèmes ArticulésAya El RhayourPas encore d'évaluation
- NnneDocument10 pagesNnneYACOUBA BIYRNPas encore d'évaluation
- Dessin D'ensembleDocument6 pagesDessin D'ensembleamri mohamed100% (1)
- 03-Rep - Bdessin Tech - 2019-2020Document18 pages03-Rep - Bdessin Tech - 2019-2020Addouli NoureddinePas encore d'évaluation
- Devoir de Controle N1-1AS-2021-hache ViandesDocument3 pagesDevoir de Controle N1-1AS-2021-hache ViandesSaber Maalaoui0% (1)
- Normale Corigé 2012 PDFDocument8 pagesNormale Corigé 2012 PDFGuiliassPas encore d'évaluation
- Cota 2023Document12 pagesCota 2023hamrouniPas encore d'évaluation
- Vé Réglable 2021Document4 pagesVé Réglable 2021hamrouniPas encore d'évaluation
- 02 Bac 2008 Contrôle CorrigéDocument12 pages02 Bac 2008 Contrôle CorrigéMohamed AbedPas encore d'évaluation
- Série D'exercices N°2 - Génie Mécanique Cotation Fonctionnelle & Dessin de Définition - Bac Technique (2019-2020) MR Ben Abdallah MarouanDocument1 pageSérie D'exercices N°2 - Génie Mécanique Cotation Fonctionnelle & Dessin de Définition - Bac Technique (2019-2020) MR Ben Abdallah Marouannarim100% (1)
- TP10 Meca3D Scie SauteuseDocument3 pagesTP10 Meca3D Scie SauteuseC'est Yana100% (1)
- Texte de L'Epreuve:: Epreuve: Etude D'OutillageDocument5 pagesTexte de L'Epreuve:: Epreuve: Etude D'OutillageBass SowPas encore d'évaluation
- Les Liaisons Fixes Ou EncastrementsDocument17 pagesLes Liaisons Fixes Ou EncastrementsntayoubPas encore d'évaluation
- Sujet BEPDocument6 pagesSujet BEPMamadou GassamaPas encore d'évaluation
- Devoire de Synthése N°1 - Technique - 1ére Année Secondaire (2019 - 2020) Lycée El Khadra36 - MR Soudani SamiDocument5 pagesDevoire de Synthése N°1 - Technique - 1ére Année Secondaire (2019 - 2020) Lycée El Khadra36 - MR Soudani SamiZaineb LaouiniPas encore d'évaluation
- Exercice REPRESENTATION DES FILETAGESDocument1 pageExercice REPRESENTATION DES FILETAGESkingslimPas encore d'évaluation
- PHI-M211-liaison-pivot-tondeuse 2016Document5 pagesPHI-M211-liaison-pivot-tondeuse 2016Francis BECPas encore d'évaluation
- Technologie - Bridage - 3ème Technique (2015-2016) MR Mnejja SlimDocument7 pagesTechnologie - Bridage - 3ème Technique (2015-2016) MR Mnejja Slimammiwester100% (1)
- Cours Composition de Mouvement de Vitesse LvesDocument5 pagesCours Composition de Mouvement de Vitesse LvesziedttPas encore d'évaluation
- Saber DC N1 1S3 2021 2022Document4 pagesSaber DC N1 1S3 2021 2022Adam BensaidPas encore d'évaluation
- Cotation FonctionnelleDocument6 pagesCotation FonctionnelleMouhamadou Ahmadou DialloPas encore d'évaluation
- DT Micro TourDocument2 pagesDT Micro Tourlou lou0% (1)
- Ch5 Guidage en TranslationDocument14 pagesCh5 Guidage en TranslationAB lifestylePas encore d'évaluation
- DS1 - DMéc - Cellule Flexible D'usinageDocument3 pagesDS1 - DMéc - Cellule Flexible D'usinageElafif HamdiPas encore d'évaluation
- DS N°1-1AS-2020-hache+viandes+Document4 pagesDS N°1-1AS-2020-hache+viandes+Youssef Aouadi0% (1)
- 8fa9r GriffeDocument2 pages8fa9r GriffeSimo StitPas encore d'évaluation
- TD Mont RoulementsDocument5 pagesTD Mont Roulementshello youPas encore d'évaluation
- TD-3 Train ÉpicycloïdalDocument1 pageTD-3 Train Épicycloïdalchouchene100% (2)
- Devoir de Contrôle N°3 - Technologie Positionneur - 2ème Sciences (2009-2010) MR ChariagDocument2 pagesDevoir de Contrôle N°3 - Technologie Positionneur - 2ème Sciences (2009-2010) MR ChariagSameh RomdhaniPas encore d'évaluation
- Application Tolérance Géo PDFDocument2 pagesApplication Tolérance Géo PDFMarouen MekkiPas encore d'évaluation
- Devoir 1 Modele 4 Si 2 Bac SM B Semestre 2Document11 pagesDevoir 1 Modele 4 Si 2 Bac SM B Semestre 2lemsouguer0% (1)
- CC1 - Octobre 2019-Touret - Meuler 2STE1Document4 pagesCC1 - Octobre 2019-Touret - Meuler 2STE1ESSOME ESSOME OLIVIER STEPHANE100% (1)
- Cours CotationDocument1 pageCours CotationabdourazgPas encore d'évaluation
- Exercices - Cotation Fonctionnelle CorrigeDocument9 pagesExercices - Cotation Fonctionnelle CorrigeLaurent MansieuxPas encore d'évaluation
- EXERCICE10Document8 pagesEXERCICE10akouPas encore d'évaluation
- Chapitre 4 Contrat Des PhasesDocument5 pagesChapitre 4 Contrat Des PhasesAdel ZitouniPas encore d'évaluation
- Devoir de Controle n1 Bac MecaniqueDocument3 pagesDevoir de Controle n1 Bac Mecaniqueأحمد رائد الفضاءPas encore d'évaluation
- m09 Conception Et Dessin Doutillages de Production Version 3-Fm-tsmfmDocument60 pagesm09 Conception Et Dessin Doutillages de Production Version 3-Fm-tsmfmKouchad FouadPas encore d'évaluation
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesD'EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesPas encore d'évaluation
- Cour BAELDocument156 pagesCour BAELtrung100% (1)
- Mecanique MecaDocument14 pagesMecanique MecaOukassou MohamedPas encore d'évaluation
- Frais de Scolarite LicenceDocument2 pagesFrais de Scolarite LicenceDelano TamkoPas encore d'évaluation
- Tableau Des Tol Dim PDFDocument1 pageTableau Des Tol Dim PDFDelano TamkoPas encore d'évaluation
- Les Essais PDFDocument7 pagesLes Essais PDFHanane TounsiPas encore d'évaluation
- Emplois de Temps 31-10-22 BTS 2 JourDocument9 pagesEmplois de Temps 31-10-22 BTS 2 JourDelano TamkoPas encore d'évaluation
- BTS2 - Emplois de Temps DCG JourDocument3 pagesBTS2 - Emplois de Temps DCG JourDelano TamkoPas encore d'évaluation
- TéléchargementDocument12 pagesTéléchargementDelano TamkoPas encore d'évaluation
- SlidesDocument97 pagesSlidesCours TP KlmPas encore d'évaluation
- Auditeurs LibresDocument6 pagesAuditeurs LibresDelano TamkoPas encore d'évaluation
- Guinness Masterclass - Fiche de ParticipationDocument2 pagesGuinness Masterclass - Fiche de ParticipationDelano TamkoPas encore d'évaluation
- 8554 E11 Bac Pro To Juin 2016 Partie 1 Dossier SujetDocument15 pages8554 E11 Bac Pro To Juin 2016 Partie 1 Dossier SujetDelano TamkoPas encore d'évaluation