Vous aimerez peut-être aussi
- A2 Conversion TablesDocument1 pageA2 Conversion TablesNora SánchezPas encore d'évaluation
- Clase 04 - 11Document14 pagesClase 04 - 11Brandon AfanadorPas encore d'évaluation
- 1 Lges FinalDocument52 pages1 Lges Finaleya jaouadiPas encore d'évaluation
- TD4+Solution Alimentation en Eau PotableDocument8 pagesTD4+Solution Alimentation en Eau Potableabekhti abdelkhalekPas encore d'évaluation
- Statistica Ex Seminar 2 2015 - 2016Document20 pagesStatistica Ex Seminar 2 2015 - 2016Alina-Maria CifuPas encore d'évaluation
- Lista Mos CraciunDocument3 pagesLista Mos CraciunMadalinaPas encore d'évaluation
- Aigle 2016Document5 pagesAigle 2016ana nuñezPas encore d'évaluation
- DatatabDocument5 pagesDatatabInes Garcia FPas encore d'évaluation
- Salin Dari RAL NON DAN FAKTORIAL PERTEMUAN 1 Data AsprakDocument5 pagesSalin Dari RAL NON DAN FAKTORIAL PERTEMUAN 1 Data AsprakAriana JolliePas encore d'évaluation
- Qay160 Lifting Capacity TableDocument12 pagesQay160 Lifting Capacity TableLuana SousaPas encore d'évaluation
- Hand Over DetailDocument10 pagesHand Over DetailSakshi SinhaPas encore d'évaluation
- The Rules of Estimating The Disputed Lawyers Fees With Their ClientsDocument12 pagesThe Rules of Estimating The Disputed Lawyers Fees With Their ClientsHeru JuliantoPas encore d'évaluation
- TP 18079Document8 pagesTP 18079Abdelhamid BabahPas encore d'évaluation
- TP Perte de ChargeDocument26 pagesTP Perte de ChargewawaPas encore d'évaluation
- Curva (Autoguardado)Document7 pagesCurva (Autoguardado)OPTIMUS PRIMEPas encore d'évaluation
- Registo Cuyes MantacraDocument14 pagesRegisto Cuyes Mantacrawilder sanchez ramosPas encore d'évaluation
- PLOMBERIEDocument4 pagesPLOMBERIEmehdi boumadPas encore d'évaluation
- P C3 A9n C3 A9trom C3 A8tre 20 - 20graph 20dynamique 20du 2020 03 2020Document7 pagesP C3 A9n C3 A9trom C3 A8tre 20 - 20graph 20dynamique 20du 2020 03 2020Kouassi JaurèsPas encore d'évaluation
- BivariéDocument8 pagesBivariécyrilndjomss08Pas encore d'évaluation
- Arbre HiverDocument5 pagesArbre Hiverana nuñezPas encore d'évaluation
- Tugas 1 Kel 2 (Tabulasi Data Kangkung)Document7 pagesTugas 1 Kel 2 (Tabulasi Data Kangkung)Daffa Novendra AditamaPas encore d'évaluation
- Classeur 1Document3 pagesClasseur 1Mst AymanPas encore d'évaluation
- NK ElipsaDocument1 pageNK ElipsaLucija DesanićPas encore d'évaluation
- PlutiriDocument14 pagesPlutiriEma Daria CrasneanuPas encore d'évaluation
- LTM 1055-3.1 TP 115.01.us12.2005Document12 pagesLTM 1055-3.1 TP 115.01.us12.2005yasser.farhat.mPas encore d'évaluation
- Carte de Controle LANAVETDocument8 pagesCarte de Controle LANAVETNjika MarcoPas encore d'évaluation
- RAINFALL DATA - Sheet1Document2 pagesRAINFALL DATA - Sheet1ROSHANI TIWARIPas encore d'évaluation
- Lampiran Regresi Model 1 Dan 2 FixDocument12 pagesLampiran Regresi Model 1 Dan 2 Fixandi sry ayuPas encore d'évaluation
- Kipas Close House Pg.4Document3 pagesKipas Close House Pg.4Everly QinaraPas encore d'évaluation
- Pasta 1Document4 pagesPasta 1Shai CristinaPas encore d'évaluation
- Conductivite UspDocument4 pagesConductivite UspTarek FennichePas encore d'évaluation
- GITEXDocument23 pagesGITEXMohamed BenhamoudaPas encore d'évaluation
- Paredes C&UDocument4 pagesParedes C&ULeonel EspinalPas encore d'évaluation
- ANALYSE PAR TamisageDocument1 pageANALYSE PAR TamisageMohamed HOUGGAALIPas encore d'évaluation
- Annexe TP ch5Document2 pagesAnnexe TP ch5iznxiznizPas encore d'évaluation
- SBA Governance FrameworkDocument19 pagesSBA Governance FrameworkHeru JuliantoPas encore d'évaluation
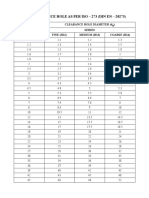
- Nominal Clearance Hole As Per Iso - 273 (En - 20273)Document2 pagesNominal Clearance Hole As Per Iso - 273 (En - 20273)Marsal CMPas encore d'évaluation
- Metrado de Tuberias Pan de Azucar y MarcoDocument8 pagesMetrado de Tuberias Pan de Azucar y MarcoLeydi Diana Cayaca CabrejosPas encore d'évaluation
- Generating Random Service Times - Example 2Document6 pagesGenerating Random Service Times - Example 2Karen RotichPas encore d'évaluation
- Key Math MatematicasDocument2 pagesKey Math MatematicasRosarioPas encore d'évaluation
- EjerciciosDocument12 pagesEjerciciossilvina leonor gongora oviedoPas encore d'évaluation
- Item Analysis English 6Document2 pagesItem Analysis English 6Marvin BasaloPas encore d'évaluation
- PorcentajesDocument32 pagesPorcentajesYesica JesusPas encore d'évaluation
- Ejercicios Serie SimpleDocument4 pagesEjercicios Serie Simplesteeven GaròfaloPas encore d'évaluation
- Exercices de Rappels de MathématiqueDocument8 pagesExercices de Rappels de MathématiquedelvallePas encore d'évaluation
- Tabla de Carga Liebherr LTM 1120Document17 pagesTabla de Carga Liebherr LTM 1120Jean Pierre Corrales ZapataPas encore d'évaluation
- Sujet PDFDocument47 pagesSujet PDFgegensiePas encore d'évaluation
- FractionsDocument7 pagesFractionsBrendaCardonaPas encore d'évaluation
- Esta Di SticaDocument2 pagesEsta Di SticaJosé Humberto Anzola VarelaPas encore d'évaluation
- 凝固點Document2 pages凝固點c110146184Pas encore d'évaluation
- IMPRESIONESDocument16 pagesIMPRESIONESEdwin Rodolfo SCPas encore d'évaluation
- LTM1070-1 Spec MT En-1Document12 pagesLTM1070-1 Spec MT En-1harbh9355Pas encore d'évaluation
- ComparativosDocument6 pagesComparativossunchito.2003.kgmPas encore d'évaluation
- 01.croissance ÉconmiqueDocument58 pages01.croissance ÉconmiqueThe Anime ManPas encore d'évaluation
- Crear GráficosDocument1 pageCrear Gráficosperlagom7u7Pas encore d'évaluation
- Form Hot PlateDocument2 pagesForm Hot PlatesigitPas encore d'évaluation
- 2od JuandiDocument1 page2od JuandimariaPas encore d'évaluation
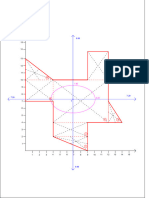
- Medidas GlorietaDocument1 pageMedidas GlorietaBenjaRuizFigueroaPas encore d'évaluation
- TP: Compte RenduDocument10 pagesTP: Compte RenduAbdrahmanBaydiPas encore d'évaluation
- Mieux maîtriser PowerPoint: Un outil de familiarisation au logiciel de présentation PowerPointD'EverandMieux maîtriser PowerPoint: Un outil de familiarisation au logiciel de présentation PowerPointPas encore d'évaluation
- 3 Synthese de L Aspirine PDFDocument3 pages3 Synthese de L Aspirine PDFModa ModaPas encore d'évaluation
- Séance6 Réacteurs Industriels 20-21Document86 pagesSéance6 Réacteurs Industriels 20-2105-BENHAIBA WAFAEPas encore d'évaluation
- Devoir N°4 - Physique Chimie - 2nd L - SunudaaraDocument6 pagesDevoir N°4 - Physique Chimie - 2nd L - SunudaaraAhmadou Gueule SallPas encore d'évaluation
- Tap Tous La ChromatographieDocument45 pagesTap Tous La Chromatographieb lamisPas encore d'évaluation
- Chimie 2 - PH Et Dilution - ActiviteDocument7 pagesChimie 2 - PH Et Dilution - ActivitePELLISSIERPas encore d'évaluation
- 8 Sept. UE1 Chimie OrganiqueDocument120 pages8 Sept. UE1 Chimie OrganiqueСияна И.Pas encore d'évaluation
- 04 - FDS Emulsions de Bitume ModifiéDocument15 pages04 - FDS Emulsions de Bitume ModifiéarbiPas encore d'évaluation
- Rapport de StageDocument44 pagesRapport de StageGhizlene Kada AliPas encore d'évaluation
- Purification en ChimieDocument10 pagesPurification en ChimieAnay Sombiniaina Rkm RaPas encore d'évaluation
- Sec E3a 2006 PHCHC PSIDocument7 pagesSec E3a 2006 PHCHC PSILetoile SaraPas encore d'évaluation
- Extraction, Séparation Et Identification Des Espèces ChimiquesDocument32 pagesExtraction, Séparation Et Identification Des Espèces ChimiquesIbrahim ElkharrazPas encore d'évaluation
- Examen 402 2016 2017 Session 2Document2 pagesExamen 402 2016 2017 Session 2cyriejhhvhjvlle19Pas encore d'évaluation
- TP 6 Spe - Chromato - ColonneDocument6 pagesTP 6 Spe - Chromato - ColonneGlâdyâŤór GírLPas encore d'évaluation
- 02-Om 1 2018 2019Document39 pages02-Om 1 2018 2019Nadia Ait AhmedPas encore d'évaluation
- Chapitre 4Document21 pagesChapitre 4RAMDEPas encore d'évaluation
- 9-TD Chimie Solution Acide BaseDocument9 pages9-TD Chimie Solution Acide BasePAKOU atoyodi lucPas encore d'évaluation
- Alcool Tres ImportantDocument19 pagesAlcool Tres ImportantOumar TraoréPas encore d'évaluation
- Exam de TP Pour 2ème SC Lycée Technique Galaî AbdelhamidDocument2 pagesExam de TP Pour 2ème SC Lycée Technique Galaî AbdelhamidabdelhamidPas encore d'évaluation
- 1ere D DevoirDocument4 pages1ere D DevoirMarie-Luc Blai100% (1)
- Évaluation Diagnostique, Modèle 1, TCS BIOF, Grille de Recueil Des RésultatsDocument4 pagesÉvaluation Diagnostique, Modèle 1, TCS BIOF, Grille de Recueil Des RésultatsHamza FarajiPas encore d'évaluation
- LHA AIRIUM Avis Technique CNERIBDocument10 pagesLHA AIRIUM Avis Technique CNERIBNazim Safsaf100% (1)
- Chimie - Liaisons Chimiques Chap10Document3 pagesChimie - Liaisons Chimiques Chap10Samy CollinPas encore d'évaluation
- Cours3 (25032021)Document8 pagesCours3 (25032021)elhoussaine saidPas encore d'évaluation
- Article RTL - Corrigé de L'épreuve de Sciences - Brevet 2021 (1) - ConvertiDocument3 pagesArticle RTL - Corrigé de L'épreuve de Sciences - Brevet 2021 (1) - ConvertiRTLfr100% (1)
- Codex Bts 2019Document29 pagesCodex Bts 2019Papy Laurent FondjoPas encore d'évaluation
- FTL10 - Deversement-Produits ChimiquesDocument6 pagesFTL10 - Deversement-Produits ChimiquesAboubakry Diana KondePas encore d'évaluation
- These: Année Universitaire 2020-2021Document305 pagesThese: Année Universitaire 2020-2021Sofiane GHEFFARPas encore d'évaluation
- TP Dosage O2 Winkler PDFDocument7 pagesTP Dosage O2 Winkler PDFSabin SamPas encore d'évaluation
- Exercices: La Réactivité Chimique Des GazDocument12 pagesExercices: La Réactivité Chimique Des GazSarah Taibi El Kettani67% (3)
- Traitement Des Eaux Douces Et - BENABDEJLIL Soukaina - 251 PDFDocument64 pagesTraitement Des Eaux Douces Et - BENABDEJLIL Soukaina - 251 PDFAnaibar TarikPas encore d'évaluation