Vous aimerez peut-être aussi
- Fiabilité, maintenance prédictive et vibration des machinesD'EverandFiabilité, maintenance prédictive et vibration des machinesPas encore d'évaluation
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesD'EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesPas encore d'évaluation
- Autodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsD'EverandAutodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsPas encore d'évaluation
- M13 Programmation, Réglage Et Conduite Des MOCN Version 1-FMDocument211 pagesM13 Programmation, Réglage Et Conduite Des MOCN Version 1-FMAyoub BOUFTINIPas encore d'évaluation
- 1Document28 pages1Wael HalilaPas encore d'évaluation
- M20 Arbres Roulements Et Coussinets EM-GE-EMDocument65 pagesM20 Arbres Roulements Et Coussinets EM-GE-EMMohssin Ben Hammou100% (3)
- Rapport Du Stage P F E: Plan de Maintenance Pour LesDocument29 pagesRapport Du Stage P F E: Plan de Maintenance Pour Leswahiba safaaPas encore d'évaluation
- Mise en Position Des PiècesDocument32 pagesMise en Position Des PiècesCker Jo100% (1)
- 17 - Démontage RemontageDocument32 pages17 - Démontage RemontageAhmedmahPas encore d'évaluation
- Tp-2 Pratique Moteur PDFDocument10 pagesTp-2 Pratique Moteur PDFEnzo MarottaPas encore d'évaluation
- Exemples Gammes ReduDocument25 pagesExemples Gammes Redumehdi100% (1)
- Le Kaizen: Ou L'amélioration ContinueDocument54 pagesLe Kaizen: Ou L'amélioration ContinueMounir FrijaPas encore d'évaluation
- M03 Fabrication de Pièces D'usinage Simple en TournageDocument73 pagesM03 Fabrication de Pièces D'usinage Simple en TournageJawad Eddaiki83% (6)
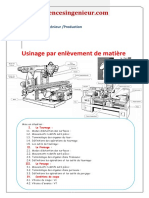
- Usinage Par Enlèvement de MatièreDocument11 pagesUsinage Par Enlèvement de MatièreNabil GrenoisPas encore d'évaluation
- Cours Fabrication MecaniqueDocument47 pagesCours Fabrication MecaniqueSoufiane NaniPas encore d'évaluation
- M6 - Élaboration Et Constitution Des Dossiers de FabricationDocument190 pagesM6 - Élaboration Et Constitution Des Dossiers de FabricationHoussine WadouniPas encore d'évaluation
- 1.CH5 - Centre D'usinage CNCDocument8 pages1.CH5 - Centre D'usinage CNCgono playerPas encore d'évaluation
- Fiabilité Des EquipementsDocument74 pagesFiabilité Des EquipementsGislain KamdemPas encore d'évaluation
- Accouplement Arbre RigideDocument17 pagesAccouplement Arbre RigideGuy EffaPas encore d'évaluation
- Machine À Mesurer Tridimensionnelle (MMT)Document4 pagesMachine À Mesurer Tridimensionnelle (MMT)Tahar ADJOUDJPas encore d'évaluation
- M1 Fabrication Des Pièces Simple en TournageDocument76 pagesM1 Fabrication Des Pièces Simple en TournageBadr El Rhazzali100% (1)
- C2 PDFDocument12 pagesC2 PDFMustaphaPicassoPas encore d'évaluation
- HCH-FAB II - Partie 1Document8 pagesHCH-FAB II - Partie 1lachhelPas encore d'évaluation
- Machine-Outil Commande NumeriqueDocument4 pagesMachine-Outil Commande NumeriqueRayan BenachourPas encore d'évaluation
- Cour Tres Important Injection Plastique 1603865712Document16 pagesCour Tres Important Injection Plastique 1603865712Sabah Loumiti100% (1)
- Module 31 Projet de synthese-TFM PDFDocument86 pagesModule 31 Projet de synthese-TFM PDFMajda El AouniPas encore d'évaluation
- M30 Sensibilisation à La Programmation Et à La Conduite Des MOCN Version 2-FM-TFM PDFDocument43 pagesM30 Sensibilisation à La Programmation Et à La Conduite Des MOCN Version 2-FM-TFM PDFKhalil Radouane50% (2)
- Defauts Soudage FusionDocument53 pagesDefauts Soudage Fusioncisar0007100% (1)
- 1GM Cours Operations UsinageDocument5 pages1GM Cours Operations UsinageJairo ArmandoPas encore d'évaluation
- 11-Vilebrequin de La Série 5Document6 pages11-Vilebrequin de La Série 5Karim DahbiPas encore d'évaluation
- MTBF MachineDocument18 pagesMTBF MachineDkhili ChaimaPas encore d'évaluation
- Technicien D'usinageDocument2 pagesTechnicien D'usinageHassenKhlifiPas encore d'évaluation
- TD5 CorDocument12 pagesTD5 CorBoutef El HachemiPas encore d'évaluation
- Merged 20200621 021907Document52 pagesMerged 20200621 021907Serge bonel DafonsecaPas encore d'évaluation
- Prévenez Les Pannes Et Optimisez Votre Activité Grâce À Un Plan de MaintenanceDocument10 pagesPrévenez Les Pannes Et Optimisez Votre Activité Grâce À Un Plan de MaintenanceAhmed HasbellaouiPas encore d'évaluation
- M11 - Réalisation D'opérations de Rectification PDFDocument71 pagesM11 - Réalisation D'opérations de Rectification PDFMohamed LarbiPas encore d'évaluation
- Optimisation de La Maintenance Basée Sur La Fiabilité, Cas D'une Centrifugeuse DiscontinueDocument74 pagesOptimisation de La Maintenance Basée Sur La Fiabilité, Cas D'une Centrifugeuse Discontinuebouslimane idir100% (1)
- Rapport MOOTEZ 6Document100 pagesRapport MOOTEZ 6Bahri AlaaPas encore d'évaluation
- 01 Organisation MaintenanceDocument45 pages01 Organisation MaintenanceAya El Koussami100% (1)
- Catalogue Graissage 20083Document36 pagesCatalogue Graissage 20083Nacer NacerPas encore d'évaluation
- CNC IntroductionDocument15 pagesCNC IntroductionIsmaïl Weld El HichriPas encore d'évaluation
- Amelioration Poste Travail - 2475 PDFDocument2 pagesAmelioration Poste Travail - 2475 PDFdeziri mohamedPas encore d'évaluation
- Amelioration de La Maintenance - EL FEHRI Achraf - 2944Document108 pagesAmelioration de La Maintenance - EL FEHRI Achraf - 2944Styve Duran MboulouPas encore d'évaluation
- Alignement Conventionnel WWW Cours-Electromecanique Com 2 PDFDocument52 pagesAlignement Conventionnel WWW Cours-Electromecanique Com 2 PDFNaoufel FaresPas encore d'évaluation
- Projet Mécanique Avec IliasDocument57 pagesProjet Mécanique Avec IliasIliess Chb100% (1)
- Grinding Wheels French 03Document24 pagesGrinding Wheels French 03watsopPas encore d'évaluation
- Procedure Controle PerpendiculariteDocument1 pageProcedure Controle PerpendiculariteAhceneHamimesPas encore d'évaluation
- Les Bases de La Mecanique Industrielle - 459Document3 pagesLes Bases de La Mecanique Industrielle - 459nzoghetresor6Pas encore d'évaluation
- Limiteur de CoupleDocument24 pagesLimiteur de CoupleNeoXana01Pas encore d'évaluation
- Comment Fonctionne Mon StyloDocument15 pagesComment Fonctionne Mon Stylo7000dyvezahxoPas encore d'évaluation
- M - 13 - Usinage ManuelDocument65 pagesM - 13 - Usinage Manuelalmis50% (2)
- Lubrification Cours2Document22 pagesLubrification Cours2ZAAIRA HAMZAPas encore d'évaluation
- Chapitre 6b PDFDocument30 pagesChapitre 6b PDFJebari Abdellah100% (2)
- Introduction A La Maintenance IndustrielleDocument1 pageIntroduction A La Maintenance Industriellenourelhouda71Pas encore d'évaluation
- S5.4 Techniques de Pose de Fixations Aéronautiques-1Document70 pagesS5.4 Techniques de Pose de Fixations Aéronautiques-1hartmann2.0100% (1)
- PDLM DunodDocument9 pagesPDLM DunodsarraPas encore d'évaluation
- Mister Maint X Fiche IndustrieDocument1 pageMister Maint X Fiche IndustrieMeedPas encore d'évaluation
- Cours GENERALITESDocument26 pagesCours GENERALITESBelaliaPas encore d'évaluation
- Guide de Maintenance Et Reparation Des Arbres de Transmission PDFDocument25 pagesGuide de Maintenance Et Reparation Des Arbres de Transmission PDFakrealphonsePas encore d'évaluation
- 383 PDFDocument122 pages383 PDFIslem DehibaPas encore d'évaluation
- Catalogue Schneider Electric - Enveloppes VDI Et Électroniques - 2010Document229 pagesCatalogue Schneider Electric - Enveloppes VDI Et Électroniques - 2010ZorbanfrPas encore d'évaluation
- Gartner Report 2020Document35 pagesGartner Report 2020Mohcine OubadiPas encore d'évaluation
- Cahier de Charge v2Document2 pagesCahier de Charge v2mouad fellakPas encore d'évaluation
- BEP MSA Fiche Descriptive EP1 Com-1Document2 pagesBEP MSA Fiche Descriptive EP1 Com-1rpbyy8z4ykPas encore d'évaluation
- Saibi F, Toumert T.Document75 pagesSaibi F, Toumert T.SOUHILA LANANIPas encore d'évaluation
- Notice Alarme Galaxy GalaxyDocument131 pagesNotice Alarme Galaxy GalaxySemou DioufPas encore d'évaluation
- Audit Securite-Faruk DEMIRCIDocument42 pagesAudit Securite-Faruk DEMIRCIFaruk DemirciPas encore d'évaluation
- TP 4 ExeclDocument2 pagesTP 4 Execlلقناة TV FESPas encore d'évaluation
- Exercice OracleDocument6 pagesExercice OracleDidad DidadePas encore d'évaluation
- Sécurité Informatique - Dossier CompletDocument79 pagesSécurité Informatique - Dossier CompletChaibi Med100% (4)
- Attestation 004040627473Document2 pagesAttestation 004040627473Grégory RansonPas encore d'évaluation
- Compte Rendu Counter DecounterDocument18 pagesCompte Rendu Counter DecounterGuergour WalidPas encore d'évaluation
- TP 10Document2 pagesTP 10BilelbhPas encore d'évaluation
- Serveur de Messagerie 2Document12 pagesServeur de Messagerie 2Maavo Ya MoungouPas encore d'évaluation
- Covadis GEOBASE Cov1Document5 pagesCovadis GEOBASE Cov1silong100% (1)
- TD1 PDFDocument2 pagesTD1 PDFChaima Bensaci100% (1)
- Checklist of ISO 27001 Mandatory Documentation White Paper FRDocument9 pagesChecklist of ISO 27001 Mandatory Documentation White Paper FRToufik AIPas encore d'évaluation
- Service Et Mecanismes de SecuritéDocument54 pagesService Et Mecanismes de SecuritéTo MHPas encore d'évaluation
- TP Client ServeurDocument2 pagesTP Client Serveurpreju10Pas encore d'évaluation
- Chapitre 2Document62 pagesChapitre 2jamila gaffrache0% (1)
- Femme Dage Mur Copain Sexe PDFDocument3 pagesFemme Dage Mur Copain Sexe PDFGinaPas encore d'évaluation
- ApplicgestcourDocument7 pagesApplicgestcourMira MoraPas encore d'évaluation
- Compilation IntroductionDocument6 pagesCompilation IntroductionStella BenPas encore d'évaluation
- Projet - DWH (Récupération Automatique)Document83 pagesProjet - DWH (Récupération Automatique)AbidPas encore d'évaluation
- Plan Formation 2018 PDFDocument111 pagesPlan Formation 2018 PDFTKO FFPas encore d'évaluation
- Comment Pirater Cooking Dash 2016Document4 pagesComment Pirater Cooking Dash 2016heavenlyjurist656100% (1)
- TD2 SQL3Document2 pagesTD2 SQL3safe selmiPas encore d'évaluation
- Manuel de DémarrageDocument105 pagesManuel de DémarrageHervé DorvauxPas encore d'évaluation
- LOGIQ P5 Service Manual - SM - 5394141-100 - 5Document532 pagesLOGIQ P5 Service Manual - SM - 5394141-100 - 5Anonymous D8ay3BMJ5Pas encore d'évaluation
- Internet Cous 3acDocument4 pagesInternet Cous 3acamineachrafPas encore d'évaluation