Vous aimerez peut-être aussi
- Cours Production Et Productique NewDocument43 pagesCours Production Et Productique NewDany Armand100% (1)
- SP de Type MRP-VFC - ArialDocument294 pagesSP de Type MRP-VFC - ArialAnas MostafaPas encore d'évaluation
- Gestion ProductionDocument127 pagesGestion ProductionmaryamPas encore d'évaluation
- Séquence 1 Module Gestion de ProductionDocument53 pagesSéquence 1 Module Gestion de ProductionBennani GhaliPas encore d'évaluation
- MSI Gestion Prod Et Des Stocks - ETUDIANT - Présentation - Chap3!29!11-19Document20 pagesMSI Gestion Prod Et Des Stocks - ETUDIANT - Présentation - Chap3!29!11-19TECHNOLOGIES MODERNES DU CAMEROUN100% (1)
- Educational Program 154Document11 pagesEducational Program 154AMINE EL ABDIPas encore d'évaluation
- 01 - Gestion IndustrielleDocument42 pages01 - Gestion IndustrielleHifdi AyaPas encore d'évaluation
- Gestion Industrielle - Cours CompletDocument94 pagesGestion Industrielle - Cours CompletHajar RztPas encore d'évaluation
- Production Etudiant - 1 (Mode de Compatibilité)Document5 pagesProduction Etudiant - 1 (Mode de Compatibilité)Hafiani HichamPas encore d'évaluation
- Cours N1 Les Couches de DASDocument27 pagesCours N1 Les Couches de DASsouhirPas encore d'évaluation
- Cours EE4Document31 pagesCours EE4Adil BentalebPas encore d'évaluation
- Bookcase FRDocument224 pagesBookcase FRlangmia.charlesPas encore d'évaluation
- Systèmes de Production Chap1 ELHASSANI - CopieDocument73 pagesSystèmes de Production Chap1 ELHASSANI - CopieAzer RezaPas encore d'évaluation
- Eoae S.G.CDocument13 pagesEoae S.G.Cmohamed ikenPas encore d'évaluation
- Polycop GI-4-GPA-S1Document82 pagesPolycop GI-4-GPA-S1Maria Jose Vega DiazPas encore d'évaluation
- Gestion Production License PDFDocument36 pagesGestion Production License PDFousmanePas encore d'évaluation
- Eco EntrepriseDocument32 pagesEco EntrepriseCheick Mory SoumahoroPas encore d'évaluation
- Gestion de Production3Document40 pagesGestion de Production3soumaya bsdPas encore d'évaluation
- Brevet de Technicien Supérieur (BTS) Gestion Logistique Et Transport (GLT)Document43 pagesBrevet de Technicien Supérieur (BTS) Gestion Logistique Et Transport (GLT)Dany ArmandPas encore d'évaluation
- Gestion de ProductionDocument40 pagesGestion de ProductionEZ-ZYANI IMANEPas encore d'évaluation
- M8 - Gestion de Production Organisé PDFDocument109 pagesM8 - Gestion de Production Organisé PDFموسى زاويPas encore d'évaluation
- Gestion de ProductionDocument10 pagesGestion de ProductionIBTIHAL DAILYPas encore d'évaluation
- ERP Changement Organnisationnel Et Controle de GestionDocument19 pagesERP Changement Organnisationnel Et Controle de Gestiontornodi771Pas encore d'évaluation
- Presentation Des ERPDocument227 pagesPresentation Des ERPmatrixleblancPas encore d'évaluation
- GEstion de Production MRPDocument64 pagesGEstion de Production MRPsalimouasfiPas encore d'évaluation
- PDCA 1 SAM 1 Organisation de La Performance Industrielle Support de Cours Pour 2023 V02Document53 pagesPDCA 1 SAM 1 Organisation de La Performance Industrielle Support de Cours Pour 2023 V02lodoyo7115Pas encore d'évaluation
- Questions - Reponses - GIDocument43 pagesQuestions - Reponses - GIFarah DridiPas encore d'évaluation
- Progiciels de Gestion Intégrée ERP: Cours Assuré Par A. SALAHDDINEDocument95 pagesProgiciels de Gestion Intégrée ERP: Cours Assuré Par A. SALAHDDINESalma HabibiPas encore d'évaluation
- Cours Gestion de La ProductionDocument19 pagesCours Gestion de La ProductionREDA TEAMPas encore d'évaluation
- Présentation Des ERPDocument134 pagesPrésentation Des ERPYasser Lotfy0% (1)
- Gestion de ProductionDocument121 pagesGestion de ProductionZaka riiaePas encore d'évaluation
- M24 - Economie Et Gestion IndustrielleDocument99 pagesM24 - Economie Et Gestion Industrielleabdellatif aitmessaoud100% (2)
- Tsbecm M24Document26 pagesTsbecm M24Hasnae CHACHOUIPas encore d'évaluation
- Prosit Aller Gestion de Production-1Document15 pagesProsit Aller Gestion de Production-1bfabderahmanPas encore d'évaluation
- SIRH - Approche Fonctionnelle MRHDocument12 pagesSIRH - Approche Fonctionnelle MRHKHALID MOUSTAOUIPas encore d'évaluation
- Cours Gop 2007Document125 pagesCours Gop 2007nasrirachdi100% (2)
- GPAODocument41 pagesGPAOMarouf OussamaPas encore d'évaluation
- 1-Introduction À La GPAODocument19 pages1-Introduction À La GPAOKhedhri ChaymaPas encore d'évaluation
- CPImerise 1 MCCDocument51 pagesCPImerise 1 MCColigo oliogoPas encore d'évaluation
- Diapo Systém Product 18 Part 1Document11 pagesDiapo Systém Product 18 Part 1radouane.ourhdirPas encore d'évaluation
- Dop Gestion Approche Globale Pour Lintegration Dun ErpDocument33 pagesDop Gestion Approche Globale Pour Lintegration Dun Erpmounsara2014Pas encore d'évaluation
- GP Chp.1Document20 pagesGP Chp.1Bouchra GhandourPas encore d'évaluation
- Chapitre 1 Introduction À La GPAO PDFDocument38 pagesChapitre 1 Introduction À La GPAO PDFSafa DridiPas encore d'évaluation
- 1 Management de La Production Et de La Logistique 2016-10-11 EtudiantDocument87 pages1 Management de La Production Et de La Logistique 2016-10-11 EtudiantKhaoula HamdaouiPas encore d'évaluation
- Ch1 13 Gestion de Production Pages 3 10Document8 pagesCh1 13 Gestion de Production Pages 3 10fayza mrabtyPas encore d'évaluation
- Gestion de Production TDocument56 pagesGestion de Production TKenya GomezPas encore d'évaluation
- ERP Cours FinalDocument34 pagesERP Cours FinalAnass ÈL PãcinoPas encore d'évaluation
- Planification et contrôle de la production et des stocks : techniques et pratiquesD'EverandPlanification et contrôle de la production et des stocks : techniques et pratiquesÉvaluation : 3 sur 5 étoiles3/5 (1)
- Conduite d'une étude de besoins en éducation et en formation: Une approche systémiqueD'EverandConduite d'une étude de besoins en éducation et en formation: Une approche systémiquePas encore d'évaluation
- Projets du Futur : Guide Complet des Méthodes de Conduite InnovantesD'EverandProjets du Futur : Guide Complet des Méthodes de Conduite InnovantesPas encore d'évaluation
- Survivre à son projet de recherche: Introduction à la méthodologie en gestionD'EverandSurvivre à son projet de recherche: Introduction à la méthodologie en gestionPas encore d'évaluation
- Candidats Admissibles Administrateurs 3me Grade Oral1Document3 pagesCandidats Admissibles Administrateurs 3me Grade Oral1AnassLamPas encore d'évaluation
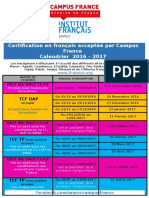
- Calendrier Delf Dalf TCF 2016 2017 V 1 17 06 2016 BisDocument2 pagesCalendrier Delf Dalf TCF 2016 2017 V 1 17 06 2016 Bisدعاء أحمدونPas encore d'évaluation
- Impots Concours 31 10 2010Document5 pagesImpots Concours 31 10 2010AnassLamPas encore d'évaluation
- Entreprises À TangerDocument23 pagesEntreprises À TangerJohn Smith100% (2)
- Loi Bancaire MarocaineDocument42 pagesLoi Bancaire MarocaineB.I100% (10)
- Loi Bancaire MarocaineDocument42 pagesLoi Bancaire MarocaineB.I100% (10)
- Comptabilite Des SocietesDocument61 pagesComptabilite Des SocietesHAFID196788% (17)
- Plan Comptable Général MarocainDocument24 pagesPlan Comptable Général MarocainOTHMAN32100% (2)
- M05 - Concepts de Base de La Comptabilité généraleTER-TSCDocument99 pagesM05 - Concepts de Base de La Comptabilité généraleTER-TSCanas5555555555555100% (4)
- z255 Livres PhisiqueDocument71 pagesz255 Livres PhisiqueAnassLamPas encore d'évaluation