Vous aimerez peut-être aussi
- Ucrete Analyse Value PropositionDocument4 pagesUcrete Analyse Value Propositionbassem kooliPas encore d'évaluation
- MasterSeal CR 460 Fiche Technique FranceDocument4 pagesMasterSeal CR 460 Fiche Technique Francebassem kooliPas encore d'évaluation
- Ucrete MF Fiche TechniqueDocument5 pagesUcrete MF Fiche Techniquebassem kooliPas encore d'évaluation
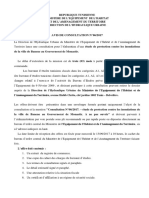
- MEHAT DHU CONS 06 2017 FRDocument1 pageMEHAT DHU CONS 06 2017 FRbassem kooliPas encore d'évaluation
- Ucrete UD 200 Fiche TechniqueDocument5 pagesUcrete UD 200 Fiche Techniquebassem kooliPas encore d'évaluation
- Ed703 1Document16 pagesEd703 1bassem kooliPas encore d'évaluation
- 10.1.382 en 1504 2Document43 pages10.1.382 en 1504 2bassem kooliPas encore d'évaluation
- Guide Detaille ENR Tunisie Mai2019-1Document329 pagesGuide Detaille ENR Tunisie Mai2019-1bassem kooliPas encore d'évaluation
- Site ABOWind-ElKhaoui-Tataouine - Evaluation Géologique Et Géotechnique PréliminaireDocument6 pagesSite ABOWind-ElKhaoui-Tataouine - Evaluation Géologique Et Géotechnique Préliminairebassem kooliPas encore d'évaluation
- What's New No. 04-1Document14 pagesWhat's New No. 04-1bassem kooliPas encore d'évaluation
- ESEIP Scoping VersionDocument88 pagesESEIP Scoping Versionbassem kooliPas encore d'évaluation
- Présentation Masterseal 7000 CR Distribué by RECADocument22 pagesPrésentation Masterseal 7000 CR Distribué by RECAbassem kooliPas encore d'évaluation
- DT01 162003Document16 pagesDT01 162003bassem kooliPas encore d'évaluation
- 1 Chimie Chaux AérienneDocument9 pages1 Chimie Chaux Aériennebassem kooliPas encore d'évaluation
- SOP20-ALTEIA-02 - Rev 00Document1 pageSOP20-ALTEIA-02 - Rev 00bassem kooliPas encore d'évaluation
- Brochure FR TLS-100Document4 pagesBrochure FR TLS-100bassem kooliPas encore d'évaluation
- Policy Paper Le Régime de L'autoproduction ER en Tunisie Situation Et PerspectivesDocument21 pagesPolicy Paper Le Régime de L'autoproduction ER en Tunisie Situation Et Perspectivesbassem kooliPas encore d'évaluation
- 91 Calcul IntegralDocument4 pages91 Calcul IntegralIlham AMANSAGPas encore d'évaluation
- Exercices 41 CorrigeDocument11 pagesExercices 41 Corrige130660LYC OMAR BENABDELAZIZ NEDROMAPas encore d'évaluation
- Annexe 3 - 2018 FRDocument234 pagesAnnexe 3 - 2018 FRAli Ali100% (1)
- Livres Sur Estimation Appartement Le Bourget Vous Devriez LireDocument4 pagesLivres Sur Estimation Appartement Le Bourget Vous Devriez LiremachilohfwPas encore d'évaluation
- CH 3 - Fonction Logiques Pneumatiques&Commutateurs À 2 ÉtagesDocument9 pagesCH 3 - Fonction Logiques Pneumatiques&Commutateurs À 2 Étageskhalilac261Pas encore d'évaluation
- Pythagore Activite IntroDocument3 pagesPythagore Activite IntroAlain AnestPas encore d'évaluation
- Diffusion Élastique Et Inélastique Des ProtonsDocument47 pagesDiffusion Élastique Et Inélastique Des Protonscharaf lPas encore d'évaluation
- Correction Des Exercices Du Chapitre 7: Exercice N° 12 P 143Document2 pagesCorrection Des Exercices Du Chapitre 7: Exercice N° 12 P 143aaraychePas encore d'évaluation
- Programmation Annuelle 2023 Sciences Et TechnologiesDocument3 pagesProgrammation Annuelle 2023 Sciences Et TechnologieskittynoumeaPas encore d'évaluation
- GENERALITES Et Introduction AnatomieDocument51 pagesGENERALITES Et Introduction AnatomieAbdellah Toubal SeghirPas encore d'évaluation
- Win Timdouine 2012 - Jean IsbecqueDocument15 pagesWin Timdouine 2012 - Jean IsbecquelluisaurouxPas encore d'évaluation
- Cannabis Sativa, État Des Lieux en 2014 Controverses Sur La Réglementation Du Cannabis Dans Le Monde Frontière Étroite Entre L'usage Récréatif Et Thérapeutique PDFDocument167 pagesCannabis Sativa, État Des Lieux en 2014 Controverses Sur La Réglementation Du Cannabis Dans Le Monde Frontière Étroite Entre L'usage Récréatif Et Thérapeutique PDFCherraben Taha AminePas encore d'évaluation
- Catalogo de Despiece Cx290bDocument758 pagesCatalogo de Despiece Cx290bJoseph Romero100% (1)
- 1449159285Document17 pages1449159285bensofienPas encore d'évaluation
- CM1 Introduction Systemes DistribuesDocument12 pagesCM1 Introduction Systemes DistribuesCharlotte SimoPas encore d'évaluation
- C3-INS PA 02 Conservation Des Echantillons BiologiquesDocument15 pagesC3-INS PA 02 Conservation Des Echantillons BiologiquesFaiza BouchalaPas encore d'évaluation
- Jean-Pierre Vallarino - Les 10 Meilleurs Tours de Cartes AutomatiquesDocument1 pageJean-Pierre Vallarino - Les 10 Meilleurs Tours de Cartes AutomatiquesAlex ButlovPas encore d'évaluation
- La Géométrie Des SurfacesDocument3 pagesLa Géométrie Des Surfacesabd erahimPas encore d'évaluation
- Cross-Culturel ConsDocument25 pagesCross-Culturel ConsMajid MezziPas encore d'évaluation
- 0089492-OMCompr-fr GEA Grasso Pistons PDFDocument18 pages0089492-OMCompr-fr GEA Grasso Pistons PDFChristian CottePas encore d'évaluation
- LE BUTEUR PDF Du 27/05/2011Document24 pagesLE BUTEUR PDF Du 27/05/2011PDF JournalPas encore d'évaluation
- Voix PassiveDocument4 pagesVoix PassiveHabibPas encore d'évaluation
- DSP A 0115gqvDocument10 pagesDSP A 0115gqvMarc DutreuilPas encore d'évaluation
- Clavette Et CirclipsDocument4 pagesClavette Et CirclipsMécanique 2019Pas encore d'évaluation
- La Course D Orientation A L Ecole Primaire PDF Par Stephane CHAGNON SPT 2011Document60 pagesLa Course D Orientation A L Ecole Primaire PDF Par Stephane CHAGNON SPT 2011benfoukPas encore d'évaluation
- Gestion Administratif Du PersonnelDocument11 pagesGestion Administratif Du Personnellesyeuxdamla100% (1)
- CT1 - Conduits Et CanalisationsDocument10 pagesCT1 - Conduits Et CanalisationsMerveil BorgeasPas encore d'évaluation
- Fiche Outil EleveDocument6 pagesFiche Outil ElevejosephPas encore d'évaluation
- Chapitre IV La Formation ContinueDocument9 pagesChapitre IV La Formation ContinueAbdellah Moulay AlaouiPas encore d'évaluation
- Bor 2013Document3 pagesBor 2013Mounia BELAIDPas encore d'évaluation
- Encyclopédie de la magie des cristaux, des pierres précieuses et des métauxD'EverandEncyclopédie de la magie des cristaux, des pierres précieuses et des métauxÉvaluation : 4 sur 5 étoiles4/5 (116)
- Manuel pour les débutants Fabriquez des savons naturelsD'EverandManuel pour les débutants Fabriquez des savons naturelsÉvaluation : 3 sur 5 étoiles3/5 (2)
- Chromatographie: Les Grands Articles d'UniversalisD'EverandChromatographie: Les Grands Articles d'UniversalisPas encore d'évaluation
- Macromolécules: Les Grands Articles d'UniversalisD'EverandMacromolécules: Les Grands Articles d'UniversalisPas encore d'évaluation
- Le Big Bang: Une Théorie Basée sur une Physique Invalide et des Mathématiques Erronées.D'EverandLe Big Bang: Une Théorie Basée sur une Physique Invalide et des Mathématiques Erronées.Pas encore d'évaluation
- Lanthane et lanthanides: Les Grands Articles d'UniversalisD'EverandLanthane et lanthanides: Les Grands Articles d'UniversalisPas encore d'évaluation
- Les matérialismes et la chimie: Perspectives philosophiques, historiques et scientifiquesD'EverandLes matérialismes et la chimie: Perspectives philosophiques, historiques et scientifiquesPas encore d'évaluation
- Formation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesD'EverandFormation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesPas encore d'évaluation
- Vade-mecum du photographe: notice abrégée du daguerréotype et de la photographie sur papierD'EverandVade-mecum du photographe: notice abrégée du daguerréotype et de la photographie sur papierPas encore d'évaluation
- Histoire de la chimie: Les Grands Articles d'UniversalisD'EverandHistoire de la chimie: Les Grands Articles d'UniversalisPas encore d'évaluation
- Cristaux: Comment utiliser les cristaux et leur énergie pour améliorer votre vieD'EverandCristaux: Comment utiliser les cristaux et leur énergie pour améliorer votre viePas encore d'évaluation
- Perturbateurs endocriniens: Où se trouvent-ils ? En quoi sont-ils dangereux ? Comment s'en protéger ?D'EverandPerturbateurs endocriniens: Où se trouvent-ils ? En quoi sont-ils dangereux ? Comment s'en protéger ?Pas encore d'évaluation