Vous aimerez peut-être aussi
- Calcul Ass BoulonsDocument6 pagesCalcul Ass BoulonsChristian TamPas encore d'évaluation
- NF E52 109-1 FA020843 Levage Et Manutention Assemblages SoudésDocument33 pagesNF E52 109-1 FA020843 Levage Et Manutention Assemblages Soudésali Ouakli100% (1)
- Cat - Pelle Hydraulique 320D2 GC Avec Moteur C4Document4 pagesCat - Pelle Hydraulique 320D2 GC Avec Moteur C4acarisimovic100% (1)
- Rapport de Stage de PerfectionnementDocument40 pagesRapport de Stage de PerfectionnementHichem Arfaoui83% (6)
- Cours Fabrication MecaniqueDocument91 pagesCours Fabrication MecaniqueChahih Damoi100% (1)
- Travaux de Fourage Et de TireDocument14 pagesTravaux de Fourage Et de TireAmirouche LaïcPas encore d'évaluation
- A - Ugv 3Document88 pagesA - Ugv 3swaroop231Pas encore d'évaluation
- DT 32 PDFDocument53 pagesDT 32 PDFKhalid MKHALIDPas encore d'évaluation
- Catalogue ImprimerieDocument22 pagesCatalogue ImprimerieChaman ImadPas encore d'évaluation
- Mise en Forme Des Matériaux Par ForgeageDocument45 pagesMise en Forme Des Matériaux Par ForgeageMohamed ATOUFIPas encore d'évaluation
- TH 4210 / TH 4210D / TH 4210V / TH 4215D: Toutes Nos Machines Sont Fabriquées Selon Les Normes CEDocument19 pagesTH 4210 / TH 4210D / TH 4210V / TH 4215D: Toutes Nos Machines Sont Fabriquées Selon Les Normes CEquentin.senegasPas encore d'évaluation
- TZ 4Document19 pagesTZ 4quentin.senegasPas encore d'évaluation
- INTEGREX 300 IV S X 1500 Annee 2006Document4 pagesINTEGREX 300 IV S X 1500 Annee 2006joseph-yannick tenaPas encore d'évaluation
- Serie Theorie de CoupeDocument9 pagesSerie Theorie de Coupezouga zougaPas encore d'évaluation
- KASTO VERTO-A2 - 03835219 - FDocument6 pagesKASTO VERTO-A2 - 03835219 - FPatrickPas encore d'évaluation
- TC600 - F SPINNERDocument12 pagesTC600 - F SPINNERKali AbdennourPas encore d'évaluation
- EQ01Document1 pageEQ01خال دعاء ريمPas encore d'évaluation
- VX Series - Français - 2019 12Document8 pagesVX Series - Français - 2019 12Nabil BJPas encore d'évaluation
- KINGgates Book Manual FRDocument24 pagesKINGgates Book Manual FRmed taha hanfiPas encore d'évaluation
- Brochure HCR Gamme Hors Du Trou Sept15 - WebDocument28 pagesBrochure HCR Gamme Hors Du Trou Sept15 - WebTHONYPas encore d'évaluation
- Devoir Boubakari AdoumDocument10 pagesDevoir Boubakari AdoumwoukouoPas encore d'évaluation
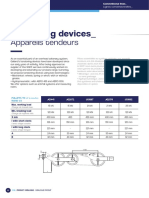
- Tensioning Devices - : Appareils TendeursDocument3 pagesTensioning Devices - : Appareils TendeursOmar MouhainePas encore d'évaluation
- Conditions de CoupeDocument4 pagesConditions de CoupeFosseni DialloPas encore d'évaluation
- 2a Isoalteurs de SectionDocument2 pages2a Isoalteurs de Sectionassou mehdiPas encore d'évaluation
- Seghe NastroDocument6 pagesSeghe NastroIMOCAIMA ldaPas encore d'évaluation
- MT 50Document18 pagesMT 50Majda BelkhaouiPas encore d'évaluation
- Punzonadora Hidraulica Mx340g 81 1407268419Document4 pagesPunzonadora Hidraulica Mx340g 81 1407268419Dante Hancco VillanuevaPas encore d'évaluation
- 04 Technique DiamantDocument14 pages04 Technique DiamantJacques SilvaPas encore d'évaluation
- Handbook Drilling Threading 2009 FRDocument100 pagesHandbook Drilling Threading 2009 FRÿãhïâ bôùPas encore d'évaluation
- FT 2021Document44 pagesFT 2021Adri JolivetPas encore d'évaluation
- 4544 Ni 92216100Document35 pages4544 Ni 92216100Didier TsheyaPas encore d'évaluation
- Bac Pro Tu Documents de FabricationDocument8 pagesBac Pro Tu Documents de FabricationDave De ClercqPas encore d'évaluation
- COP44Document4 pagesCOP44Walid AouiniPas encore d'évaluation
- Instruction FRDocument14 pagesInstruction FRAmar BoukherchaPas encore d'évaluation
- TP02 MocnDocument5 pagesTP02 MocnImane HassaniPas encore d'évaluation
- Rotofix32a FRDocument13 pagesRotofix32a FRmaroc labPas encore d'évaluation
- Highfeed FRDocument32 pagesHighfeed FRbouhlelimed20421Pas encore d'évaluation
- 1-3-Otention Des Pièces Avec Enlèvement de Matière - PerçageDocument29 pages1-3-Otention Des Pièces Avec Enlèvement de Matière - PerçageSouidiPas encore d'évaluation
- Fraiseuse D'établie WEISS WM25Document3 pagesFraiseuse D'établie WEISS WM25marcPas encore d'évaluation
- RéservoirDocument11 pagesRéservoirtraore zachariePas encore d'évaluation
- DATC 01 I Tiges de Forage - WL ConventionnellesDocument8 pagesDATC 01 I Tiges de Forage - WL Conventionnelleseleon07Pas encore d'évaluation
- SB 860322 R7 85csaDocument4 pagesSB 860322 R7 85csaYoucef AdemPas encore d'évaluation
- CA40X. 5 T... 60 T. Capteurs de Pesage - Compression Compression Load Cells. Option. Câblage - WiringDocument12 pagesCA40X. 5 T... 60 T. Capteurs de Pesage - Compression Compression Load Cells. Option. Câblage - WiringnoureddinePas encore d'évaluation
- BR555Document13 pagesBR555SMM ENTREPRISEPas encore d'évaluation
- FR SNR Snc619Document4 pagesFR SNR Snc619maxime koronecPas encore d'évaluation
- D TP 384 Somab - Unimab - 500Document2 pagesD TP 384 Somab - Unimab - 500Hugo RollinPas encore d'évaluation
- NX FR BrochureDocument8 pagesNX FR BrochureMiguelOliveira1Pas encore d'évaluation
- Tour PDFDocument41 pagesTour PDFAhmed Ben HmidaPas encore d'évaluation
- Wacker Neuson ET18 Fiche TechniqueDocument6 pagesWacker Neuson ET18 Fiche TechniqueMichalPas encore d'évaluation
- 03 - Corrige ESTP CAPLP Externe SMDocument12 pages03 - Corrige ESTP CAPLP Externe SMDaniel ockry Meteuwi foguangPas encore d'évaluation
- MIJNO - Gamme MNTDocument8 pagesMIJNO - Gamme MNTLuis ZutaraPas encore d'évaluation
- (WESPER) Gamme GP 2021Document2 pages(WESPER) Gamme GP 2021samir hacibPas encore d'évaluation
- 3906 Ni 92252065Document41 pages3906 Ni 92252065Haithem WerheniPas encore d'évaluation
- Brochure - Marteau CAT-Serie GCDocument2 pagesBrochure - Marteau CAT-Serie GCPample HouettePas encore d'évaluation
- 2020 Tetes A Scie GN 1Document4 pages2020 Tetes A Scie GN 1Yann St-HilairePas encore d'évaluation
- NL SeriesDocument33 pagesNL SeriesyahiabiaPas encore d'évaluation
- Brochure Gamme LIFT 2018Document8 pagesBrochure Gamme LIFT 2018AliRouyouPas encore d'évaluation
- Altair V4 DN25 - 32 - 40 - 01 - 2021 FRDocument3 pagesAltair V4 DN25 - 32 - 40 - 01 - 2021 FRgtbaPas encore d'évaluation
- 100icw8 Fiche-ProduitDocument2 pages100icw8 Fiche-ProduitBboy MadxPas encore d'évaluation
- 2B Appareils TendeursDocument4 pages2B Appareils Tendeursassou mehdiPas encore d'évaluation
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautD'EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautÉvaluation : 5 sur 5 étoiles5/5 (1)
- V - Problèmes de Montage Des SatellitesDocument5 pagesV - Problèmes de Montage Des SatellitesHichem ArfaouiPas encore d'évaluation
- III - Trains Épicycloïdaux SimplesDocument6 pagesIII - Trains Épicycloïdaux SimplesHichem ArfaouiPas encore d'évaluation
- PDF CintreuseDocument67 pagesPDF CintreuseHichem Arfaoui100% (1)
- Dossier Présentation Maf 2023 HorlogerieDocument39 pagesDossier Présentation Maf 2023 HorlogerieZEPROCESSOR TMPas encore d'évaluation
- FlexomaticDocument2 pagesFlexomaticAndrea SilvestriniPas encore d'évaluation
- 217 RivetageDocument3 pages217 RivetageFerroudja HamrouniPas encore d'évaluation
- Tuyaux en AcierDocument13 pagesTuyaux en AcierMohamed100% (3)
- Chapitre 3 Diagramme Fer CarboneDocument23 pagesChapitre 3 Diagramme Fer CarboneNariman Narou100% (1)
- Elaboration Des Metaux Ferreux 2Document33 pagesElaboration Des Metaux Ferreux 2Bertrand LaugaPas encore d'évaluation
- MTQ - PeintureDocument3 pagesMTQ - PeintureCasey RybackPas encore d'évaluation
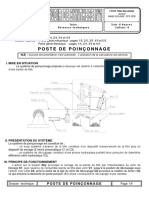
- DS1 Poste de Poinçonnage DT 11-12-2015Document4 pagesDS1 Poste de Poinçonnage DT 11-12-2015Bouabdellaoui saif ennasrPas encore d'évaluation
- Oxydation-Des-métaux Prof - Katif (WWW - Pc1.ma)Document10 pagesOxydation-Des-métaux Prof - Katif (WWW - Pc1.ma)gtPas encore d'évaluation
- Comment Choisir Votre Traitement Anticorrosion PDFDocument2 pagesComment Choisir Votre Traitement Anticorrosion PDFEL Hadji Rawane FallPas encore d'évaluation
- Especificación ArrutiDocument1 pageEspecificación ArrutiAldo ECPas encore d'évaluation
- THN FR Coussinets V1.0 PDFDocument52 pagesTHN FR Coussinets V1.0 PDFdjalikadjouPas encore d'évaluation
- Clôture EDF BORDURES DÉFENSIVES - Produit-Para710Document1 pageClôture EDF BORDURES DÉFENSIVES - Produit-Para710CLAVOTPas encore d'évaluation
- Aciers de Construction Sous Forme de Barres Ou de Fils Nuance Af 56Document3 pagesAciers de Construction Sous Forme de Barres Ou de Fils Nuance Af 56Miguel QueirosPas encore d'évaluation
- Passivating Pickling FR PDFDocument16 pagesPassivating Pickling FR PDFAymen BelloumiPas encore d'évaluation
- Examen M1CMM20192020 - 2 CorrectionDocument1 pageExamen M1CMM20192020 - 2 CorrectionAnes MeraziPas encore d'évaluation
- Video 2Document10 pagesVideo 2Omar_FSOPas encore d'évaluation
- GA753Document4 pagesGA753KEVIN BOGNINGPas encore d'évaluation
- Base de Données Chaleur Spécifique de Mille Matériaux RépertoriésDocument12 pagesBase de Données Chaleur Spécifique de Mille Matériaux RépertoriésBety nardPas encore d'évaluation
- Ds MatériauxDocument2 pagesDs MatériauxKhaled Gammoudi100% (1)
- Group Mat BaseDocument31 pagesGroup Mat BasebeyPas encore d'évaluation
- Chapitre 1&2 SMDocument14 pagesChapitre 1&2 SMSlimane ZadoudPas encore d'évaluation
- NF en 10027Document6 pagesNF en 10027Bouraida El YamouniPas encore d'évaluation
- .Faire Une Application Numérique Avec F 5500N, L 2m Et A 1.3mDocument5 pages.Faire Une Application Numérique Avec F 5500N, L 2m Et A 1.3mHoussame NaimPas encore d'évaluation
- Série 01 Quelques Matériaux Au QuotidienDocument2 pagesSérie 01 Quelques Matériaux Au QuotidienAgnaou MohamedPas encore d'évaluation
- Chimie Descriptive-FerDocument21 pagesChimie Descriptive-FerZakari YaePas encore d'évaluation
- Fps FRDocument12 pagesFps FRBouchoucha JbaliPas encore d'évaluation
- Vademecum 2013Document97 pagesVademecum 2013Alain RamanakanjaPas encore d'évaluation