Vous aimerez peut-être aussi
- Analyse Mathématique pour l'ingénieur: Analyse Mathématique pour l'ingénieur, #2D'EverandAnalyse Mathématique pour l'ingénieur: Analyse Mathématique pour l'ingénieur, #2Pas encore d'évaluation
- Dossier Technique Etau A Serrage Rapide PDFDocument10 pagesDossier Technique Etau A Serrage Rapide PDFamineee100% (1)
- Application 2 ExtrudeuseDocument2 pagesApplication 2 ExtrudeuseHamada Hamada100% (1)
- Presse A InjectionDocument10 pagesPresse A Injectiontreda100% (1)
- Compte Rendu SiloDocument21 pagesCompte Rendu SilokarimPas encore d'évaluation
- Assemblages Par Boulons NormauxDocument141 pagesAssemblages Par Boulons NormauxKarim BakrimPas encore d'évaluation
- DS 07 08 Bis CorrectionDocument5 pagesDS 07 08 Bis CorrectiononePas encore d'évaluation
- EXEMPLEDAPPLICATIONBASEDUPOTEAUARTICULEEDocument5 pagesEXEMPLEDAPPLICATIONBASEDUPOTEAUARTICULEEHassna EzzouaouiPas encore d'évaluation
- Devoir de Contrôle N°3 - Technologie - 1ère (2008-2009) Mme Toumi ImenDocument3 pagesDevoir de Contrôle N°3 - Technologie - 1ère (2008-2009) Mme Toumi Imentayahi0% (1)
- TD1 Et 2 - PMFDocument5 pagesTD1 Et 2 - PMFZouaghi M'ed AminPas encore d'évaluation
- Exercice 2 Corrigé VDocument4 pagesExercice 2 Corrigé VrabiiPas encore d'évaluation
- Corrige de Lexamen de Passage Tsbecm 2006 Theorique Variante 2Document7 pagesCorrige de Lexamen de Passage Tsbecm 2006 Theorique Variante 2anwarPas encore d'évaluation
- Calcul de L'encastrement Poutre-Poutre: Autodesk Robot Structural Analysis Professional 2021Document8 pagesCalcul de L'encastrement Poutre-Poutre: Autodesk Robot Structural Analysis Professional 2021jorj kanPas encore d'évaluation
- Solution Exam - FM 2021Document5 pagesSolution Exam - FM 2021AbdessalamPas encore d'évaluation
- CASME-poly-Tome 1 PDFDocument125 pagesCASME-poly-Tome 1 PDFmalik belmokhtarPas encore d'évaluation
- TD Tournage Niveau 3Document2 pagesTD Tournage Niveau 3Iheb KahouachPas encore d'évaluation
- Révision Montage 2ScDocument5 pagesRévision Montage 2ScMarouen Mekki100% (1)
- B - Sujet STI CAPLP M Ext 2007Document43 pagesB - Sujet STI CAPLP M Ext 2007Ghizlane ID100% (1)
- Examen A05 SolutionDocument7 pagesExamen A05 SolutionAbdallah SbaghdiPas encore d'évaluation
- Puissances Coupe Prof PDFDocument5 pagesPuissances Coupe Prof PDFamr_akram_2100% (2)
- Caplp Ext 2022 GM Option Prod Epreuve 1 CorrectionDocument19 pagesCaplp Ext 2022 GM Option Prod Epreuve 1 CorrectionSilver679Pas encore d'évaluation
- Output 19Document20 pagesOutput 19lahjouji imanePas encore d'évaluation
- Calcul Des AssemblagesDocument9 pagesCalcul Des AssemblagesHanane BenGamraPas encore d'évaluation
- 2stm Juillet 2011 Correction PDFDocument8 pages2stm Juillet 2011 Correction PDFabdoPas encore d'évaluation
- Brosse_a_ble_6.1_26-09-2023Document34 pagesBrosse_a_ble_6.1_26-09-2023tranberPas encore d'évaluation
- Serie Theorie de CoupeDocument9 pagesSerie Theorie de Coupezouga zougaPas encore d'évaluation
- Dossier Technique Etau a Serrage RapideDocument10 pagesDossier Technique Etau a Serrage Rapidehamdiyasmin054Pas encore d'évaluation
- NT CLCLDocument7 pagesNT CLCLNidal BestPas encore d'évaluation
- Examen Productique1 2019-CorrigéDocument3 pagesExamen Productique1 2019-CorrigéThouraya SaddiPas encore d'évaluation
- MélangeurDocument8 pagesMélangeurelvis etiennePas encore d'évaluation
- Correction Eval. Tpfa PCH Trim1Document4 pagesCorrection Eval. Tpfa PCH Trim1nanfacknadine87Pas encore d'évaluation
- Dimensionnement Et Calcul Des Arbres 2021Document8 pagesDimensionnement Et Calcul Des Arbres 2021ftamkoPas encore d'évaluation
- Là Derniere VersionDocument50 pagesLà Derniere Versionyoussefbenguenny4Pas encore d'évaluation
- Assemblages Contrre - FichesDocument3 pagesAssemblages Contrre - FichesBebel AzooPas encore d'évaluation
- Information Générale DormerDocument34 pagesInformation Générale DormerRedvane MobranPas encore d'évaluation
- TD 1: Découpage Exercice 1Document6 pagesTD 1: Découpage Exercice 1sidi100% (1)
- Rayon Du BecDocument4 pagesRayon Du Becmohamed1101Pas encore d'évaluation
- Résistance Des Matériaux 2 Baccalauréat Design Industriel Interrogation 1 2008 - 2009Document6 pagesRésistance Des Matériaux 2 Baccalauréat Design Industriel Interrogation 1 2008 - 2009yfuyyPas encore d'évaluation
- Lot 1 - Rebobinage Des MT ZMDocument7 pagesLot 1 - Rebobinage Des MT ZManas elhaddadPas encore d'évaluation
- TD4 Chaines de SolidesDocument5 pagesTD4 Chaines de SolidesfabisotresPas encore d'évaluation
- TFM1 TH 2007 - CorrigéDocument6 pagesTFM1 TH 2007 - CorrigéGxfhjjPas encore d'évaluation
- TD3 CorrigDocument4 pagesTD3 CorrigSadok BentaherPas encore d'évaluation
- Mécanisme de SerrageDocument5 pagesMécanisme de Serragestafe100% (1)
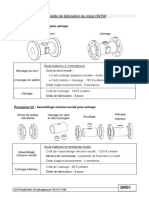
- Procédés de Fabrication Du Corps DN100: Processus C1: Moulage Puis UsinageDocument10 pagesProcédés de Fabrication Du Corps DN100: Processus C1: Moulage Puis UsinageHichem ArfaouiPas encore d'évaluation
- 4 .4 Pliage-DúcoupageDocument6 pages4 .4 Pliage-DúcoupageAhmed SlimenPas encore d'évaluation
- Base Du Poteau Articulée (Avec Recouvrement)Document4 pagesBase Du Poteau Articulée (Avec Recouvrement)roma JamanPas encore d'évaluation
- Exemple D'application: Base Du Poteau ArticuléeDocument4 pagesExemple D'application: Base Du Poteau ArticuléeMahdi DakPas encore d'évaluation
- C - Corrigé ESPTP CAPLP GI SM Int 2007 PDFDocument20 pagesC - Corrigé ESPTP CAPLP GI SM Int 2007 PDFserePas encore d'évaluation
- Examen #1Document17 pagesExamen #1Aboubakr MedjPas encore d'évaluation
- Chapitre 1 TD TournageDocument4 pagesChapitre 1 TD TournageMD HM BCPas encore d'évaluation
- TD 4 Serie #4Document5 pagesTD 4 Serie #4Kader AmraouiPas encore d'évaluation
- ProducDocument4 pagesProducmohamed1101Pas encore d'évaluation
- BTP007 Examen1920 06072020 Solution E03112020Document10 pagesBTP007 Examen1920 06072020 Solution E03112020Johnny KOZYKOJOKIANPas encore d'évaluation
- fiche_technique_robinet_vanne_a_opercule_acier_forge_a105n_trim5_class800_swDocument5 pagesfiche_technique_robinet_vanne_a_opercule_acier_forge_a105n_trim5_class800_swBenny 37Pas encore d'évaluation
- 4 - EmboutissageDocument24 pages4 - EmboutissageMahdi GnoumaPas encore d'évaluation
- ds1 0506 PDFDocument14 pagesds1 0506 PDFzaouia ayoubPas encore d'évaluation
- Examen de RDM Tronc Commun - Novembre 2012Document6 pagesExamen de RDM Tronc Commun - Novembre 2012Youness ZahiPas encore d'évaluation
- Assemblage Poutre-Poutre CominoxDocument9 pagesAssemblage Poutre-Poutre CominoxNacer IzriPas encore d'évaluation
- RéservoirDocument11 pagesRéservoirtraore zachariePas encore d'évaluation
- Fiche Technique Cable Cuivre Nu Etame RecuitDocument1 pageFiche Technique Cable Cuivre Nu Etame Recuitabdoon32Pas encore d'évaluation
- Examen de Passage 2010 TFM - Version CDCDocument4 pagesExamen de Passage 2010 TFM - Version CDCPublinet BoughraraPas encore d'évaluation
- Dormer Technical HandbookDocument144 pagesDormer Technical HandbookshamusmtbPas encore d'évaluation
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautD'EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautÉvaluation : 5 sur 5 étoiles5/5 (1)
- Synthese Chaudronnerie v2014 0Document12 pagesSynthese Chaudronnerie v2014 0JORDAN JUNOR ELLAPas encore d'évaluation
- Parker Legris - Poster - Tubes Et Tuyaux Techniques - 2003Document1 pageParker Legris - Poster - Tubes Et Tuyaux Techniques - 2003ZorbanfrPas encore d'évaluation
- HHHFHDocument45 pagesHHHFHKhaled GammoudiPas encore d'évaluation
- Petit Lexique Du Soudage Anglaus-FrançaisDocument18 pagesPetit Lexique Du Soudage Anglaus-FrançaisPierre PescayPas encore d'évaluation
- Polycopie Déc G Mécanique +questionsDocument46 pagesPolycopie Déc G Mécanique +questionsMohamed RougabPas encore d'évaluation
- WQT Certificate-Ji ZhongleiDocument2 pagesWQT Certificate-Ji ZhongleiNuwan Ranaweera100% (2)
- Techniques de L'Ingénieur - Le Bain de Fusion en SoudageDocument3 pagesTechniques de L'Ingénieur - Le Bain de Fusion en SoudageOlss BbzoPas encore d'évaluation
- Sujet Bac-Pro-Melec-Juin-2022Document16 pagesSujet Bac-Pro-Melec-Juin-2022petitprePas encore d'évaluation
- Clase 1 CocinaDocument6 pagesClase 1 CocinaVanessa VallePas encore d'évaluation
- SOPEMDocument21 pagesSOPEMcm2g1m2n13au2022Pas encore d'évaluation
- Intisar RPSIDocument31 pagesIntisar RPSIachrafelhail376Pas encore d'évaluation
- Traitement Thermique VF-CPR2-2017-2018Document55 pagesTraitement Thermique VF-CPR2-2017-2018HOUSSAME NAIMPas encore d'évaluation
- BASF Module de Formation Du SX de CuivreDocument92 pagesBASF Module de Formation Du SX de CuivreMwabiPas encore d'évaluation
- Browning CatalogueDocument52 pagesBrowning CatalogueBosco Albert BaracusPas encore d'évaluation
- Cours 4Document7 pagesCours 4Marouane ChadiPas encore d'évaluation
- Annale 1Document4 pagesAnnale 1Đạt ThànhPas encore d'évaluation
- AstropolDocument2 pagesAstropolAbdou MessaoudPas encore d'évaluation
- ZIN Brochure-Duplexfr 02 PDFDocument8 pagesZIN Brochure-Duplexfr 02 PDFMohammed MAAROUFPas encore d'évaluation
- Injection Outillage À Injection AxialeDocument22 pagesInjection Outillage À Injection Axialepedro100% (1)
- 11 Villebrequinpistons PDFDocument19 pages11 Villebrequinpistons PDFmabroukPas encore d'évaluation
- Ugv AppDocument2 pagesUgv AppAbdelilah El GmairiPas encore d'évaluation
- PROG Planche Decouper CN ROVER A 5 AXESDocument20 pagesPROG Planche Decouper CN ROVER A 5 AXESdofyifilmePas encore d'évaluation