Vous aimerez peut-être aussi
- Le Monde S'effondre ExposéDocument5 pagesLe Monde S'effondre ExposéHamza WELGO79% (14)
- Aprietes KubotaDocument78 pagesAprietes KubotaJOSEALBERICH80% (5)
- Thiercelieux Jeu Loup GarouDocument8 pagesThiercelieux Jeu Loup GarouMarlyne OntenientePas encore d'évaluation
- BM Volvo BM WebDocument24 pagesBM Volvo BM WebvalterripPas encore d'évaluation
- Poétique Et Touchant S'adapter de Clara Dupont-MonodDocument1 pagePoétique Et Touchant S'adapter de Clara Dupont-MonodMevenaPas encore d'évaluation
- CylTec Gas Cylinder Size Chart - High Pressure SteelDocument1 pageCylTec Gas Cylinder Size Chart - High Pressure Steelfajar abadiPas encore d'évaluation
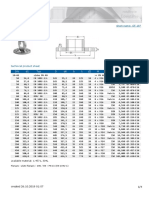
- Flanges ASME B16.5Document22 pagesFlanges ASME B16.5Madhu KarakkadPas encore d'évaluation
- Re 102 KDocument24 pagesRe 102 KclegracielaPas encore d'évaluation
- ACCOUPLEMENT Flex Desch D80F-R80Document4 pagesACCOUPLEMENT Flex Desch D80F-R80Steph AkysPas encore d'évaluation
- Tablas de TuberiaDocument17 pagesTablas de Tuberiafelix alcudiaPas encore d'évaluation
- PG 176-184 PDFDocument9 pagesPG 176-184 PDFfilkePas encore d'évaluation
- ACFrOgAIR NzmLaV4T0aMyRCZ7myPuOJnCHtT3dvsD9ulP82nc2n6AiXI3Y0OIuk5qgmqT-JIJOqBmOl7dPKyo9BcW2bePMioQh6q3oQRtAUGB0yHsPaARc99QEYQudLV3AQOV-6WZo3gcye LBFDocument2 pagesACFrOgAIR NzmLaV4T0aMyRCZ7myPuOJnCHtT3dvsD9ulP82nc2n6AiXI3Y0OIuk5qgmqT-JIJOqBmOl7dPKyo9BcW2bePMioQh6q3oQRtAUGB0yHsPaARc99QEYQudLV3AQOV-6WZo3gcye LBFHugo BarrosPas encore d'évaluation
- Exo MOCNDocument14 pagesExo MOCNSahil MohamedPas encore d'évaluation
- Vérin REXROTH FixationsDocument24 pagesVérin REXROTH FixationsSimon CocoPas encore d'évaluation
- NX S FRv4Document4 pagesNX S FRv4MiguelOliveira1Pas encore d'évaluation
- Ugarte - Warthon - Handy - PC - Abastecimientos Ok!Document10 pagesUgarte - Warthon - Handy - PC - Abastecimientos Ok!handyPas encore d'évaluation
- Fichier 5Document2 pagesFichier 5Benit MvuezoloPas encore d'évaluation
- 2021 - GF Catalogue SYGEF PVDFDocument284 pages2021 - GF Catalogue SYGEF PVDFrichard mpackoPas encore d'évaluation
- BM Renault WebDocument6 pagesBM Renault WebIoan CapraruPas encore d'évaluation
- FILTRESDocument68 pagesFILTRESLUXPas encore d'évaluation
- Preconisation de PR LRS545Document10 pagesPreconisation de PR LRS545hellel faouziPas encore d'évaluation
- Egc TG D2-Record FR 08 PDFDocument189 pagesEgc TG D2-Record FR 08 PDFABELWALIDPas encore d'évaluation
- Upn 100-400Document2 pagesUpn 100-400jo_rz_57100% (1)
- Motor KatalogusDocument10 pagesMotor KatalogusPhilip SmithPas encore d'évaluation
- Perf NP3171.181SH-274 22kWDocument1 pagePerf NP3171.181SH-274 22kWadilos86Pas encore d'évaluation
- Lista Preciso ExiwillDocument2 pagesLista Preciso ExiwillARTEGA REPUESTOSPas encore d'évaluation
- 58 Fiche 0 PDFDocument1 page58 Fiche 0 PDFDebelmePas encore d'évaluation
- C de Garde Fibre Op PDFDocument8 pagesC de Garde Fibre Op PDFAnonymous ugneZ8ijPas encore d'évaluation
- Resortes de Matriceria VERDE Iso 10243Document4 pagesResortes de Matriceria VERDE Iso 10243juan pablo TurczynPas encore d'évaluation
- HC50 S e 055 W B 38 M B (T38)Document12 pagesHC50 S e 055 W B 38 M B (T38)Franklin Gallardo ArayaPas encore d'évaluation
- Ecn 1313 ManualDocument2 pagesEcn 1313 ManualPerry ElevatorsPas encore d'évaluation
- Avon320dl SC V80371 + V80374Document13 pagesAvon320dl SC V80371 + V80374Karl Tellander100% (2)
- Devis: TETAUIRA RUITA 87259412Document2 pagesDevis: TETAUIRA RUITA 87259412Faahei TetauiraPas encore d'évaluation
- CPKDocument16 pagesCPKschumiizz2bestPas encore d'évaluation
- PCT 339817jDocument25 pagesPCT 339817jjosuePas encore d'évaluation
- Base Du Poteau Articulée (Avec Recouvrement)Document4 pagesBase Du Poteau Articulée (Avec Recouvrement)roma JamanPas encore d'évaluation
- Exemple D'application: Base Du Poteau ArticuléeDocument4 pagesExemple D'application: Base Du Poteau ArticuléeMahdi DakPas encore d'évaluation
- Pieces TourDocument75 pagesPieces TourNassro ZiadPas encore d'évaluation
- Tabela - Dimensionamento A CompressãoDocument10 pagesTabela - Dimensionamento A CompressãoMagno de Oliveira SantosPas encore d'évaluation
- Moeren Beton Achtig Ijzer SAS SystemsDocument8 pagesMoeren Beton Achtig Ijzer SAS SystemsRuben PauwelsPas encore d'évaluation
- Streams and Equipments Specs - B - IntergrationDocument8 pagesStreams and Equipments Specs - B - IntergrationajaymanhasPas encore d'évaluation
- "Progressive" Controls 86597804: N 11427 10 / 2001 Revision 01Document11 pages"Progressive" Controls 86597804: N 11427 10 / 2001 Revision 01victor lara100% (1)
- Lapter PerkerasanDocument66 pagesLapter PerkerasanaxlPas encore d'évaluation
- Cat Nov 15 2Document17 pagesCat Nov 15 2David MengPas encore d'évaluation
- Datasheet Industrial U I GMV Casette360 FRA 2023Document2 pagesDatasheet Industrial U I GMV Casette360 FRA 2023Kamal RachidePas encore d'évaluation
- Multicellulaires À Diffuseurs Multicellulaires À Diffuseurs: Pompes Centrifuges Pompes CentrifugesDocument36 pagesMulticellulaires À Diffuseurs Multicellulaires À Diffuseurs: Pompes Centrifuges Pompes Centrifugesfamillecommun2022Pas encore d'évaluation
- Perhitungan BesiDocument23 pagesPerhitungan BesiSadda Amalla RiezkaPas encore d'évaluation
- Coup de Bélier ChafiaDocument5 pagesCoup de Bélier ChafiaDehia BezzinaPas encore d'évaluation
- Brochure Mono-Split Inverter Miroir PanelDocument8 pagesBrochure Mono-Split Inverter Miroir PanelMaisonEnergyPas encore d'évaluation
- Fiche N°2Document60 pagesFiche N°2SafePas encore d'évaluation
- Acoplamiento de Cadena Tipo AcDocument1 pageAcoplamiento de Cadena Tipo AcOficina Técnica Santa RosaPas encore d'évaluation
- Heco Data Sheet GF.16 1434Document4 pagesHeco Data Sheet GF.16 1434Nhk TokPas encore d'évaluation
- ITE Accessoires Frigorifiques Produits Chimiques HuilesDocument44 pagesITE Accessoires Frigorifiques Produits Chimiques HuilesDiana DianaPas encore d'évaluation
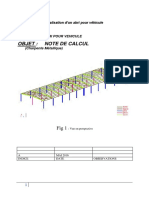
- Note de Calcul Pour Abri SETIF FINIDocument20 pagesNote de Calcul Pour Abri SETIF FINIkarem754Pas encore d'évaluation
- Tabela AtualizadaDocument4 pagesTabela AtualizadaJosiene Chrystina RibeiroPas encore d'évaluation
- Catalogo Clamps Quilinox 2022Document6 pagesCatalogo Clamps Quilinox 2022imerinoPas encore d'évaluation
- BAB III Perencanaan Balok AnakDocument7 pagesBAB III Perencanaan Balok AnakRinta NovariaPas encore d'évaluation
- Le syndrome périodique associé à la cryopyrine (CAPS)D'EverandLe syndrome périodique associé à la cryopyrine (CAPS)Pas encore d'évaluation
- Français Première: Livre Du ProfesseurDocument460 pagesFrançais Première: Livre Du ProfesseurAlex Zugarramurdi100% (1)
- Grille de Reference A1 A2 B1 B2Document4 pagesGrille de Reference A1 A2 B1 B2Marta Dąbrowska100% (1)
- Evaluation2 ProfesseurDocument1 pageEvaluation2 ProfesseurMariamBmPas encore d'évaluation
- Fiche de Lecture Double Assassinat Dans La Rue MorgueDocument1 pageFiche de Lecture Double Assassinat Dans La Rue MorgueZoé ThéodonPas encore d'évaluation
- Séance 1 D Unité Didactique Jours: 3': Ibrahim Et Les Fleurs Du Coran D'ericDocument5 pagesSéance 1 D Unité Didactique Jours: 3': Ibrahim Et Les Fleurs Du Coran D'ericLeekky MichinPas encore d'évaluation
- Resume de S Œuvrs Litteraires0Document12 pagesResume de S Œuvrs Litteraires0Kouyate100% (2)
- Les Difficultc3a9s de Prononciation Du Franc3a7ais Pour Des Apprenants GermanophonesDocument27 pagesLes Difficultc3a9s de Prononciation Du Franc3a7ais Pour Des Apprenants GermanophonesLandry MoussimiPas encore d'évaluation
- Série de Révision: Henri Bauchau, Antigone (1997)Document3 pagesSérie de Révision: Henri Bauchau, Antigone (1997)Abdo GamingPas encore d'évaluation
- Liste Complète Des Signataires Vincenzo VecchiDocument2 pagesListe Complète Des Signataires Vincenzo VecchiChristine RousseauPas encore d'évaluation
- Expose Josee La MetisseperouseDocument6 pagesExpose Josee La MetisseperouseArthur Daaf100% (2)
- DNB Blanc Mars 2023 Questions 2Document4 pagesDNB Blanc Mars 2023 Questions 2k7mdhb2rwgPas encore d'évaluation
- Mathurin SongossayeDocument10 pagesMathurin SongossayeIffakorédé Gédéon BiaouPas encore d'évaluation
- Cours FlaubertDocument4 pagesCours FlaubertMagdalena ChiticPas encore d'évaluation
- RapportDocument6 pagesRapportElvis-Charle ChâmelierPas encore d'évaluation
- La Nouvelle RéalisteDocument1 pageLa Nouvelle Réalisteصفاء الراويPas encore d'évaluation
- Vieille ChansonDocument2 pagesVieille Chansonvivani 77130Pas encore d'évaluation
- Résumé FinalDocument3 pagesRésumé FinalMax ArnytePas encore d'évaluation
- NouvelleDocument4 pagesNouvelleanas salamPas encore d'évaluation
- Questionnaire 1 Folio CadetDocument3 pagesQuestionnaire 1 Folio CadetMaryam DaoudPas encore d'évaluation
- La Dernic3a8re Tirade de Phc3a8dreDocument3 pagesLa Dernic3a8re Tirade de Phc3a8dreevaPas encore d'évaluation
- Les Feuilles MortesDocument2 pagesLes Feuilles MortesledadiPas encore d'évaluation
- 3.10 Dossier O Temps o MoeursDocument12 pages3.10 Dossier O Temps o MoeursVianney RosePas encore d'évaluation
- GervaiseDocument4 pagesGervaiseMprtPas encore d'évaluation
- Les CITATIONS de Sagesse 1Document2 pagesLes CITATIONS de Sagesse 1fahbiloufPas encore d'évaluation
- Druanti The Arch-Revenant: Liste de CadeauxDocument1 pageDruanti The Arch-Revenant: Liste de CadeauxAntoine ForitesPas encore d'évaluation
- Theatre-Action - Exercices PratiquesDocument13 pagesTheatre-Action - Exercices PratiquesAsma BtPas encore d'évaluation
- Charles BaudelaireDocument2 pagesCharles BaudelaireOussama OussPas encore d'évaluation