Vous aimerez peut-être aussi
- Meehanite HSDocument16 pagesMeehanite HSAyoub LaouinatePas encore d'évaluation
- INDUCTOTHERMDocument20 pagesINDUCTOTHERMAyoub LaouinatePas encore d'évaluation
- Meehanite GeDocument7 pagesMeehanite GeAyoub LaouinatePas encore d'évaluation
- Meehanite HRDocument9 pagesMeehanite HRAyoub LaouinatePas encore d'évaluation
- 096 FRDocument4 pages096 FRAyoub LaouinatePas encore d'évaluation
- J/ffët - ,.,,,ffift/1,/f: No111 Et Préno111Document1 pageJ/ffët - ,.,,,ffift/1,/f: No111 Et Préno111Ayoub LaouinatePas encore d'évaluation
- 094 FRDocument4 pages094 FRAyoub LaouinatePas encore d'évaluation
- Memoire Final00Document48 pagesMemoire Final00Ayoub LaouinatePas encore d'évaluation
- 087 FRDocument2 pages087 FRAyoub LaouinatePas encore d'évaluation
- 115 FRDocument3 pages115 FRAyoub LaouinatePas encore d'évaluation
- 091 FRDocument2 pages091 FRAyoub LaouinatePas encore d'évaluation
- 112 FRDocument4 pages112 FRAyoub LaouinatePas encore d'évaluation
- 092 FRDocument2 pages092 FRAyoub LaouinatePas encore d'évaluation
- Guide Pour Le Choix Et L'opération Des Équipements de Dragage - Et Des Pratiques Environnementales Qui S'y RattachentDocument92 pagesGuide Pour Le Choix Et L'opération Des Équipements de Dragage - Et Des Pratiques Environnementales Qui S'y RattachentAyoub LaouinatePas encore d'évaluation
- 116 FRDocument2 pages116 FRAyoub LaouinatePas encore d'évaluation
- Guide Dragage Injection D Eau Cle0f4556Document72 pagesGuide Dragage Injection D Eau Cle0f4556Ayoub LaouinatePas encore d'évaluation
- 086 FRDocument2 pages086 FRAyoub LaouinatePas encore d'évaluation
- 082 FRDocument4 pages082 FRAyoub LaouinatePas encore d'évaluation
- 084 FRDocument2 pages084 FRAyoub LaouinatePas encore d'évaluation
- Détecteur de Fuite Au Sol Pour Four À InductionDocument5 pagesDétecteur de Fuite Au Sol Pour Four À InductionAyoub LaouinatePas encore d'évaluation
- Réalisation D'un Modèle de Dispersion D'un Rejet de Dragage Et Des Contaminants AssociésDocument161 pagesRéalisation D'un Modèle de Dispersion D'un Rejet de Dragage Et Des Contaminants AssociésAyoub LaouinatePas encore d'évaluation
- Presentation TPDocument12 pagesPresentation TPAyoub LaouinatePas encore d'évaluation
- L1-PMI-GIM - Matériaux2-TP2 Traitements ThermiquesDocument6 pagesL1-PMI-GIM - Matériaux2-TP2 Traitements ThermiquesAyoub LaouinatePas encore d'évaluation
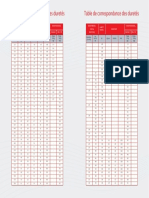
- Conversion Table-1 PDFDocument1 pageConversion Table-1 PDFAyoub LaouinatePas encore d'évaluation
- Rapport TP SDMDocument18 pagesRapport TP SDMAyoub LaouinatePas encore d'évaluation
- Hammas TouhamiDocument55 pagesHammas TouhamiAyoub LaouinatePas encore d'évaluation