Vous aimerez peut-être aussi
- 8-TD Traitement ThermiquesDocument6 pages8-TD Traitement Thermiqueshajer100% (2)
- Examen FF V2 2016 Corrigé PDFDocument10 pagesExamen FF V2 2016 Corrigé PDFYassin Belkacem0% (1)
- Corrigé Fin de Formation Pratique V2 TSMFM 2011-VCDCDocument9 pagesCorrigé Fin de Formation Pratique V2 TSMFM 2011-VCDCayoub gannniPas encore d'évaluation
- Corrigé FF - V2 2019Document12 pagesCorrigé FF - V2 2019jaberPas encore d'évaluation
- Examen FF V1 2016 Corrigé PDFDocument10 pagesExamen FF V1 2016 Corrigé PDFYassin Belkacem67% (3)
- Le Retraitement À Froid Des Chaussées Souples PDFDocument25 pagesLe Retraitement À Froid Des Chaussées Souples PDFsamiroPas encore d'évaluation
- Plan Micro Baron Depron A4 v2Document8 pagesPlan Micro Baron Depron A4 v2coucou foufou100% (2)
- Les - Conditions - de - Coupes Par PDFDocument13 pagesLes - Conditions - de - Coupes Par PDFsarre mamoudouPas encore d'évaluation
- Arval: IsofranDocument16 pagesArval: IsofranAbir MihoubiPas encore d'évaluation
- Trihal - REFCOMM - 1600kVA - 20 KV - ECO21 - 100 - 912297 - Rev0Document4 pagesTrihal - REFCOMM - 1600kVA - 20 KV - ECO21 - 100 - 912297 - Rev0Anonymous 1AAjd0Pas encore d'évaluation
- Bluecoif DV ElecDocument4 pagesBluecoif DV Elecjmcatalan489Pas encore d'évaluation
- Trihal - REFCOMM - 3150kVA - 20 KV - ECO21 - 100 - 912300 - Rev0Document4 pagesTrihal - REFCOMM - 3150kVA - 20 KV - ECO21 - 100 - 912300 - Rev0Anonymous 1AAjd0Pas encore d'évaluation
- Remplacement Du MIS ... KV: Installation Et MaintenanceDocument4 pagesRemplacement Du MIS ... KV: Installation Et MaintenanceLuis LunarPas encore d'évaluation
- Conditions CoupeDocument10 pagesConditions CoupeÎliãss ÎliassPas encore d'évaluation
- Conditions-Coupe 221126 074254Document10 pagesConditions-Coupe 221126 074254Barou Haya SanniPas encore d'évaluation
- Manomètres IndustrielsDocument2 pagesManomètres IndustrielsBelkhir GuerrachePas encore d'évaluation
- Mixta RESERVE ET FE DANS LE VOILE SOUS SOLDocument1 pageMixta RESERVE ET FE DANS LE VOILE SOUS SOLcoffragebateauPas encore d'évaluation
- Documentation commerciale Bluesteel DV PneuDocument4 pagesDocumentation commerciale Bluesteel DV PneuEugen DincuPas encore d'évaluation
- Dielve - Iso Rigide RPDocument1 pageDielve - Iso Rigide RPAnonymous q7XMxMPas encore d'évaluation
- 624 068 AideauxcalculsDocument12 pages624 068 AideauxcalculsBø ÑyPas encore d'évaluation
- Spit RM6 P6Document1 pageSpit RM6 P6ouniPas encore d'évaluation
- Apich 03 Partie 1 SuivantDocument7 pagesApich 03 Partie 1 Suivantbbb bbbPas encore d'évaluation
- 080 - Plan Schema Armoire H0007783 0Document1 page080 - Plan Schema Armoire H0007783 0Abdullah FazilPas encore d'évaluation
- TF Plafondsteunen BE-FRDocument9 pagesTF Plafondsteunen BE-FRMillmanov TabuePas encore d'évaluation
- Aldes SR 143Document2 pagesAldes SR 143flodu7891Pas encore d'évaluation
- Regime Neutre PresDocument61 pagesRegime Neutre PresHadja Savané100% (1)
- 624 068 AideauxcalculsDocument12 pages624 068 Aideauxcalculskharrat samirPas encore d'évaluation
- Chapitre 1Document6 pagesChapitre 1Med Ali MaatougPas encore d'évaluation
- Raccords GFR A Filet RondDocument1 pageRaccords GFR A Filet RondMed ChetPas encore d'évaluation
- 2 Déf CDCDocument8 pages2 Déf CDClcom freePas encore d'évaluation
- Catalogue Porte Outils Et Plaquettes 2019Document28 pagesCatalogue Porte Outils Et Plaquettes 2019yanis berkane100% (1)
- Medida Accesorios KubotaDocument178 pagesMedida Accesorios KubotaSamuel SolorzanoPas encore d'évaluation
- Menuiseries KebirDocument12 pagesMenuiseries KebirNASSIPas encore d'évaluation
- Compte Rendu TpeDocument31 pagesCompte Rendu Tpekhalil bouadilaPas encore d'évaluation
- Examen de Fin de Formation TSMFM 2011 v1 Pratique CorrigeDocument9 pagesExamen de Fin de Formation TSMFM 2011 v1 Pratique CorrigeMouad ElansariPas encore d'évaluation
- Escalier D'accesDocument1 pageEscalier D'accesskyrocks 237Pas encore d'évaluation
- Arbres: Filetage Femelle Aux Deux ExtrémitésDocument1 pageArbres: Filetage Femelle Aux Deux ExtrémitésVladimir NanaPas encore d'évaluation
- Ayoub SanadDocument5 pagesAyoub SanadAyoub SanadPas encore d'évaluation
- DenominationsymboliqueDocument1 pageDenominationsymboliqueachmmhomiePas encore d'évaluation
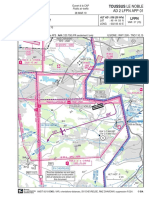
- Ad-2 LfipDocument4 pagesAd-2 LfipJean-Loup SpagnoliPas encore d'évaluation
- Osb3-Ce Ngosb3cev5 FDocument3 pagesOsb3-Ce Ngosb3cev5 Fezd94332Pas encore d'évaluation
- BlueSteel RPT PneuDocument4 pagesBlueSteel RPT Pneusiuluis1Pas encore d'évaluation
- NotesDocument1 pageNotesMohamadou Youssouf LYPas encore d'évaluation
- Inversseur 2Document1 pageInversseur 2FranckPas encore d'évaluation
- Data Spur PDFDocument2 pagesData Spur PDF諾禮斯Pas encore d'évaluation
- ApipvDocument7 pagesApipvbbb bbbPas encore d'évaluation
- PC Disjoncteurs FD 100 125 160A 25KA GEDocument7 pagesPC Disjoncteurs FD 100 125 160A 25KA GEAtl AC DCPas encore d'évaluation
- GénieCivil-CAP9020 (VL+) RevB - CopieDocument3 pagesGénieCivil-CAP9020 (VL+) RevB - CopiePierrick KilianPas encore d'évaluation
- Série - Pieds de PoteauxDocument2 pagesSérie - Pieds de Poteauxlolitta nora100% (3)
- LGBR15L00520N 1 0 20.0NDocument1 pageLGBR15L00520N 1 0 20.0NSARL MASERTECHPas encore d'évaluation
- Ad-2 LFPNDocument11 pagesAd-2 LFPNremiPas encore d'évaluation
- CT DLFF BDocument2 pagesCT DLFF Bwalter cruzPas encore d'évaluation
- ALROCDocument2 pagesALROCAnonymous xBi2FsBxPas encore d'évaluation
- NT 020 V02 Notice Technique Escabeau MRDocument6 pagesNT 020 V02 Notice Technique Escabeau MRmdamien5880Pas encore d'évaluation
- NDC Pieux-Géofond-BET GéoExperts 2Document1 pageNDC Pieux-Géofond-BET GéoExperts 2Mohamed EL Haddi AbidiPas encore d'évaluation
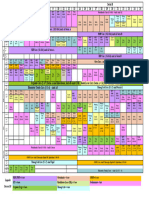
- Orar Sem 2 Anul VI Ro 25.01.2024Document1 pageOrar Sem 2 Anul VI Ro 25.01.2024Diana CorneaPas encore d'évaluation
- Essai - Plaque Remblai Derrière BatimentDocument1 pageEssai - Plaque Remblai Derrière BatimentmichaelPas encore d'évaluation
- Les Effort Et Puissance de CoupeDocument21 pagesLes Effort Et Puissance de CoupeFATMAPas encore d'évaluation
- Reconditionnement D Un Condensateur de D45Document10 pagesReconditionnement D Un Condensateur de D45azer tyPas encore d'évaluation
- Notice ILMO 50Document8 pagesNotice ILMO 50Laidet RaphaëlPas encore d'évaluation
- Montage D Un AllumageDocument3 pagesMontage D Un Allumageazer tyPas encore d'évaluation
- c006f PDFDocument1 352 pagesc006f PDFazer tyPas encore d'évaluation
- Safim Mpack Structure de Chaussee Projetees 06 12 2022Document1 pageSafim Mpack Structure de Chaussee Projetees 06 12 2022odilon VODOUNON TOYIPas encore d'évaluation
- Mini-Projet m2 GC Module Raffinage Et PetrochimieDocument2 pagesMini-Projet m2 GC Module Raffinage Et Petrochimiezohire samoudiPas encore d'évaluation
- Intro Quantité Acier Poutres - OdtDocument5 pagesIntro Quantité Acier Poutres - OdtRita NourPas encore d'évaluation
- Série Dexos Section TDocument1 pageSérie Dexos Section TSiii SiliPas encore d'évaluation
- Cours Normes 2Document7 pagesCours Normes 2Alex Dnp03Pas encore d'évaluation
- Afrique Et PétroleDocument10 pagesAfrique Et PétroleDonald NJOYAPas encore d'évaluation
- Tableaux Des Matières PDFDocument14 pagesTableaux Des Matières PDFTheo SantonPas encore d'évaluation
- Résistance Mécanique Des Matériaux (Valeurs en Da Par Mm2)Document2 pagesRésistance Mécanique Des Matériaux (Valeurs en Da Par Mm2)bernard_BEPas encore d'évaluation
- StirDocument6 pagesStirracha ouerghiPas encore d'évaluation
- Normes de Nomenclature Des MatériauxDocument20 pagesNormes de Nomenclature Des MatériauxAlex Dnp03Pas encore d'évaluation
- Esquisse DMDocument8 pagesEsquisse DMYanis MhPas encore d'évaluation
- Désignation Symbolique-Les AciersDocument1 pageDésignation Symbolique-Les AcierssosatlantiquePas encore d'évaluation
- Liaisonsroulements 3Document12 pagesLiaisonsroulements 3YoussefAkninPas encore d'évaluation
- Art JPFDocument8 pagesArt JPFwafaPas encore d'évaluation
- Tige Goujon D PDFDocument39 pagesTige Goujon D PDFcd dPas encore d'évaluation
- Décomposition SAP Ammoniac JPH VP0 LAST (Demo Version)Document165 pagesDécomposition SAP Ammoniac JPH VP0 LAST (Demo Version)Azzeddine EL-OhnPas encore d'évaluation
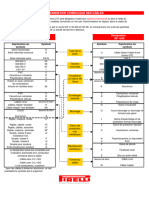
- Dimensionnement Formulaire CopieDocument7 pagesDimensionnement Formulaire CopieBiNga Salomão BengalaPas encore d'évaluation
- ACIERS2Document5 pagesACIERS2Mojo ShPas encore d'évaluation
- Designation Des MetauxDocument1 pageDesignation Des MetauxAdje EKLOUPas encore d'évaluation
- Semelle 01Document97 pagesSemelle 01Ing.esdras ABLYPas encore d'évaluation
- Projet Soutenance - Ferra PoutreDocument5 pagesProjet Soutenance - Ferra Poutrejacques martial ndindjockPas encore d'évaluation
- Éxposé Raffinage de PétroleDocument14 pagesÉxposé Raffinage de PétroleLouai Amairi0% (1)
- Cours de Production Pétrolière PDF - Recherche GoogleDocument5 pagesCours de Production Pétrolière PDF - Recherche GoogleNiangballo l’officiel Niangballo l’officielPas encore d'évaluation
- Base Carbone Documentation Specifique Outre Mer v20 2Document154 pagesBase Carbone Documentation Specifique Outre Mer v20 2Anas BouayadPas encore d'évaluation
- EmulsionDocument3 pagesEmulsionMohammedHakmiPas encore d'évaluation
- Manuel Garant - Partie 2 PDFDocument35 pagesManuel Garant - Partie 2 PDFGregory frissotPas encore d'évaluation
- PH-RDC Structure Poutre1-2: P1 Section 20x30: A-A B-BDocument15 pagesPH-RDC Structure Poutre1-2: P1 Section 20x30: A-A B-BMohamed MehdiPas encore d'évaluation
- A Chapitre1Document2 pagesA Chapitre1Fa TehPas encore d'évaluation